Изобретение относится к механической обработке металлов давлением листового и полосового металла в валках профилегибоч- ного стана и предназначено для использования при изготовлении гнутых профилей проката в металургии и других смежных отраслях промышленности.
Целью изобретения является сокращение количества технологических переходов.
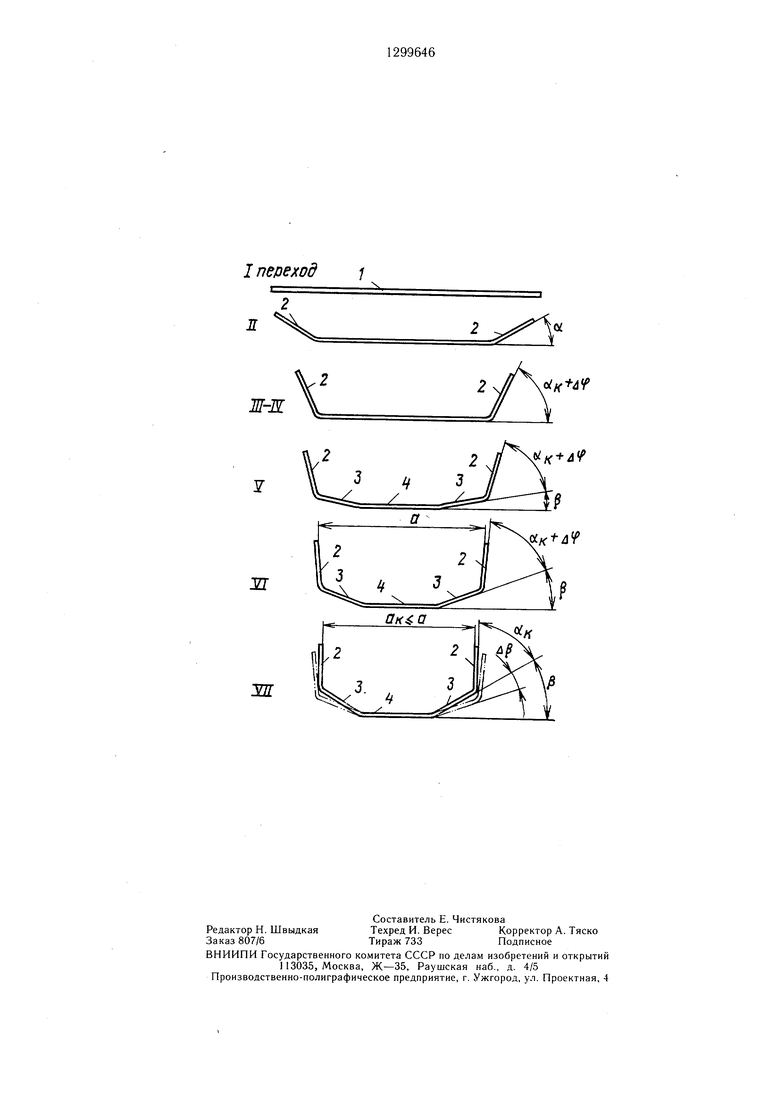
На чертеже представлена схема технологических переходов изготовления прюфиля согласно изобретению.
В соответствии с предложенным способом целесообразно в первых I-IV технологических переходах путем последовательной подгибки заготовки 1 формообразо- вьГвать профиль промежуточной формы с перегнутыми полками 2 относительно смежных элементов на угол Дф 3-5°, обеспечивая получение угла подгибки оск + Аф, где ак - заданный конечный угол подгибки. Режим формовки полок 2 определяется углами а по переходам в зависимости от геометрических параметров профиля, его материала и принятого процесса профилирования по известным методикам. В дальнейшем в промежуточных переходах (переходы V и VI) производят подгибку элементов 3 выпуклой многоэлементной стенки относительно смежных ее элементов (элемента 4), последовательно увеличивая угол подгибки р, и за счет этого - поворот предварительно подогнутых полок 2 относительно горизонтальной стенки 4.
В дальнейшем в VII переходе при до- формовке профиля по достижении полками 2 вертикального положения они отгибаются на угол Дф за счет подгибки элементов 3. При этом для обеспечения благоприятного захода профиля в калибр чистовой клети угол ДЗ подгибки элементов 2 многоэлементной стенки в чистовом переходе назначается из условия, чтобы расстояние а между кромками профиля в предчистовом (VI переходе) было больше, чем упомянутое расстояние ак в чистовом VII переходе.
Способ может быть реализован с помощью калибровки валков для изготовления гнутых профилей, преимущественно содержащих вертикальные полки и выпуклую многоэлементную стенку.
Так, например, по предложенному способу осуществлялось формообразование специального профиля лотка с вертикальными полками и выпуклой многоэлементной стенкой 100x80x30x2 мм из стали СТ 3 для электромонтажных изделий. Профили формовали на стане 1-4x50-400. Для получения профиля по описанному способу потребовалось 7 технологических переходов. В первых четырех переходах полки подгибали по режиму: 0-20-50-65°; в V-VII переходах подгибали элементы стенки по режи- му: р 10-20-30°; в VII переходе полки отгибали на угол Дф 5°.
В процессе формообразования профиля по предложенному способу было применено 7 технологических переходов, а по известному необходимо 8, в том числе один переход для переформовки мест изгиба и искривления смежных с ними прямолинейных участков.
При этом в процессе формообразования профиля по предложенному способу обеспе- чивались заданные углы между его элементами с отклонениями до 0,5-1,0°, что находится в пределах требований к данному типу профилей. Качество поверхности профилей было хорощим, смятие у кромок не наблюдалось, утонение металла в местах изгиба не превыщало 5%.
Способ изготовления гнутых профилей по изобретению в сравнении с известным обладает следующими преимуществами:
обеспечивает уменьшение количества технологических переходов на 10-20% (количество переходов при изготовлении профиля швеллерной формы по предлагаемому способу составило 7, а по известному 8), так как при формовке по известному способу для переформовки мест изгиба необходим по крайней мере один дополнительный технологический переход;
улучшает качество профилей в местах изгиба за счет уменьшения утонения (утонение в местах изгиба при изготовлении профиля по данному способу составило до 5%| 3 по известному около 10%);
применение способа позволяет расширить сортамент гнутых профилей общего и специального назначения, преимущестенно содержащих вертикальные полки и выпуклую многоэлементную стенку.
40
Формула изобретения
Способ изготовления гнутых профилей, содержащих вертикальные полки и выпуклую многоэлементную стенку, путем последо- вательной подгибки формуемых элементов и перегиба полок на угол 3-5° относительных смежных элементов стенки, отличающийся тем, что, с целью сокращения количест- ва технологических переходов, перегиб полок
производят на первых переходах, а на последних переходах при достижении полками вертикального положения их отгибают на упомянутый угол с одновременной подгибкой Смежных элементов стенки.
I пере ход /
г л X
ж-ж
oiiff-4 e
ж
ж
)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1985 |
|
SU1299647A1 |
| Способ М.Е.Докторова изготовления листовых гнутых профилей с гофрами | 1991 |
|
SU1813584A1 |
| Способ изготовления гнутых профилей проката | 1976 |
|
SU603180A1 |
| Способ изготовления гнутыхпРОфилЕй | 1978 |
|
SU799858A1 |
| Способ изготовления гнутых профилей двутаврового сечения | 1988 |
|
SU1558529A1 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
Изобретение относится к обработке металлов давлением в валках, в частности к способам изготовления гнутых профилей из листовых заготовок. Целью изобретения является сокращение количества технологических переходов. В первых переходах при формовке профиля перегибают его полки относительно смежных элементов на угол Дф 3-5°. Затем производят подгибку элементов выпуклой стенки и поворот предварительно подогнутых полок. На последних переходах при достижении полками вертикального положения их отгибают на угол Дф за счет подгибки смежных элементов. При этом сохраняется вертикальное положение полок, улучшается качество профилей за счет уменьшения утонения в местах изгиба. 1 ил. to со со 05 4 05
| Производство и применение гнутых профилей прокатки | |||
| Справочник под ред | |||
| И | |||
| С | |||
| Тришевского | |||
| М.: Металлургия, 1975, с | |||
| Автоматическая акустическая блокировка | 1921 |
|
SU205A1 |
