Изобретение относится к обработке металлов давлением, в частности к изготовлению листовых деталей двоякой кривизны: сферической, тороидальной, парусовидной и ,1,ругих подобных форм.
заготовки (конуса) 1 подбирают таким образом, чтобы оно было как можно ближе к заданной форме поверхности 2, что достигается пересечением образующей конуса 1 и заданной формы 2 в одной или двух
Целью изобретения является снижение точках. Затем полученная коническая заготрулоемкости процесса холодного формообразования и повышение качества штампо- заготовок.
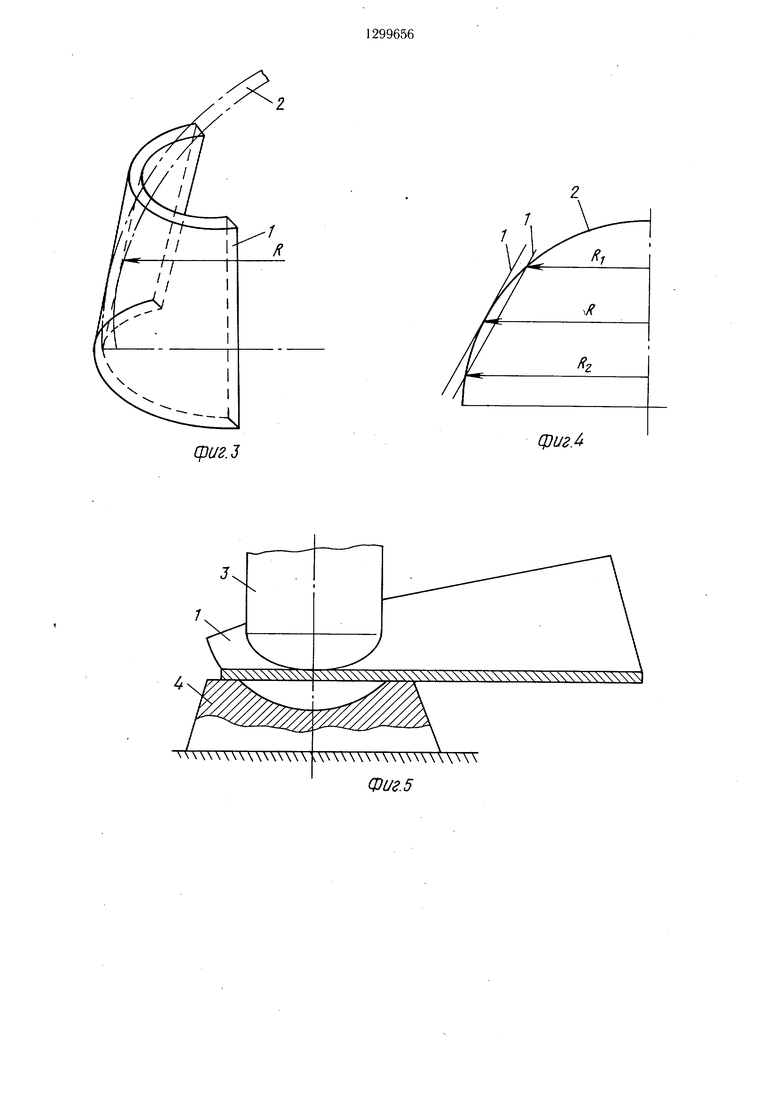
На фиг. 1 изображена заготовка под штамповку по известному способу методом последовательных нажатий; на фиг. 2 - заготовка, согнутая по конической поверхности и подготовленная к формообразованию по предлагаемому способу; на фиг. 3 - конитовка 1 при помош,и пуансона 3 и матрицы 4 методом последовательных нажатий доводится до требуемой формы поверхности двоякой кривизны.
10 Использование предлагаемого способа формообразования листовой заготовки дает суш,ественное снижение трудоемкости (более двух раз) изготовления деталей двоякой кривизны, например элементов сферы. Кро- ческая заготовка и поперечное сечение сфе- , ме того, расширяются возможности холод- рической поверхности, которую нужно полу- ного формообразования взамен горячей чить и с которой коническая заготовка име-штамповки,
ет обш.ий радиус R в широтном направлении; на фиг. 4 - наиболее целесообразная форма конической заготовки, когда ее об-Способ формообразования деталей
разующая имеет одну обшую точку с сече- 20 двойной кривизны, преимущественно элемен- нием сферической поверхности (один об- та сферической или тороидальной оболочки, щий радиус в широтном сечении R) илипри котором заготовку формообразуют за
две общие точки (два общих радиуса в ши- два перехода, на нервом из которых при- ротном сечении R , R); на фиг. 5 - до-дают кривизну в одном направлении, а па
водка конической заготовки до требуемой 25 втором - окончательную форму, отличаюФормула изобретения
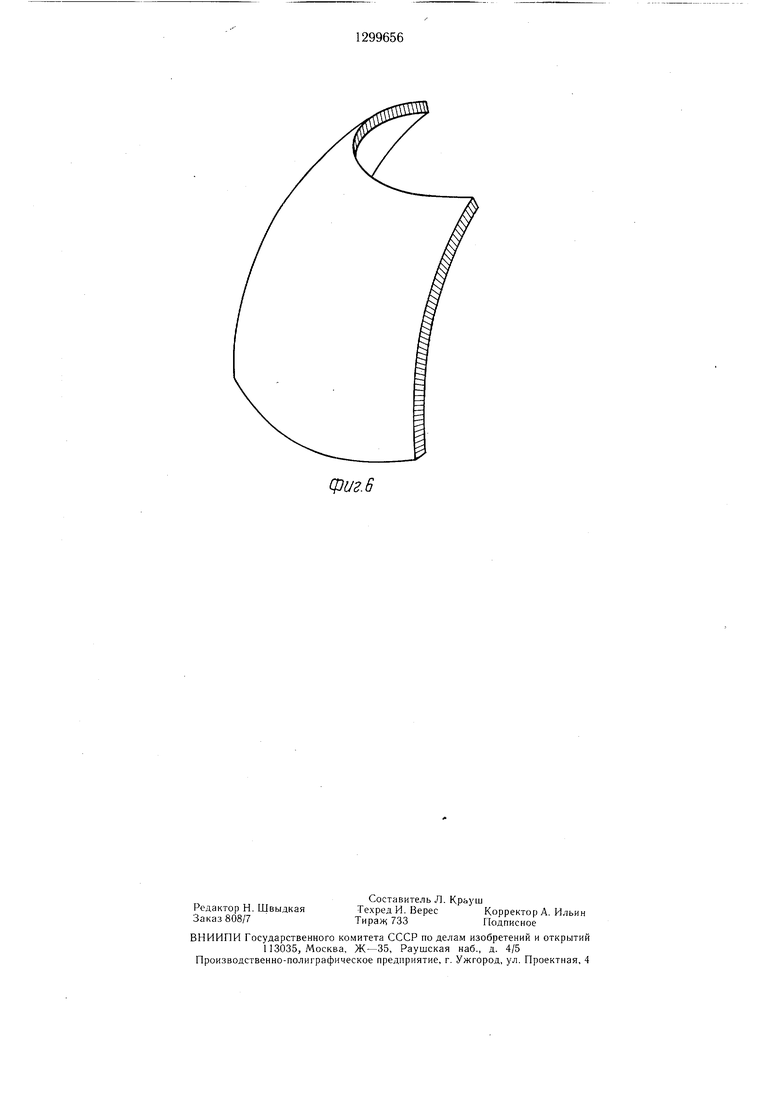
формы при помощи пуансона и матрицы методом последовательных нажатий; на фиг. 6 полученная деталь сферической формы.
Заготовку сначала изгибают на конус в листогибочных вальцах и под прессом.
щийся тем, что, с целью снижения трудоемкости и повыщения качества, на первом переходе образуют коническую поверхность, у которой по меньшей мере один радиус поперечного сечения равен радиусу оболочки
При этом поперечное сечение конической 30 в широтном направлении.
заготовки (конуса) 1 подбирают таким образом, чтобы оно было как можно ближе к заданной форме поверхности 2, что достигается пересечением образующей конуса 1 и заданной формы 2 в одной или двух
формообразования
Формула изобретения
втором - окончательную форму, отличающийся тем, что, с целью снижения трудоемкости и повыщения качества, на первом переходе образуют коническую поверхность, у которой по меньшей мере один радиус поперечного сечения равен радиусу оболочки
в широтном направлении.
Фиг.1
фиг. г
фиг А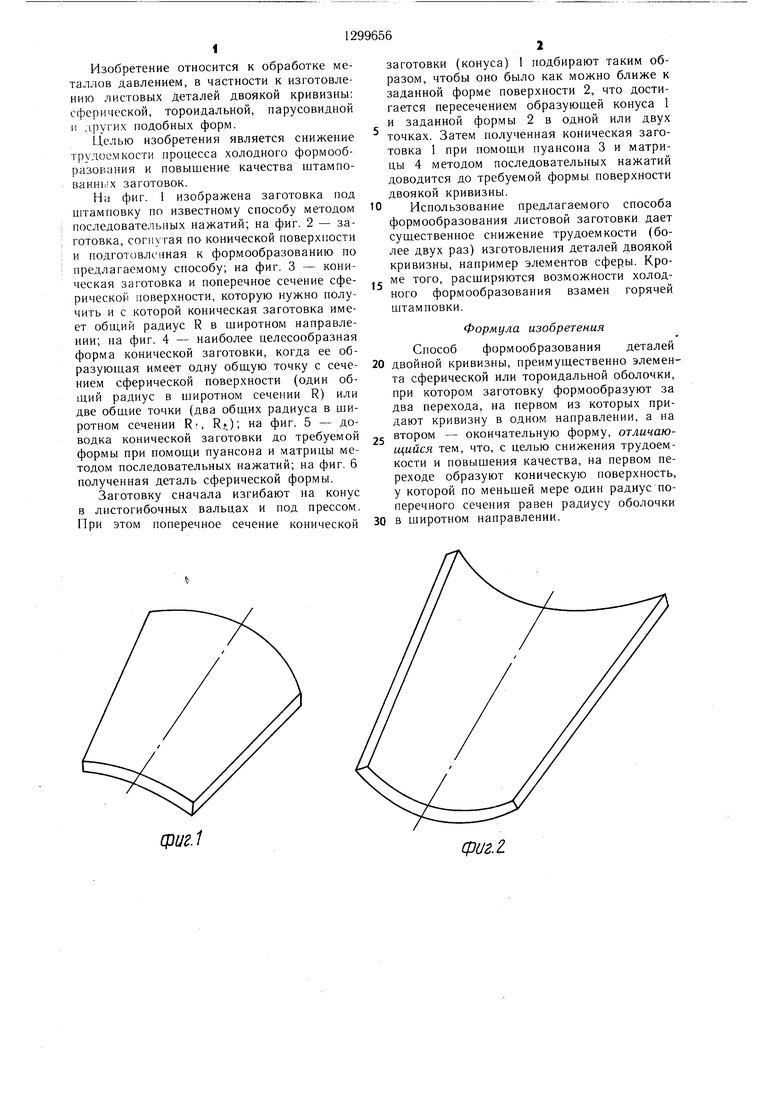
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОТОРОИДАЛЬНЫХ ИЛИ ЭЛЛИПТИЧЕСКИХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397836C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194587C2 |
| Способ формообразования листовых заготовок двоякой кривизны | 1988 |
|
SU1574316A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2003 |
|
RU2243843C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ И УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323795C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194588C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ШТАМПОСВАРНЫХ ОБОЛОЧЕК ТОРОСФЕРИЧЕСКОЙ И ЭЛЛИПТИЧЕСКОЙ ФОРМЫ | 2010 |
|
RU2443488C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2015 |
|
RU2626253C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению штампосварных оболочек. Целью изобретения является снижение трудоемкости и повышение качества. Заготовку сначала изгибают на конус в листогибочных вальцах или под прессом. При этом поперечное сечение заготовки выбирают таким образом, чтобы оно было как можно ближе к заданной форме поверхности. Полученная таки.м образом заготовка доводится до требуемой формы посредством пуансона и матрицы методом последовательных нажатий. При этом появляется возможность изготовления деталей двоякой кривизны, напр, элементов сферы. 6 ил. ГС со со Oi ел 05
Фиг. 5
фиг. 6
Редактор Н. Швыдкая Заказ 808/7
ВНИИПИ Государственного комитета СССР но делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предириятие, г. Ужгород, ул. Проектная, 4
Составитель Л. Крьуш
Техред И. ВересКорректор А. Ильин
Тираж 733Подписное
| Способ изготовления листовых изделий двойной кривизны и станок для осуществления способа | 1951 |
|
SU98166A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
