Изобретение относится к обработке металлов давлением и сварки, а именно к способам изготовления сосудов сферической формы из листового металла.
Технический результат от использования изобретения заключается в повышении коэффициента использования металла и в снижении трудоемкости изготовления сферической формы.
Отличие предложенного способа изготовления сосудов сферической формы, включающего получение заготовок средней части и двух днищ, а также соединение их друг с другом путем штамповки и сварки, в том, что заготовки средней части и двух днищ составляют из 26 листовых элементов в форме 18 квадратов и 8 равносторонних треугольников с длиной сторон, равной l = 0,715 Rсф. (где Rсф. - радиус сферы сосуда), изгибают по линиям их сопряжения, а после соединения элементов друг с другом раздают полученный объемный полуфабрикат давлением изнутри.
По первому варианту заготовку средней части составляют из 24 элементов, располагая последовательно друг за другом вдоль оси симметрии 8 квадратных элементов, сопрягая их стороны с расположенными симметрично по обе стороны от оси симметрии с чередующимися квадратными и треугольными элементами, осуществляют изгиб на 45о сначала по двум линиям сопряжения, параллельным оси симметрии, затем по семи линиям сопряжения, перпендикулярным оси симметрии, и сваривают в 24-гранник, а в качестве заготовок для днищ используют два квадратных элемента.
По второму варианту заготовку для средней части составляют из 8 квадратных элементов, расположенных друг за другом, изгибают по линиям сопряжения и сваривают в 8-гранную призму, а заготовки для днищ выполняют из размещенных крестообразно 5-ти квадратных элементов, к которым присоединяют 4 треугольных элемента, располагая их одной стороной к квадратным элементам симметрично относительно одной из осей симметрии, осуществляют изгиб на 45о сначала по линиям гиба, проходящим через линии сопряжения треугольных и квадратных элементов, затем по оставшимся линиям сопряжения и сваривают в 9-гранную чашу.
Изобретение относится к обработке металлов давлением и сварки, а именно к способам изготовления сосудов сферической формы.
Достигаемый результат, получаемый в результате использования изобретения, заключается в повышении коэффициента использования металла и в снижении трудоемкости изготовления сосудов сферической формы.
На фиг. 1(а, б) показана заготовка в виде многогранника (26-гранника) и полученный из нее раздачей сферический сосуд; на фиг. 2 и 3 - плоская и изогнутая по двум линиям гиба многолепестковая карточка; на фиг. 4 - изогнутая в 24-гранник заготовка (а) и две дополнительные квадратные карточки (б, в); на фиг. 5 - лента (а) и плоская квадратная карточка (б); на фиг. 6 - изогнутая в 8-гранную призму лента (а) и две 9-гранные чаши (б, в).
Согласно предлагаемому способу за основные строительные элементы 26-гранника 1 (фиг. 1) приняты квадраты 2 и правильные треугольники 3. Предварительно полученную изгибом и сваркой центральную часть состыковывают с двумя дополнительными участками, сваривают в 26-гранник и подвергают его давлению изнутри рабочей среды до получения сферы.
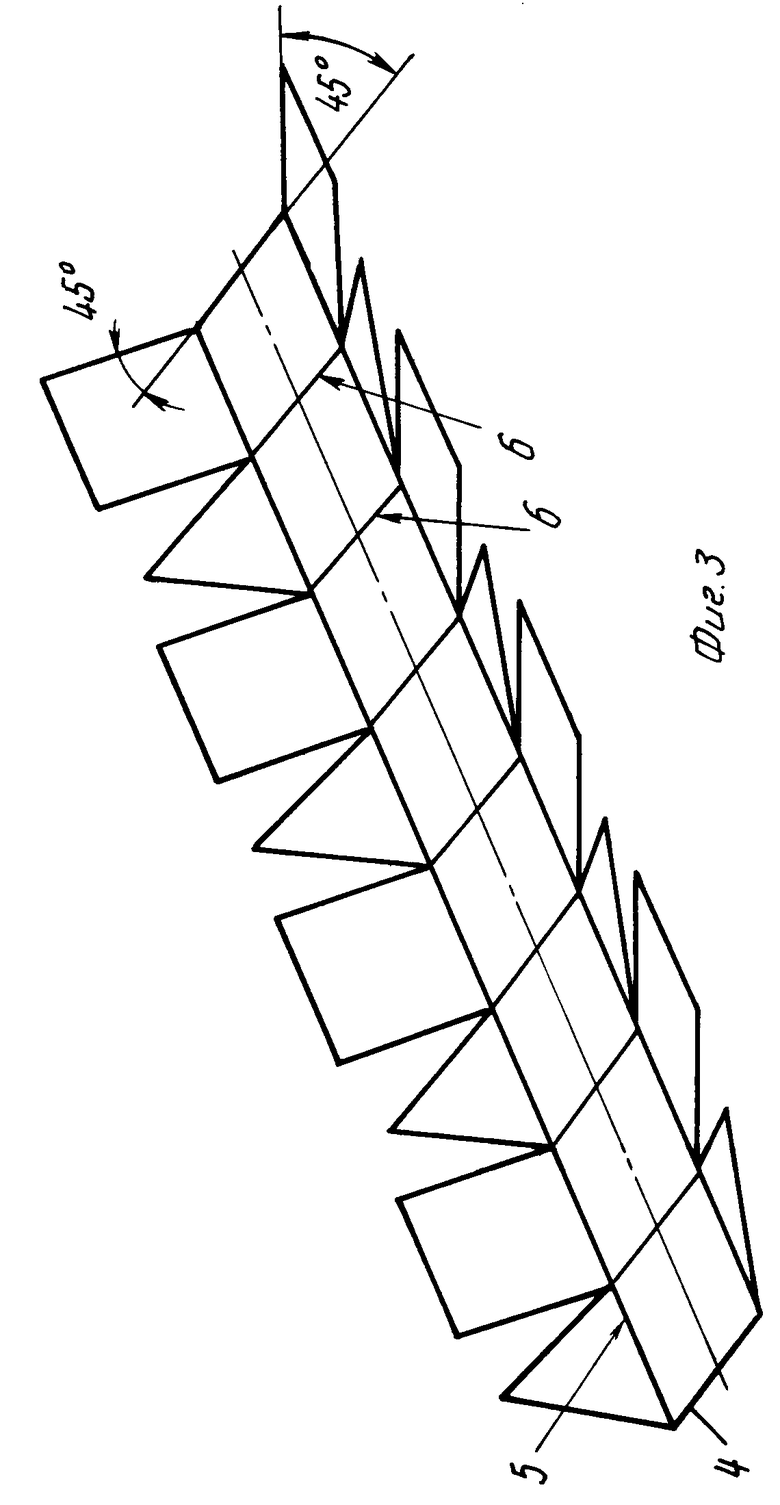
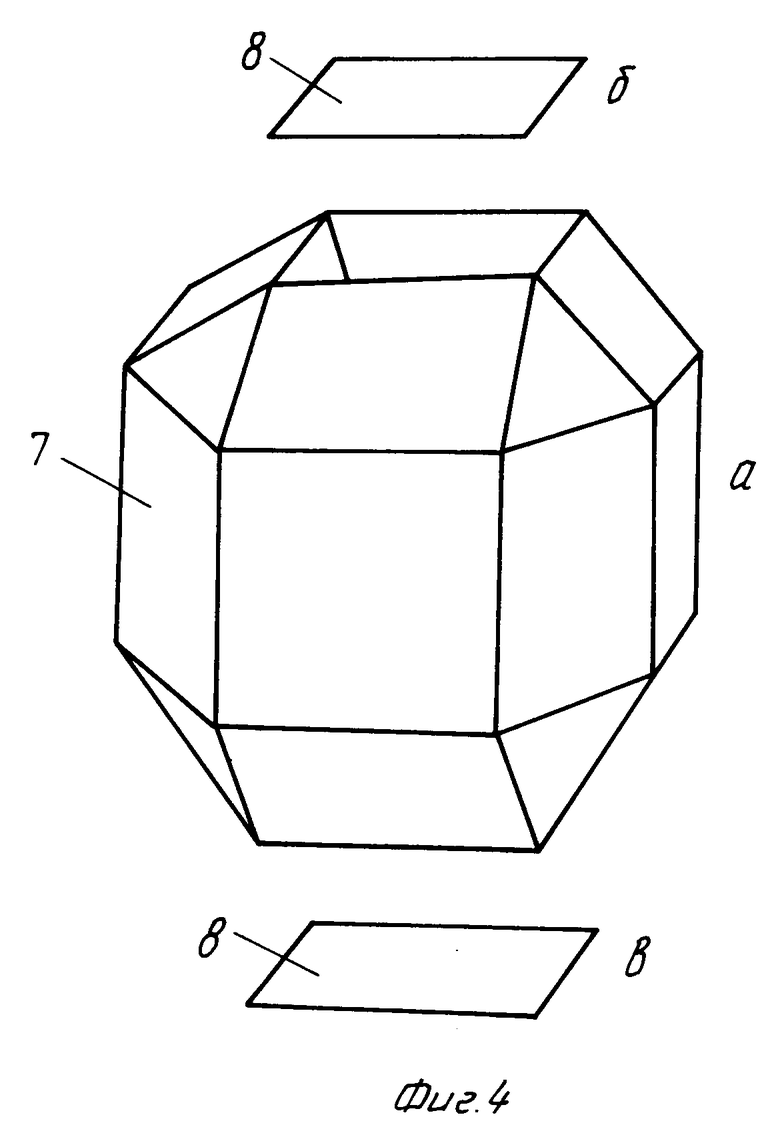
По первому варианту центральная часть 4 состоит из 16 квадратов и 8 треугольников (фиг. 2), которую получают путем изгиба в зоне стыка соседних карточек на угол 45о сначала по двум линиям гиба 5 (фиг. 3), параллельным ее продольной оси, а затем по семи линиям гиба 6, перпендикулярным ей. Стороны согнутой заготовки состыковывают и сваривают в 24-гранник 7 (фиг. 4,а).
Полученную центральную часть дополняют двумя квадратными карточками 8 (фиг. 4, б и 4,в), стороны которых сваривают с соответствующими сторонами 24-гранника 7, а полученный 26-гранник 1 подвергают раздаче давлением рабочей среды в сосуд сферической формы 9 (фиг. 1).
Вершины полученного 26-гранника размещены на воображаемой сферической поверхности, которая становится реальной после раздачи.
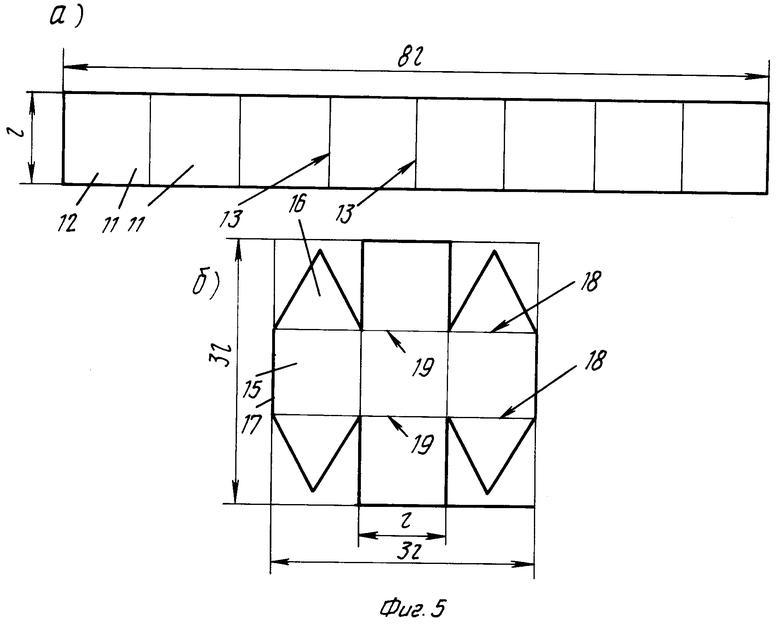
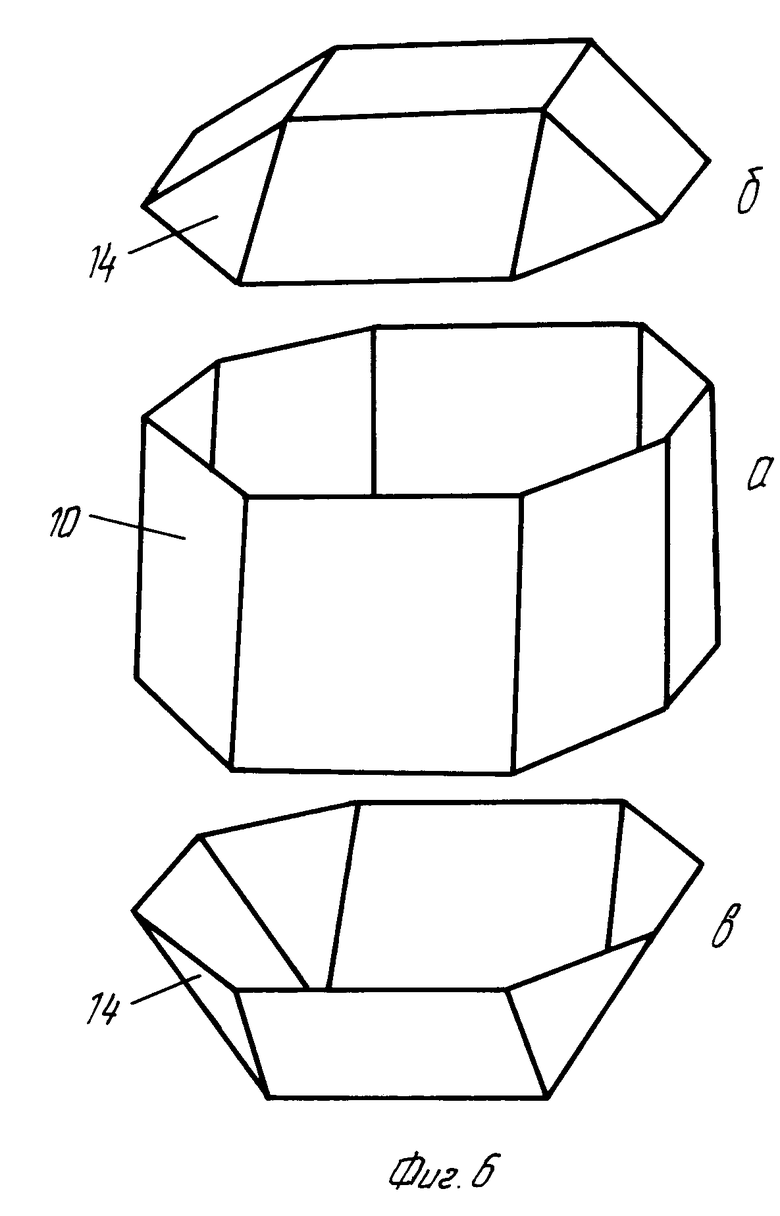
По второму варианту центральную часть оболочки 10 выполняют в виде 8-гранной призмы (фиг. 6,а), включающей карточки квадратной формы 11, из ленты 12 (фиг. 5,а). В зоне стыка соседних карточек полученную заготовку отгибают на угол 45о по 7-ми линиям гиба 13 и сваривают, а каждый из двух дополнительных участков, привариваемых к центральной части оболочки 10, выполняют в виде 9-гранной чаши 14 (фиг. 6,б и 6,в), включающей карточки квадратной 15 и треугольной 16 формы, из плоской квадратной заготовки 17 (фиг. 5, б). В зоне стыка соседних карточек полученную заготовку отгибают на угол 45о, сначала по двум линиям гиба 18, проходящим через основания карточек треугольной формы, а затем - по двум линиям гиба 19, перпендикулярным последним, стороны заготовки состыковывают и сваривают в 9-гранную чашу 14. После этого полученные три части оболочки сваривают между собой в 26-гранник 1 и подвергают его давлению рабочей среды изнутри до образования сферы 9.
Параметры осуществления предложенного способа определяют следующим образом.
Согласно фиг. 1 имеем АС2 + АВ2 = СВ2, учитывая, что АС = l, CB = 2R , a AB= =l
=l ,, получаем l2+l2[1+(1+
,, получаем l2+l2[1+(1+ )2]=(2R)2, , откуда
)2]=(2R)2, , откуда
R = 1,399 l или l = 0,755 R.
Для определения допустимой степени деформации 26-гранника устанавливаем его суммарную площадь поверхности, имея в виду:
SΣ=18S□+8·SΔ где SΣ - суммарная площадь поверхности 26-гранника;
S - площадь квадрата со стороной l;
SΔ - площадь правильного треугольника со стороной l.
Площадь квадрата S l2, а площадь треугольника SΔ=(
l2, а площадь треугольника SΔ=( /4)l2 таким образом
/4)l2 таким образом
SΣ=18l2+8·( /4)·l2
/4)·l2
Допустимая степень деформации поверхности 26-гранника устанавливается по формуле
εS=  =
=  =1-
=1-  =0.127 где Sсф - площадь поверхности сферического сосуда, получаемого путем раздачи 26-гранника;
=0.127 где Sсф - площадь поверхности сферического сосуда, получаемого путем раздачи 26-гранника;
SΣ - площадь поверхности 26-гранника;
R - радиус сферического сосуда.
Допустимая степень деформации сварного шва по сварочному ребру устанавливается по формуле
εl=  = 1-
= 1-  ,, где R - радиус сферического сосуда;
,, где R - радиус сферического сосуда;
В = 2arcsin(l/2R) - угол охвата ребра 26-гранника;
l - длина ребра 26-гранника.
Учитывая, что l = 0,715R имеем
εl= 1-  =0.022
=0.022
Следовательно при изготовлении сферического сосуда из 26-гранника согласно фиг. 1 с длиной ребра l = 0,715 R допустимые степени деформации металла сварного шва и исходной поверхности многогранника соответственно должны быть
εl > 0,002 и εs > 0,127.
Пример осуществления способа по п.п. 1 и 2 формулы изобретения при изготовлении сферического сосуда диаметром D = 2 метра из нержавеющей стали ( σb = 540 МПа) и толщиной t = 2 мм.
Для осуществления способа предложенного плоскую листовую заготовку шириной В = 3 l = 3 ˙ 0,715 R = 3 ˙ 0,715˙1000 = 2145,0 мм и длиной L = 8 l = 8 ˙ 0,715R = 8 ˙ 0,715 ˙ 1000 = 5720,0 мм получают согласно фиг. 2,а.
В зоне стыка соседних карточек полученную заготовку отгибают на угол 45о сначала по двум линиям гиба, параллельным ее продольной оси, затем по семи линиям гиба, перпендикулярным ей, после чего стороны согнутой заготовки состыковывают и сваривают в 24-гранник с двумя пустыми диаметрально противоположными участками квадратной формы, последние накрывают квадратными карточками размером 715 х 715 и стороны их сваривают с соответствующими сторонами 24-гранника и полученный 26-гранник подвергают раздаче давлением рабочей среды, равным
q = 2 ˙σb /R = 2˙ 540˙ 2/1000 = 2,16 МПа до получения сферы радиусом R = 1000 мм.
Использование: при изготовлении сосудов сферической формы. Существо изобретения: первоначально получают заготовки средней части и двух днищ, соединяют их друг с другом в объемный полуфабрикат и раздают давлением изнутри. Заготовки средней части и двух днищ составляют из 26 элементов в форме квадратов и равносторонних треугольников с числом соответственно 18 и 8 и длиной стороны, равной l =0,715 радиуса сферы сосуда R. Затем производят изгиб по линиям сопряжения и соединение сваркой в зонах стыка. Рассматриваются три варианта плоских заготовок для получения объемного полуфабриката: общая заготовка для средней части и двух днищ, использование двух квадратных элементов для двух заготовок днищ и остальных элементов - для заготовки средней части, использование 8 квадратных элементов для заготовки средней части, а остальных - для 2 - х заготовок днищ. 2 з.п. ф-лы, 6 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ ЕМКОСТЕЙ | 0 |
|
SU207200A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
