Изобретение относится -к обработке металлов давлением и может быть использовано для изготовления на концах цилиндрических труб граненных ра струбов для вентиляционных и тепло- обменных аппаратов.
Цель изобретения - снижение трудоемкости изготовления инструмента, улучшение качества раструбов и расширение технологических возможностей устройства.
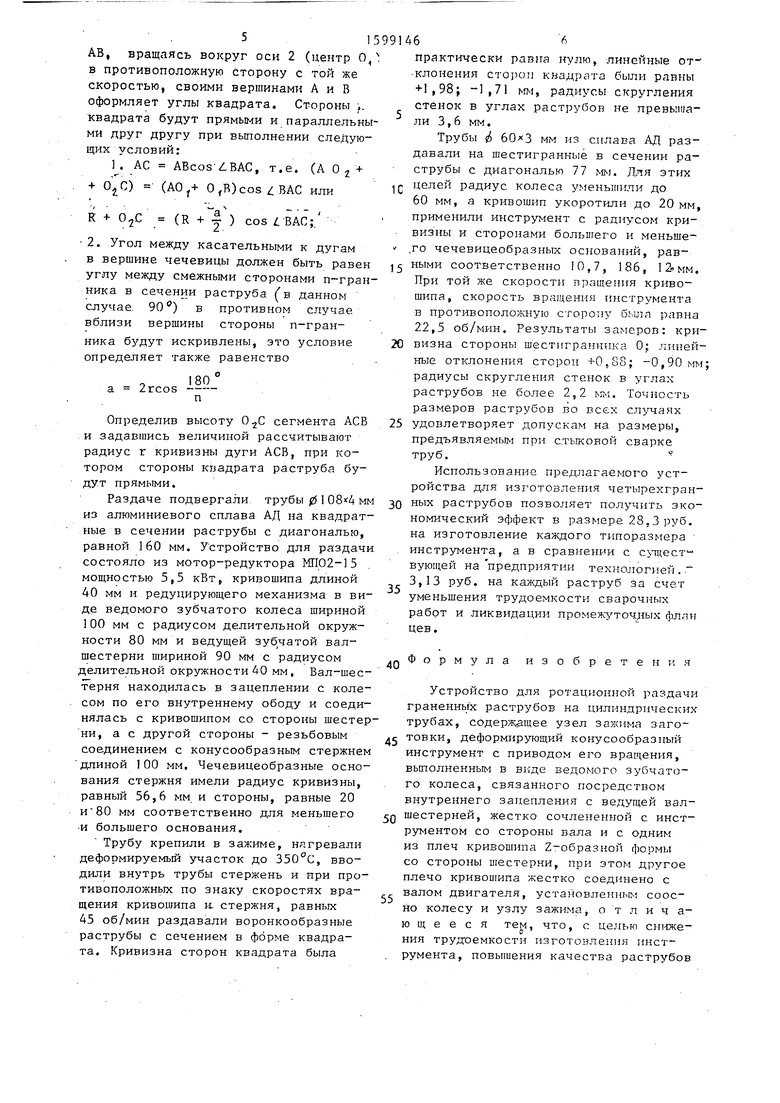
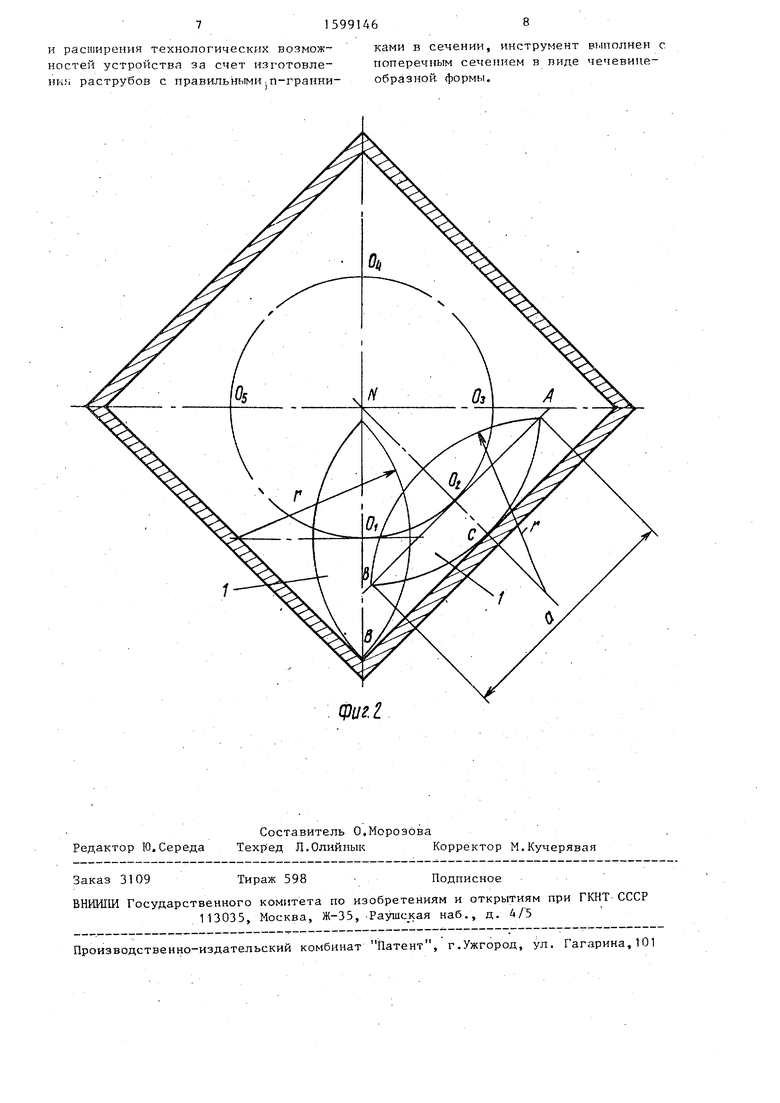
На фиг.1 схематично показано предлагаемое устройство в процессе раздачи трубы; на фиг.2 - схема образования раструба с формой квадрата в поперечном сечении раздачей с помощью стержня, чечевицеобразного сечения.
Устройство (фиг.1) содержит деформирующий инструмент 1 и привод, обеспечивающий вращение инструмента вокруг оси 2, а также вокруг оси 3 электродвигателя 4 с угловыми скоростями UJ, и ш,. определяемыми соотношением u)-, 2а)2 . В данном случае при раздаче квадратного в сечении раструба u;i Ur .
Привод вращения состоит из неподвижного зубчатого колеса 5 и находя- щейся с колесом 5 во внутреннем, зацеплении вал-шестерни 6. На оси шестерни б с одной стороны крепится инструмент 1, ас другой стороны вал - шестерня 6 посредством кривошипа 7 Z-образной формы соединена с двигате лем 4. Длина R кривошипа 7 определяе величину эксцентриситета между осями 2 и 3. Соотношение между скоростями U), и -(Л),jобеспечивается за счет того, что радиусы делительных окружностей и /3 колеса 5 и вал-шестерни 6 связаны между собой зависимостью W-/i)/ai,/ данном случае о( 2/3.
:
Привод вращения может.быть также выполнен в виде двигателя с планетарным редуктором.
Деформирующий инструмент 1 устройства вьтолнен в виде конусообразного ролика, поперечное сечение которого (фиг.2) имеет чечевицеобразную форму. Радиус г кривизны дуг.АВ и расстояние а между вершинами А и В чечевицеобразного сечения связаны между собой и величиной эксцентриситета R соотношениями
R
35
„ 180
а Zrcos,
п
40
45
50
55
где п - число сторон правильного многогранника в поперечном сечении раструбов, п :. 3.
Совокупность всех признаков устройства обеспечивает ротационную раздачу раструбов с любыми правильными п-гранниками в поперечном сечении () при высокой точности размеров.
Для этого трубу 8 зажимают в зажиме 9, оставляют свободными раздаваемый участок и нагревают ег о до рабочей температуры. От двигателя 4 передают вращение кривошипу 7, вал-шес ;.- терне 6 и инструменту 1, вводят последний внутрь трубы 8 и раздают раструб с заданной формой многогранника в поперечном сечении.
Процесс образования раструба, в частности с квадратом в сечении поясняется схемой (фиг,2). За каждые четверть оборота центра О (оси 2) влево по окружности радиуса 0 чечевица
5I
AB, вращаясь вокруг оси 2 (центр О в противоположную сторону с той же скоростью, своими вершинами А и В оформляет углы квадрата. Стороны ,. квадрата будут прямыми и параллельными друг другу при выполнении следующих условий:
К АС ABcos-ZLBAC, т.е. (А О -j + + ) (A0j+ О,R)cos ВАС или
R + (R + I ) cos iBAC;.
- 2. Угол между касательными к дугам в вершине чечевицы должен быть равен углу между смежными сторонами п-гран ника в сечении раструба (в данном случае 90) в противном случае вблизи вершины стороны п-гран- ника будут искривлены, это условие определяет также равенство
„ 180
а 2rcos
п
Определив высоту сегмента АСВ и задавшись величиной рассчитывают радиус г кривизны дуги АСВ, при котором стороны квадрата раструба будут прямыми.
Раздаче подвергали, трубы 0 1 мм из алюминиевого сплава АД на квадратные в сечении раструбы с диагональю, равной 160 мм. Устройство для раздачи состояло из мотор-редуктора МП02-15 мощностью 5,5 кВт, кривошипа длиной АО мм и редуцирующего механизма в виде ведомого зубчатого колеса шириной 100 мм с радиусом делительной окружности 80 мм и ведущей зубчатой вал- шестерни шириной 90 мм с радиусом делительной окружности 40 мм. Вал-шестерня находилась в зацеплении с колесом по его внутреннему ободу и соединялась с кривошипом со стороны шестерни, а с другой стороны - резьбовым соединением с конусообразным стержнем длиной 100 мм, Чечевицеобразные основания стержня имели радиус кривизны, равный 56,6 мм. и стороны, равные 20 и 80 мм соответственно для меньшего и большего основания.
Трубу крепили в зажиме, нагревали деформируемый участок до З50 с, вводили внутрь трубы стержень и при противоположных по знаку скоростях вращения кривошипа И- стержня, равных 45 об/мин раздавали воронкообразные раструбы с сечением в форме квадрата. Кривизна сторон квадрата была
99146 6
практически равна нулю, линейные от- клонения сторон квадрата были равны +1,98; -1,71 мм, радиусы скругления стенок в углах раструбов не превышали 3,6 мм.
Трубы i мм из сплава АД раздавали на шестигранные в сечении раструбы с диагональю 77 мм. Для этих ,д целей радиус колеса уменьигили до
60 мм, а кривошип укоротили до 20 мм, применили инструмент с радиусом кривизны и сторонами большего и меньше- .го чечевицеобразных оснований, рав- ,5 ными соответственно 0,7, 186, 12 мм. При той же cKopocTi прошения кривошипа, скорость вращения инструмента в противоположную сторону была равна 22,5 об/мин. Результаты замеров: кри- 20 визна стороны шестигранника 0; линейные отклонения сторон +0,88; -0,90 мм; радиусы скругления стенок в углах раструбов не более 2,2 ьп-j. Точность размеров раструбов во всех случаях 25 удовлетворяет допускам на размеры, предъявляемым при стыковой сварке труб.
Использование предлагаемого устройства для изготовления четырехгран- 30 ных раструбов позволяет получить экономический эффект в размере 28,3 руб. на изготовление каждого типоразмера инструмента, а в сравнении с с лцест вующей на предприятии технологией. - 3,13 руб. на каждый раструб за счет уменьшения трудоемкости сварочных работ и ликвидации промежуточных флан цев.
35
40
Формула изобретения
Устройство для ротационной раздач граненных раструбов на цилиндрически трубах, содержащее узел зажима заго45 товки, деформирующий конусообразный инструмент с приводом его вращения, выполненным в виде ведомого зубчатого колеса, связанного посредством внутреннего зацепления с ведущей вал5Q шестерней, жестко сочлененной с инструментом со стороны вала и с одним из плеч кривошипа Z-образной формы со стороны шестерни, при этом другое плечо кривошипа жестко соединено с валом двигателя, установленньм соос55
Но колесу и узлу зажима, отличающееся тем, что, с целью снижения трудоемкости изготовления инструмента, повышения качества раструбов
и расширения технологических возможностей устройства за счет изготовления раструбов с правильными.п-гранниками в сечении, инструмент выполнен с поперечным сечением в виде чечевице- образной, формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для развальцовки трубчатых заготовок | 1986 |
|
SU1516191A1 |
| Способ развальцовки трубчатых заготовок и устройство для его осуществления | 1985 |
|
SU1375383A1 |
| Способ изготовления инструмента для ротационной раздачи | 1985 |
|
SU1299674A1 |
| Способ ротационной развальцовки квадратных раструбов на цилиндрических трубах | 1986 |
|
SU1426676A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ СФЕРИЧЕСКОЙ ФОРМЫ | 1991 |
|
RU2019347C1 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
| БЛОК КУЛАЧКОВ | 1995 |
|
RU2119063C1 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104114C1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления на концах цилиндрических труб граненых раструбов для вентиляционных и теплообменных аппаратов. Цель изобретения - снижение трудоемкости изготовления инструмента, улучшение качества раструбов и расширение технологических возможностей устройства за счет изготовления раструбов с правильными N - гранниками в сечении. Устройство состоит из деформирующего инструмента 1, выполненного в виде конического ролика с поперечным сечением чечевицеобразной формы, и привода его вращения относительно собственной оси 2 и оси 3 электродвигателя 4. После установки трубы 8 в зажиме 9 инструмент 1 вводят внутрь нагретого участка трубы 8 и раздают раструб с заданной формой многогранника в поперечном сечении. 2 ил.
Ф//г
Составитель О,Морозова Редактор Ю.Середа Техред Л.Олийнык Корректор М.Кучерявая
Заказ 3109
Тираж 598
ВНИШ1И Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, -Раушская наб., д. А/5
.т,- --. -г nl-r- J-LI-J.fTTTfl- - - - . - - - -- - .- - - - - - Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
Подписное
| Устройство для развальцовки трубчатых заготовок | 1986 |
|
SU1516191A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
