Изобретение относится к обработке металлов давлением, в частности к устройствам для расширения концов труб развальцовкой.
Известен инструмент для отбортовки труб, содержащий хвостовик и рабочую часть, выполненную в виде входного, формирующего и калибрующего участков 1.
Однако инструмент производит отбортовку труб сразу на 90°, что приводит к образованию трещин и требует больших усилий деформирования.
Прототипом является инструмент для развальцовки труб, содержащий хвостовик и рабочую часть, имеющую форму усеченного конуса с переменным (от О до 90°) углом наклона образующей к большему основанию конуса. Инструмент позволяет получать на трубах фланцы без трещин вследствие локализации деформации и цикличности приложения нагрузки {2.
Недостатками инструмента являются сложность конструкции и необходимость мощного привода осевого перемещения инструмента для предварительной раздачи трубы на угол 20° перед последующей ротационной развальцовкой.
Цель изобретения - упрощение конструкции инструмента.
Поставленная цель достигается тем, что в инструменте для развальцовки труб, содержащем хвостовик и рабочую часть, последняя выполнена в виде прямого кругового конуса, а торец хвостовика срезан под углом к его оси, равным углу при основании конуса, и на торце закреплен своим основанием упомянутый круговой конус.
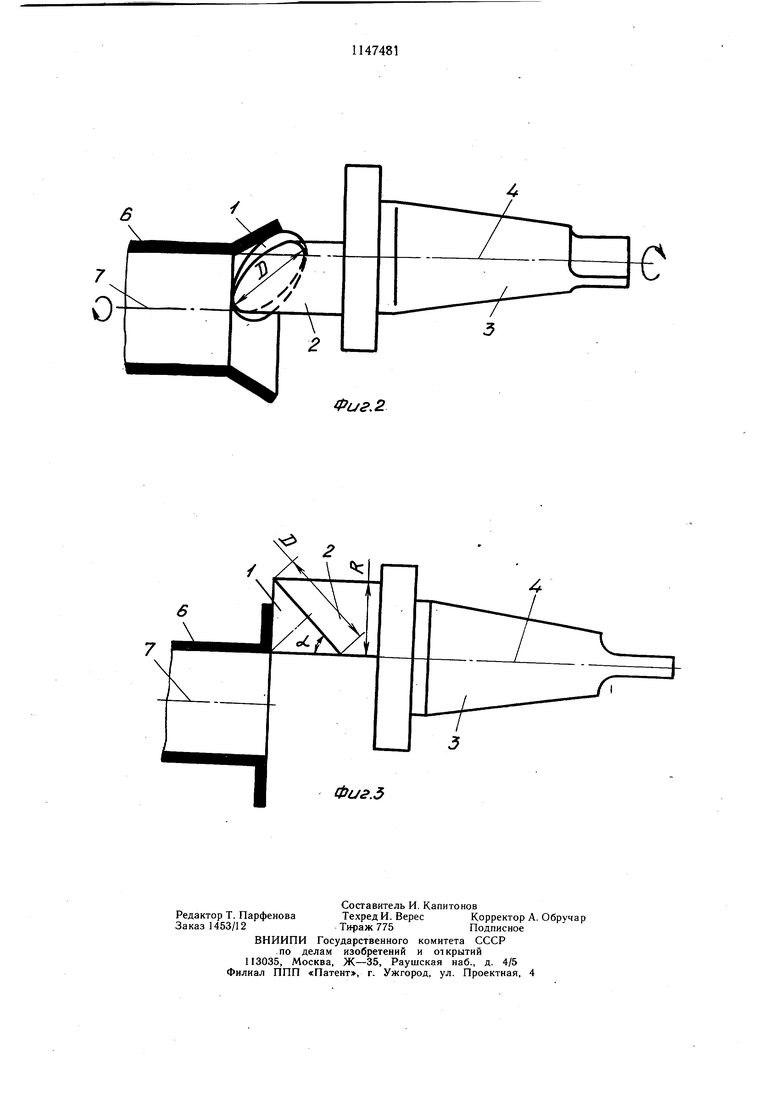
На фиг. 1 показана начальная стадия развальцовки инструментом, образую1цая конуса которого совпадает с осью хвостовика, а диаметр основания D соответствует равенству (1); на фиг. 2 - промежуточная стадия; на фиг. 3 - конечная стадия развальцовки.
Инструмент (фиг. 1-3) содержит прямой круговой конус 1, соединенный (например, сваркой и т.п.) основанием с плоским торцом цилиндрической державки 2, которая крепится к хвостовику 3. Плоскость торца державки 2 расположена под углом к оси 4 хвостовика 3, равным углу оС при основании конуса 1, что обеспечивает параллельность одной из образующих 5 конуса 1 оси 4 хвостовика З..Угол при вершине конуса 1 в данном случае равен 90°.
Инструмент работает следующим образом.
Инструмент крепят в зажиме токарного станка напротив патрона (зажим и патрон не показаны), в котором зажимают и нагревают трубу 6. Затем внутрь трубы 6 на длину развальцовываемого участка вводят конус 1, совмещая его образующую 5 с образующей внутренней поверхности трубы 6. Придают трубе 6 вращение относительно ее оси 7. С помощью привода зажима инстQ румент вращают в противоположную сторону относительно образующей 5. Поскольку она в данном случае совпадает с осью 4 хвостовика 3, то достаточно вращать инструмент относительно оси 4. При несовпадении образующей 5 с осью 4 необходимо эксцентричное крепление хвостовика 3 в зажиме, что нецелесообразно, так как усложняет конструкцию зажима. Развальцовка трубы 6 происходит за счет увеличения угла наклона к оси 4 образующей конуса 1, находящейся в рассматриваемый момент времени в очаге деформации. Максимальный угол развальцовки достигают при повороте инструмента на угол 180°. Угол р равен удвоенному углу при верщине конуса 1. В зависимости от угла поворота инструмент,
5 содержащий конус 1 с прямым углом при верщине, позволяет развальцовывать трубу 6 на любой угол fi 0-180°.
Если диаметр D основания конуса 1 меньше расстояния R от оси вращения инструмента (оси 4 хвостовика 3) до наиболее удаленной от нее точки торца 8 державки 2 или же угол при вершине конуса 1 больше 90° (фиг. 1 пунктиром), то угол развальцовки трубы б ограничен 120-90°. Это связано с тем, что при дальнейшей развальцовке
г на трубу 6 воздействуют соответственно кромка торца державки 2 или поверхность конуса 1 за пределами развальцовываемого участка (в глубине трубы 6), что искажает форму и ухудшает качество изделия. Кроме того, изготовление конуса с тупым углом при
вершине требует повышенного расхода металла. Поскольку расстояние R определеяется диаметром D основания и углом с при основании конуса 1, то условием качественной работы инструмента для всех углов развальцовки fi является неравенство
D R/sinoC()
Преимущества предлагаемого инструмента: простота конструкции; снижение трудоемкости изготовления; меньщая мощность привода осевого перемещения инструмента;
0 снижение усилия деформирования и увеличение пластичности металла за счет локализаций деформации и цикличности приложения нагрузки.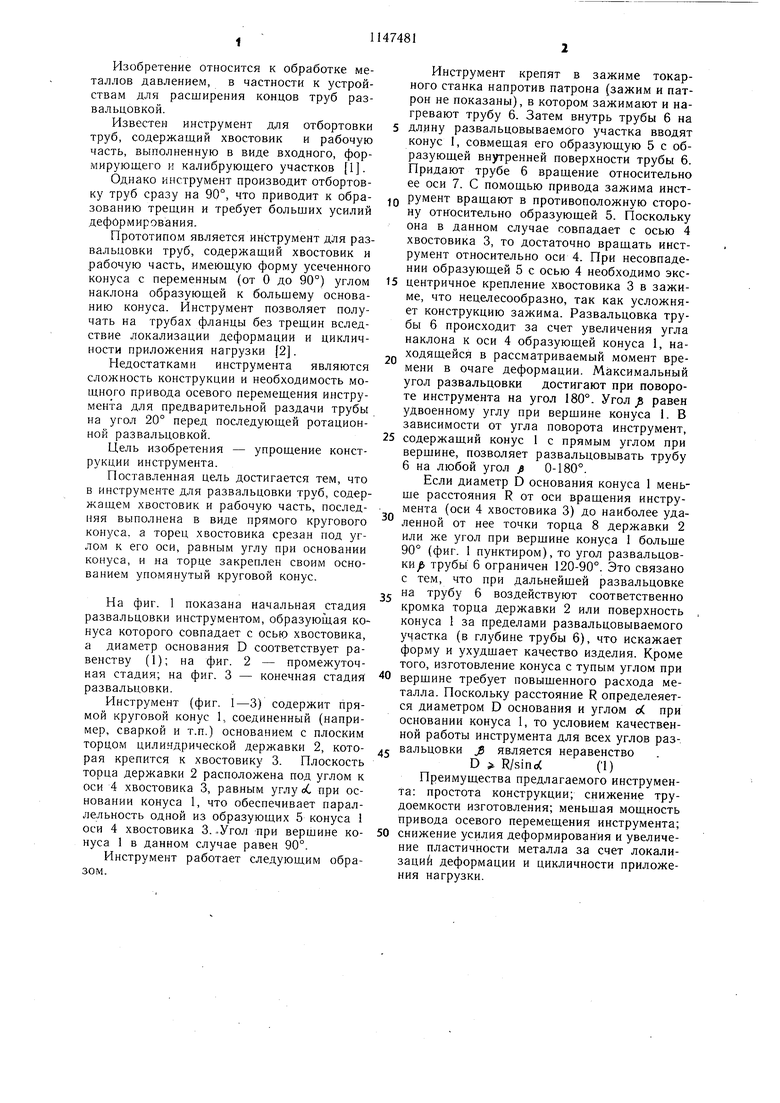
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ развальцовки трубчатых заготовок и устройство для его осуществления | 1985 |
|
SU1375383A1 |
| Инструмент для развальцовки труб | 1977 |
|
SU732053A1 |
| Устройство для отбортовки | 1984 |
|
SU1172740A1 |
| Инструмент для развальцовки труб | 1978 |
|
SU804108A2 |
| Способ ротационной развальцовки квадратных раструбов на цилиндрических трубах | 1986 |
|
SU1426676A1 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
| ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ КОНЦОВ ТРУБ | 2006 |
|
RU2327541C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| Способ изготовления инструмента для ротационной раздачи | 1985 |
|
SU1299674A1 |
| Устройство для развальцовки труб | 1976 |
|
SU617127A1 |
ИНСТРУМЕНТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ, содержащий хвостовик и рабочую часть, отличающийся тем, что, с целью упрощения конструкции, рабочая часть выполнена в виде прямого кругового конуса, торец хвостовика срезан под углом к его оси, равным углу При основании конуса, а упомянутый круговой конус закреплен своим основанием на торце. @ (Л N 00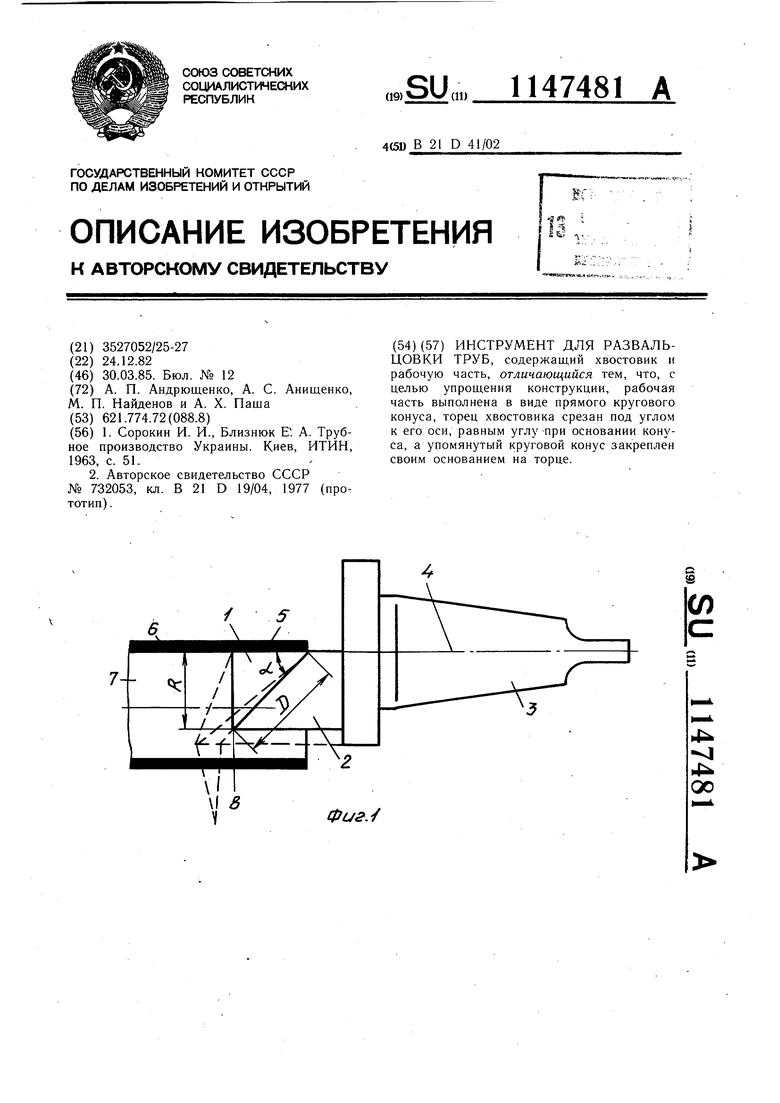
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сорокин И | |||
| И., Близнюк Е | |||
| А | |||
| Трубное производство Украины | |||
| Киев, ИТИН, 1963, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Инструмент для развальцовки труб | 1977 |
|
SU732053A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
