(54) СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА С ЭЛЕМЕНТАМИ ДВОЙНОЙ ТОЛДИНЫ У КРОМОК
1
Изобретение относится к обработ ке металлов давлением, в частности к изготовлению гнутых профилей проката с элементами двойной то.гавины у кромок из полосового и ленточного материала.
Известен способ изготовления гнутых профилей проката с элементами двойной толщины.у кромок, включающий последовательную подгибку крайних элементов по переходам до их вертикального положения, прогиб наружу стенки с обеспечением перемещения кромок внутрь и осадку крайних элементов с выпрямлением стенки 1.
Недостатком известного способа является то, что в ряде случаев при формировании гнутых профилей со сравнительно широкими элементами двойной толщины имеет Место смятие кромок и поверхностные дефекты в виде царапин и задиров на профиле.
Цель изобретения - повышение качества профилей со сравнительно широкими элементами двойной толщины за счет предупреждения смятия кромок.
Поставленная цель достигается тем, что в способе изготовления гнутых профилей проката с элементами двойной толщины у кромок, включающем последовательную подгибку полок по переходам до вертикального положения, искривление стенки и последующую осадку полок с одновременным выпрямлением стенки, искривление стенки производят подгибкой прилегающих к полкам участков на угол до 45, при этом ширина этих участков не превышает ширины полок.
10
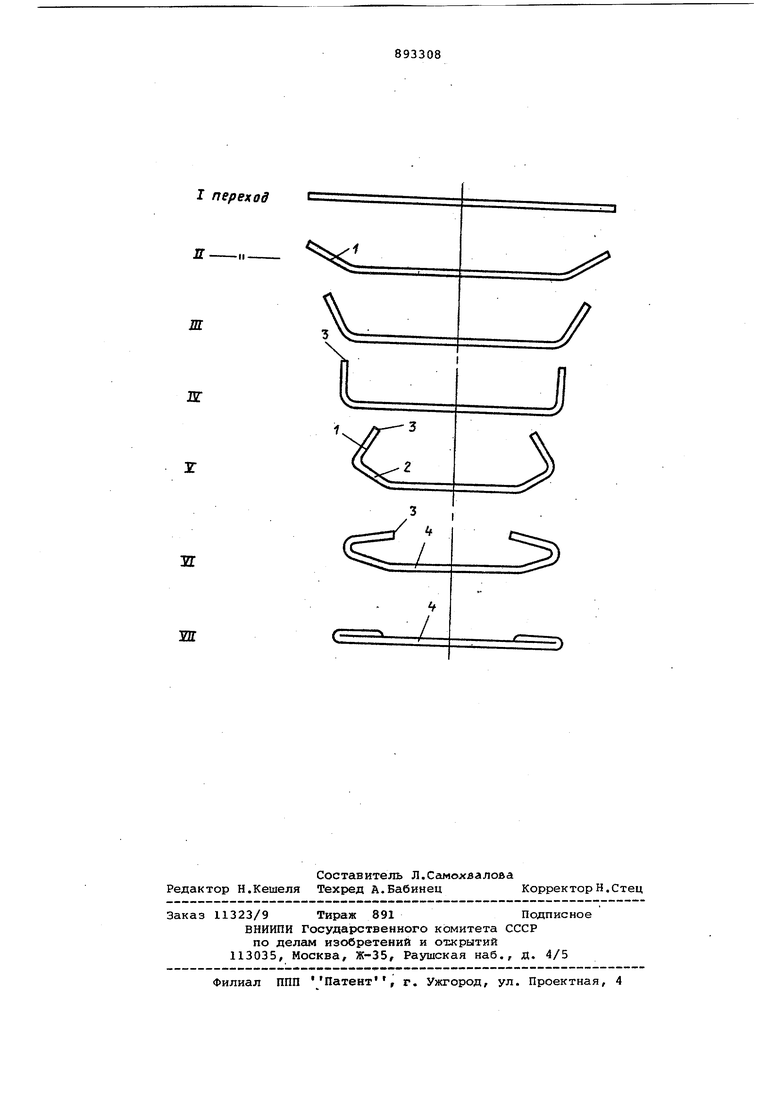
На чертеже приведена схема технологических переходов формообразования профиля с элементами двойной толщины у кромок.
Так, например, изготовление швел15лерного профиля с элементами двойной толщины у кромок 100(40хЗО 2,5 производят в валках профилегибочного стана l 3f50-400 мм со скоростью формовки до 30 м/мйн при жестком
20 режиме подгибки (углы подгибки за проход до 60°). При этом первоначально во П-1У переходах у каждой кромки производят подгибки крайних элементов 1 на угол о(. до 90. Затем
25 в У переходе после подгибки элеменTQB 1 до вертикального положения подгибают примыкающие к крайним элементам 1 участки стенки 2 на угол oi 30, обеспечивая наклон 30 крайних элементов 1 и перемещение
кромок 3 во внутрь профиля. При этом центральная часть стенки 4 не формоизменяется.
В дальнейшем в У1-У11 переходах производят осадку подогнутых крайних элементов 2 и выпрямление стенки 4.
Профили, изготавливаемые по предлагаемому способу, характеризуются хорошим качеством поверхности без смятия кромок и волнистосаи вдоль подгибаемых элементов, поперечным прогибом выполняемых участков профиля, не превышаквдим 0,5мм (стрела прогиба).
При изготовлении профиля с элементами двойной толщины у кромок, примыкающих к крайним элементам профиля участков стенки, временная подгибка обеспечивает наклон.подогнутых до вертикального положения крайних элементов.и перемещение их кромок во внутрь .профиля в направлении подгибки. I
. (В результате этого исключается фактор силового воздействия со стороны валков на подгибаемые элементы при переходе угла подгибки 90°, что предотвращает смятие кромок и появление волнистости вдоль подгибаемых элементов в процессе их подгибки, обеспечивает качественную отформовку элементов двойной толщины за счет предупреждения дефектов на их поверхности , а также уменьшается количество технологических переходов на ,15-20 % за счет интенсификации режима подгибки процесса профилирования.
Следует отметить, что временная подгибка участка стенки на угол до 45°, обуславливается необходимостью возможностью обеспечения свободного доступа формуемых эле лцентов верхнего валка к участкам изгиба и позволяет наклонить и подготовить к осадке крайние элементы профиля .и участок стенки, сохранив при этом большую часть стенки прямолинейной
независимо от ее ширины и незначительно увеличив высоту формовки.
Подгибка участка стенки шириной, меньшей или равной ширине крайних элементов, позволяет при последукицей осадке указанных, элементов до плотного их соприкосновения полностью выпрямить временно искривленные частки заготовки.
Формообразование элемента двойной
толщины обеспечивается последующей
осадкой с двухсторонней подгибкой подогнутых между собой на угол 90° крайних участков профиля.
Применение предлагаемого способа позволяет увеличить максимально
допустимую ширину стенки профиля с элементами двойной толщины и габариты профиля до номинальных размеров, обусловленных технической характеристикой профилегибочного агрегата,
упростить формы калибров :;валков, уменьшить количество технологических переходов на 15-20 %.
Формула изобретения
Способ изготовления гнутых профилей проката с элементами двойной толщины :У кромок, включающий послег довательную подгибку полок по переходам до вертикального положения, искривление стенки и последукадую осадку полок с одновременным выпрямлением стенки, отличающийся тем, что, с целью повыше5 ПИЯ качества профилей со сравнительно широкими элементами двойной толщины за счет предупреждения смятия кромок, искривление стенки производят подгибкой прилегающих к полкам
0 участков на угол до 45, при этом ширина этих участков не превышает ширины полок.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 650691, кл. IB 21 D 5/06, 25.07.77 (прототип).
Г переход
Ч
т
ж
ж
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1977 |
|
SU650691A1 |
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1978 |
|
SU749489A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления гнутых неравнополочных швеллеров со ступенчатой стенкой | 1986 |
|
SU1389903A1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| Способ изготовления гнутых профилей проката с элементами двойной толщины у кромок | 1977 |
|
SU659231A1 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| Способ изготовления полузамкнутых гнутых профилей | 1987 |
|
SU1489883A1 |
| Способ изготовления гнутых профилей | 1979 |
|
SU841706A1 |
ж
