Изобретение относится к обработке металлов давлением и переработке пластмасс и может быть использовано для изготовления инструмента, применяемого для раздачи квадратных раструбов на цилиндрических трубах.
Цель изобретения - снижение трудоемкости изготовления инструмента.
Разделение заготовки на части по плоскостям производят двумя вариантами. Согласно первому варианту плоскости разделения располагают попарно пересекающимися под углом 60° по образующим боковой поверхности, удаленным одна относительно другой на расстояние, равное радиусу заготовки, и наклоненным под углом 30° к диаметральным плоскостям, проведенным через линию пересечения, а соединяют tio крайней мере три отделенных части.
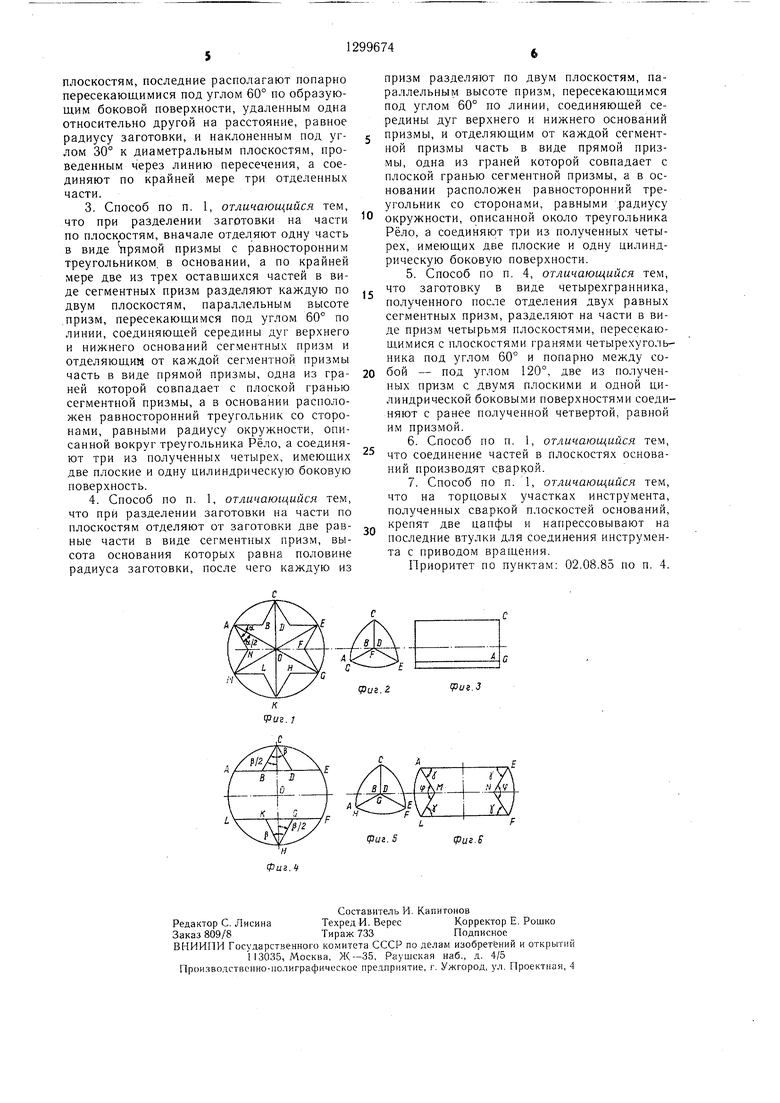
На фиг. 1 схематически представлен торец заготовки с линиями разделения; на фиг. 2 - торец инструмента в сборе; на фиг. 3 - инструмент, вид сбоку; на фиг. 4 - торец заготовки с линиями ее разделения на щесть призм и четырехгранник; на фиг. 5 - инструмент в сборе, вид с торца; на фиг. 6 - четырехгранник с линиями его последующего разделения; на фиг. 7 - инструмент с втулками на цанфах, вид сбоку.
По второму варианту отделяют от заготовки две равные части в виде сегментных призм, высота основания которых равна половине радиуса заготовки, после чего каждую из призм разделяют по двум плоскостям, параллельным высоте нризм, пересекающимся под углом 60° по линии, соединяющей середину д,уг верхнего и нижнего оснований призмы, и отделяющим от каждой сегментной призмы часть в виде прямой призмы, одна из граней которой совпадает с плоской гранью сегментной призмы, а в основании расположен равносторонний треугольник со сторонами, равными радиусу окружности, описанной около треугольника Рёло, а соединяют три из полученных четырех, имеюпшх две плоские и одну цилиндрическую боковую поверхности.
Кроме того, по второму ва)ианту целесообразно заготовку в виде четырехгранника, полученного после отделения двух равных сегментных призм, разделяют на части в виде призм четырьмя плоскостями, пересекающимися с плоскими гранями четырехгранника под углом 60° и попарно между собой - под углом 120°, две из полученных призм с двумя плоскими и одной цилиндрической боковыми поверхностями соединяют с ранее полученной четвертой, равной им призмой.
Соединение частей в плоскостях оснований производят сваркой. При этом целесообразно на торцовых участках инструмента, полученных сваркой в г лоскостях оснований, выполнять две цапфы и напрессо
0
5
0
5
0
5
0
5
вывать на последние втулки для соединения инструмента с приводом вращения.
Инструмент изготавливают следующим образом.
Выбирают заготовку в виде отрезка прутка с радиусом, равным стороне треугольника Рёло, лежащего в основании инструмента. На торце заготовки делают разметку, соединяя вершины двух треугольников АЕК и MCG, вписанных в окружность основания заготовки с диаметрально противоположным расноложением их верщин А и G, С и К, Е и М (фиг. 1), т.е. образуя правильнуюшестиугольнуюзвезду
ABCDEFGHKLMN. Затем от этой звезды последовательно отделяют, например, анодно- механической резкой сегментные призмы ABC, CDE, EFG {фиг. 2) и т. д. по плоскостям, параллельным оси заготовки вдоль сторон треугольников АЕК и MCG до их пересечения друг с другом в точках В, D, F, Н и 1.. Такая последовательность разде.чения обеспечивает нопарное пересечение разделяющих плоскостей под углом по образующим боковой поверхности заготовки, удаленным друг от друга на расстояние, равное радиусу заготовки. Кроме того, разделяющие плоскости наклонены к диаметральным 1лос- костям DOG, СОК, МОЕ, проведенным через линии пересечения, под углом . В результате от заготовки отделяют шесть равных между собой сегментных призм. После этого любые три из них соединяют по п.;1оским боковым граням (фиг. 2, 3) и жестко скрепляют в плоскостях оснований. Получепный-составной инструмент имеет в основании треугольник Рёло, который отличается от равносторониег-о только тем, что стороны его образованы дугами окружностей с радиусом, равным длине стороны, и центром в противоположной BcpuiHiie треугольника Рёло.
По второму варианту от заготовки указанного радиуса внача;1е отделяют по линиям АЕ и LF двумя плоскостями, параллельными ее оси и отстояп1ими от нее на расстояние, равное иоловппе радиуса заготовки, две равные cei-ментные призмы с основаниями АСЕ н L.HF и высотой сегментов в основаниях, равной половине радиуса заготовки (фиг. 4) Затем каждую сегментную призму по линиям ВС, CD, КН и HG разделяют плоскостями, параллельными высоте призм, пересекаюп1имися под углом по линии, соединяющей середины (точки С и Н) дуг верхнего и нижнего оснований нризм, и наклоненными к высоте сегментов оснований АСЕ и LHF призм под углом . В результате из сегментных призм с основаниями АСЕ и LHF образуются две призмы с основаниями в виде равносторонних треугольников BCD и KHG (стороны треу| ольников равны радиусу окружности, описан}юй около треугольника Рёло, лежапдего в основании и} струмента) и
четыре сегментные призмы с основаниями ABC, CDF, FGH и KHL с двумя плоскими и одной цилиндрической поверхностями. Три из последних четырех призм соединяют одна с другой по плоским боковым граням (фиг. 5) и жестко скрепляют в плоскостях оснований.
Если необходимо из той же заготовки изготовить второй инструмент, то сегментные призмы с основаниями АСЕ.и LHF отделяют от заготовки по взаимно параллельным плоскостям (AEIILF). Четырехгранник с основанием AEFL (фиг. 6) разделяют четырьмя плоскостями, пересекающимися с плоскими гранями четырехгранника под углом , а попарно между собой - под углом . Отделенные таким образом две призмы с основаниями AML и ENF соеди- няют с оставшейся призмой с основанием HKL по плоским боковым граням и жестко скрепляют в плоскостях оснований.
Если инструмент имеет форму усеченной пирамиды, то исходной заготовкой для его изготовления выбирают усеченный конус с радиусами оснований, равными сторонам треугольников Рёло, лежащих в соответствующих основаниях инструмента. Разметку заготовки под разделение целесообразно производить аналогично первому варианту изготовления инструмента.
Наиболее просто соединять между собой составные части инструмента сваркой в плоскостях оснований. Возможно также торцовые участки сваренного в плоскостях оснований составного инструмента 1 проточить на меньший диаметр с образованием двух цапф 2, на цапфы 2 запрессовать втулки 3, которые затем соединить с приводом вращения инструмента.
Пример 1. Пруток 0 120Х 140 мм нз стали ЗОХГСА разметили с торца (фиг. 1). Ыа анодно-механическом станке от прутка отделили двенадцатью резами, параллельны.ми его оси, шесть сегментных призм с двумя плоскими , пригп ск по которым составлял 0,2 мм. На шлифовальном станке сняли припуски по боковым граням всех призм, затем изготовили на торцах трех призм фаски 1X45° для сварного шва. соединили призмы так, как показано на фнг. 2, и наложили аргонно-дуговой сваркой швы по линиям соединения нризм в плоскостях оснований.
Пример 2. Три оставшиеся призмы соединили точечной сваркой по плоским гра- ня.м, зажали в патроне токарного станка и нроточили на обоих концах составного инструмента цапфы 030X20 мм. На цапфах по горячепрессовой посадке насадили две втулки 050X20 мм из стали ЗОХГСА, нарезали их по внен1нему диаметру резьбу.
Испытания инструментов производили на примере ротаиио1 ной раздачи труб 076Х Х4 мм из полиэтилена. Сварной инструмент крепили в цанговом зажиме, а инструмент с втулками вкручивали в посадочное гнездо привода на специально оборудованном для раздачи квадратных раструбов токарном станке 1К63. Результаты испыта- НИИ положительны, разрушение инструментов не наблюдалось, точность размеров раструбов соответствовала точности, полученной при раздаче труб монолитным инструментом.
Примеры 3 и 4. От прутка 0120Х
Х140 мм из стали ЗОХГСА по двум плоскостям, параллельным оси прутка и отстоя- шим от оси на расстоянии, равном (60- 0,2) мм, где 0,2 мм - припуск на шлифовку, отделили анодно-механической резкой
две сегментные призмы. Затем каждую из призм тем же .способом разделили по плоскостям, параллельным высоте призм, пере- секаюшимся под углом 60° по их цилиндрической образующей и наклонны.м к высоте нризм под углом 30°. Напуск на тол шин у
реза и припуск 0,2 мм выполняли за счет металла оставшихся треугольных призм. На шлифовальном станке сняли припуски по бо- ковы.м граням всех призм, изготовили на торцах первых трех призм фаски 1X45° для сварного шва и соединили призмы в инструмент аргонно-дуговой сваркой по линиям пересечения нризм в плоскостях оснований, три оставшиеся призмы соединили точечной сваркой по плоским граням, проточили на обоих концах цапфы 030X20 мм,
насади, 1и на них по горячепрессовой посадке две втулки 050X20 мм из стали ЗОХГСА и нарезали по внешнему диаметру втулок резьбу.
Испытания производили аналогично примерам 1 и 2. Результаты испытаний совпали с данными, полученными в примерах 1 и 2.
Предлагаемый способ позволяет снизить трудоемкость изготовления инструментов для ротационной раздачи труб диаметром- 30- 100 мм в среднем на 5-6 нормо-часов
за счет упрошения технологических операций.
Формула изобретения
. Способ изготовления инструмента для ротационной раздачи, включающий разделение исходной осесимметричной заготовки на части и последуюп1ее их соединение, отличающийся тем, что, с целью снижения трудоемкости, в качестве исходной осесимметричной заготовки берут заготовку, радиус основания которой равен стороне треугольника Рёло, лежашего в основании инструмента, разделение на части производят по плоскостям, параллельным ее оси, а соединение - по плоским боковым граням путем жесткого скрепления частей в плоскостях оснований.
2. Способ по н. 1, отличающийся тем. что при разделении заготовки на части по
плоскостям, последние располагают попарно пересекающимися под углом 60° по образующим боковой поверхности, удаленным одна относительно другой на расстояние, равное радиусу заготовки, и наклоненным под углом 30° к диаметральным плоскостям, проведенным через линию пересечения, а соединяют по крайней мере три отделенных части.
3.Способ по п. 1, отличающийся тем, что при разделении заготовки на части по плоскостям, вначале отделяют одну часть в виде Т1рямой призмы с равносторонним треугольником, в основании, а по крайней мере две из трех оставшихся частей в виде сегментных призм разделяют каждую по двум плоскостям, параллельным высоте .призм, пересекающимся под углом 60° по
линии, соединяющей середины дуг верхнего и нижнего оснований сегментных призм и отделяющим от каждой сегментной призмы часть в виде прямой призмы, одна из граней которой совпадает с плоской гранью сегментной призмы, а в основании расположен равносторонний треугольник со сторонами, равными радиусу окружности, описанной вокруг треугольника Рёло, а соединяют три из полученных четырех, имеющих две плоские и одну цилиндрическую боковую поверхность.
4.Способ по п. 1, отличающийся тем, что при разделении заготовки на части по плоскостям отделяют от заготовки две равные части в виде сегментных призм, высота основания которых равна половине радиуса заготовки, после чего каждую из
призм разделяют по двум плоскостям, параллельным высоте призм, пересекающимся под углом 60° по линии, соединяющей середины дуг верхнего и нижнего оснований
призмы, и отделяющим от каждой сегментной призмы часть в виде прямой призмы, одна из граней которой совпадает с плоской гранью сегментной призмы, а в основании расположен равносторонний треугольник со сторонами, равными радиусу
окружности, описанной около треугольника Рёло, а соединяют три из полученных четырех, имеющих две плоские и одну цилиндрическую боковую поверхности.
5.Способ по п. 4, отличающийся тем, г что заготовку в виде четырехгранника,
полученного после отделения двух равных сегментных призм, разделяют на части в виде призм четырьмя плоскостями, пересекающимися с плоскостями гранями четырехугольника под углом 60° и попарно между со- 0 бой - под углом 120°, две из полученных пр изм с двумя плоскими и одной цилиндрической боковыми поверхностями соединяют с ранее полученной четвертой, равной им призмой.
6.Способ по п. 1, отличающийся тем, что соединение частей в плоскостях оснований производят сваркой.
7.Способ по п. 1, отличающийся тем, что на торцовых участках инструмента, полученных сваркой плоскостей оснований,
крепят две цапфы и напрессовывают на последние втулки для соединения инструмента с приводом вращения.
Приоритет по пунктам: 02.08.85 по п. 4.
.-С
Фие-
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ развальцовки трубчатых заготовок и устройство для его осуществления | 1985 |
|
SU1375383A1 |
| Устройство для развальцовки трубчатых заготовок | 1986 |
|
SU1516191A1 |
| Устройство для ротационной раздачи граненых раструбов на цилиндрических трубах | 1988 |
|
SU1599146A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ СФЕРИЧЕСКОЙ ФОРМЫ | 1991 |
|
RU2019347C1 |
| Способ ротационной развальцовки квадратных раструбов на цилиндрических трубах | 1986 |
|
SU1426676A1 |
| Запорно-пломбировочное устройство | 2022 |
|
RU2794837C1 |
| Инструмент для развальцовки труб | 1982 |
|
SU1147481A1 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| Минарет мусульманской мечети | 2015 |
|
RU2613387C2 |
| ЕМКОСТЬ | 1993 |
|
RU2112723C1 |
Изобретение относится к области обработки металлов давлением и переработки пластмасс и может быть использовано в технологии изготовления инструмента для раздачи. Изобретение позволяет снизить тру- дое.мкость изготовления инструмента для раздачи квадратны.х раструбов на цилиндрических трубах из термопластов за счет вы/ 2 / гюлнеыия инструме1гга составным. Для это| о заготовку I радиусом, равным радиусу стороны равноосного контура (РК), лежащего в основании инструмента, разделяют вдоль ее оси на нрнзмы. KOTOj)bie разделяют на равные между соб.ой составн1 1е части ии- струмента. Эти части --- призмы. Основания иоследних служат относительно заго- -товки и инструмента соответственно ломан1)1м сегментом и центральным сектором. Радиусы кривизны оснований равны радиусам кривизны сторон РК инструмента, а длина боковых сторон соответствует расстоянию от центра РК. к его вер HI и нам. Инструмент образуют путем соединения призм но п. юс- ким боковым граням и скреплением в плоскостях оснований сваркой или втулками 3. насаженными на Hafi4 bi 2. 6 з.п. ф-лы, 7 и. к & фиг,7
Составитель И. Капитонов
Редактор С. ЛисинаТехред И. ВересКорректор Е. Рошко
Заказ 809/8Тираж 733Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЫРАБОТКИ СТАНКОВ | 1935 |
|
SU47481A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
