(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2003 |
|
RU2243843C1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ | 2013 |
|
RU2522973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194589C2 |
| Способ формообразования изделий двойной кривизны из листа | 1988 |
|
SU1616746A1 |
| Универсальный гибочный штамп | 1982 |
|
SU1072951A1 |
| Способ формообразования деталей двойной кривизны | 1985 |
|
SU1299656A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194587C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194588C2 |

Изобретение относится к обработке металлов давлением, в частности к изготовлению корпусных деталей наружной обшивки судов и других подобных форм. Цель изобретения - упрощение конструкции штампов и их настройки. Формообразование листовых заготовок двоякой кривизны осуществляют в два этапа. На первом этапе формуют сферическую поверхность с кривизной, равной меньшей из заданных, а на втором этапе осуществляют окончательное формообразование с увеличением кривизны до требуемой в соответствующем направлении при сохранении кривизны во взаимно перпендикулярном направлении. Формообразование заготовки начинают от торцовой короткой кромки. Формовку на первом этапе совмещают с правкой коробоватости, а на втором - с правкой волнистости. Способ позволяет расширить технологические возможности штампов со сферическими пуансоном и матрицей и листогибочных вальцев. 2 з.п. ф-лы, 3 ил.
Изобретение относится к обработке металлов давлением,в частности к изготовлению корпусных деталей наружной обшивки судов парусовидной, седлообразной и других подобных форм.
Цель изобретения - упрощение конструкции штампов и их настройки.
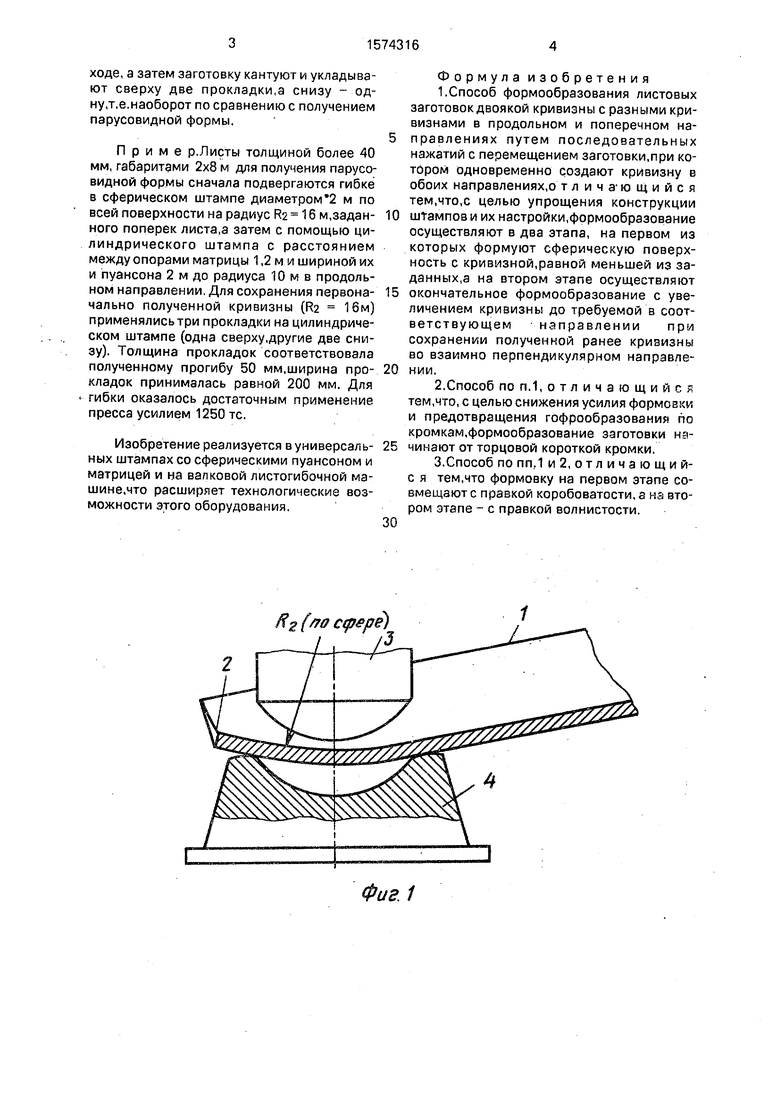
На фиг.1 показана формовка заготовки на первом этапе; на фиг.2 - то же, на втором этапе; на фиг.З - то же, вид сбоку,
Листовая заготовка с длинной стороной 1 и короткой 2 предварительно помещается в штамп со сферическим пуансоном 3 и матрицей 4, а затем в штамп с цилиндрическими пуансоном 5 и матрицей 6 с использованием прокладок 7. Гибка заготовки начинается от кромки 2 в штампе со сферическими пуансоном 3 и матрицей 4 до достижения требуемого большего радиуса R2 по
всей поверхности заготовки вдоль кромок 1 и 2. Затем заготовка изгибается цилиндрическими пуансоном 5 и матрицей 6 до достижения требуемого меньшего радиуса RI, при этом полученную кривизну с радиусом R2 в направлении,поперечном изгибу цилиндрическими пуансоном и матрицей, сохраняют с помощью прокладок 7,укладываемых снизу и сверху заготовки перед гибкой Так как на первом переходе изгибу подвергается практически вся поверхность заготовки,то этот прием используется также для ее правки в состоянии поставки. Способ позволяет формообразовывать детали с различными радиусами кривизны вдоль и поперек заготовки. В случае седлообразной формы детали обычно кривизна в продольном направлении больше.а радиус соответственно меньше.поэтому в этом направлении и производят изгиб на первом пересл
а
со о
ходе, а затем заготовку кантуют и укладывают сверху две прокладки,а снизу - од- нуд.е.наоборот по сравнению с получением парусовидной формы.
Приме р.Листы толщиной более 40 мм, габаритами 2x8 м для получения парусовидной формы сначала подвергаются гибкё в сферическом штампе диаметром 2 м по всей поверхности на радиус R2 16 м,заданного поперек листа,а затем с помощью цилиндрического штампа с расстоянием между опорами матрицы 1,2 м и шириной их и пуансона 2 м до радиуса 10 м в продольном направлении, Для сохранения первоначально полученной кривизны (R2 16м) применялись три прокладки на цилиндрическом штампе (одна сверху.другие две снизу). Толщина прокладок соответствовала полученному прогибу 50 мм,ширина прокладок принималась равной 200 мм. Для гибки оказалось достаточным применение пресса усилием 1250 тс.
Изобретение реализуется в универсальных штампах со сферическими пуансоном и матрицей и на валковой листогибочной ма- шине.что расширяет технологические возможности этого оборудования,
(яо сфере)
л lSi
/I
0
5
0
5
0
Формула изобретения
Фиг. 1
Y///s/////////////
7
Фиг. 2
У/////////////////////// / /7/////////////Л
фие.З
7
| Универсальный гибочный штамп | 1982 |
|
SU1072951A1 |
