Предлагаемый способ отличается от известных тем, что плоский плп предварительно изогнутый в одном направлении лист подвергают обжатию иа шаблоне, имеющем кривизну в илоскости, поперечной нанравлени1(1 нодачп листа, усилием, возрастающим от концов шаблона по напранлению к его средней части.
С целью обеспечения неравномерного по длине шаблона давления обжатия заготовки, в станке применен ролик или ряд роликов, иерскат)вае.мых поперек подачи заготовки и нагруженных пружинами, взаимодействующими с роликами, перекатывающимися но криволинейиому копиру.
Для )юзможности перекатывания роликов, они монтированы вместе с лру;к1П1ами в траверсе, нриводимой в возпратно-ноступательиое движение.
ЛТаблон осун1ествлен в виде нонодвижиой пластины с закругленной рабочей гранью или в виде вальца с криволине пшй образуюн1,ой.
Для иолучения nncTOis дво :1го| | кр1гвп;пп,1 .игсту предварительно придают изгиб 1 тглоскости. перпендикулярно наиравл:еи11Ю нодачтг и одно)ф(менио сооб1цают давление в той же плоскости, ностепенно уменьшлюHjeecH по мере приближения к боковым краям листа.
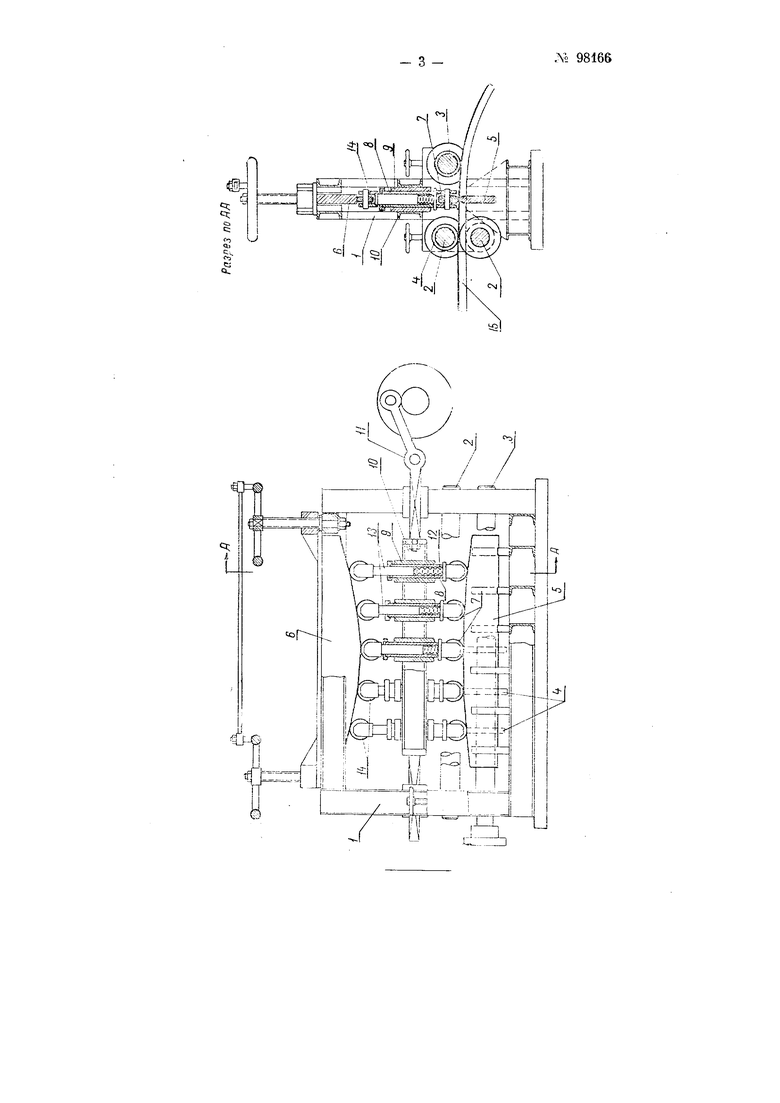
Для ,ест1 ле1Г11я этого способа 1 р 1ме1то1т статгок (см. черто/к). вынол 1СН1 Ы 1 в виде рамы 1, на которой закре1 л. в иодш1 1Н1 1;о.х три вала 2 и 3 с кольцами 4 переменно1( тол1 :инт:т. ТЗалы 2 являются подающими, а вал 3-контрольным, ирнчом алы 2 расположо7,г одт над с зазором между собой, равным толнмпто издолгтя. Б нпггИ Г; части рамы закреплен рабочий нгаблон 5 с аак{)углоииьтм1Г ,r:,;iMii. В верхней части стайка закренлен коннр 6.
С целью придания листу двойиой крнвизнь. irpsiMciionit ; i :г; 7, которые установлены на концах наирав.л юнтих втугюк 8. Посл.чише
№ 98166
вставлены в блоки 9, связанные между собой траверсой 10. Траверса вместе с блоками приводится в возвратно-иоступательное движение механизмом 11.
Внутри втулок заложены нружины 12, сжимаемые шиииделями 13. На верхних концах шнинделей установлены нанравляющие ролики 14, перемещаемые но криволинейному контуру в коиире.
Обрабатываемый лист 15 помещается между кольцами 4 нриводных валов 2, которые совершают вращательное движение, вследствие чего происходит ненрерывная иодача заготовок между рабочим шаблоном 5 л роликами 7. Одновременно ролики 7 вместе с траверсой 10 совершают ненрерывное возвратио-ноступательное движение от механизма И. Нанравляющие ролики 14, катясь но криволинейному контуру конира 6, иорсмсщаются вместе со шнинделями 13 вдоль своих осей, ироизводя яри этом соответствующее давление на иружины 12, которые в свою очередь вдавливают ролики 7 и шаблон 5 в тело заготовки 15, нридавая ей заданную форму оболочки.
Настройка станка для заданной формы оболочки осуществляется иодбором формы шаблона 5, конира 6, изменением числа двойных ходов траверсы 10 и иол жением контрольного вала 3.
Предмет изобретения
1.Способ изготовления листовых изделий двойной кривизны, отлич а ю пг п и с я тем, что плоский или предварительно изогиутый в одном паираилрипп лист подвергают обжатию на шаблоне, имеющем кривизну л илоСчости, поперечпой направлопию подачи лпста, усилием, возрастающим от концов шаблона но паиравлеиию к его средией части.
2.Стапок для осун1;ествлеиия способа по и. 1, отлпчающийся тем, что, с целью обеспечепия неравномерного по длипе шаблона давления загото1 ки, в нем применен ролик пли ряд роликов, перекатываемых поперек подачи заготовки и нагруженных иружпнами, взаимодействуюш.ими с роликами, перекатывающимися по криволииейиому копиру.
3.Форма вынолпения станка по н. 2, отличающаяся тем, что для возмо/кности нерекатывапия роликов, они монтированы вместе с пружинами в траверсе, приводимой в возвратно-иоступательное движепие.
4.Форма вьтполпепия станка но п. 2, отличающаяся тем, что щаблон осуществлен в виде ненодвижной пластины с закругленной рабочей гранью пли в виде вальца с криволинейной образующей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления листовых изделий двойной кривизны из плоских заготовок и станок для его осуществления | 1951 |
|
SU96094A1 |
| СПОСОБ ТЕРМОСИЛОВОГО ЛОКАЛЬНОГО ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2010 |
|
RU2449847C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2243842C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| Гибочный станок | 1976 |
|
SU601066A1 |
| ГИБОЧНО-ПРАВИЛЬНЫЙ РОЛИКОВЫЙ ПРЕСС | 2004 |
|
RU2261768C1 |
| Станок для формообразования листовых деталей двойной кривизны | 1976 |
|
SU727271A1 |
| Токарно-винторезный станок | 1933 |
|
SU36127A1 |
| Печатный станок | 1936 |
|
SU52347A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2003 |
|
RU2243843C1 |