а
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ развальцовки трубчатых заготовок и устройство для его осуществления | 1985 |
|
SU1375383A1 |
| Устройство для развальцовки трубчатых заготовок | 1986 |
|
SU1516191A1 |
| Устройство для ротационной раздачи граненых раструбов на цилиндрических трубах | 1988 |
|
SU1599146A1 |
| Способ изготовления инструмента для ротационной раздачи | 1985 |
|
SU1299674A1 |
| Устройство для сверления квадратных отверстий | 1990 |
|
SU1808504A1 |
| Инструмент для развальцовки труб | 1982 |
|
SU1147481A1 |
| КОЛЕСО С ОСЬЮ (ВАРИАНТЫ) | 2011 |
|
RU2471636C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| Инструмент для развальцовки труб | 1977 |
|
SU732053A1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ В ВИДЕ ЭКВИДИСТАНТЫ "ТРЕУГОЛЬНИКА РЕЛО" | 2003 |
|
RU2243863C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении квадратных раструбов на концах трубчатых заготовок. Цель изобретения -снизить расход металла за счет уменьшения длины переходного участка между раструбом и трубой и непараллельности сторон раструба, а также повысить точность размеров раструбов. Трубу 1 зажимают в патроне 2, Внутрь соосно трубе вводят инструмент в виде трехгранной призмы 3 с треугольником Рапс в основании. Трубу 1 и призму 3 со скоростями вращения V и W, определяв.- мыми соотношением ,75W, вращают з одну сторону и располагают соосно затем по мере развальцовки ось призмы 3 смещают относительно оси трубы 1 на заданную величину эксцентрисрг- тета и оформляют квадратный раструб- на основе свойства треугольника Рало описывать квадратный контур при вращении вокруг своей оси со скоростью в 3 раза меньшей скорости вращения . его оси относительно другого центра. 5 ил.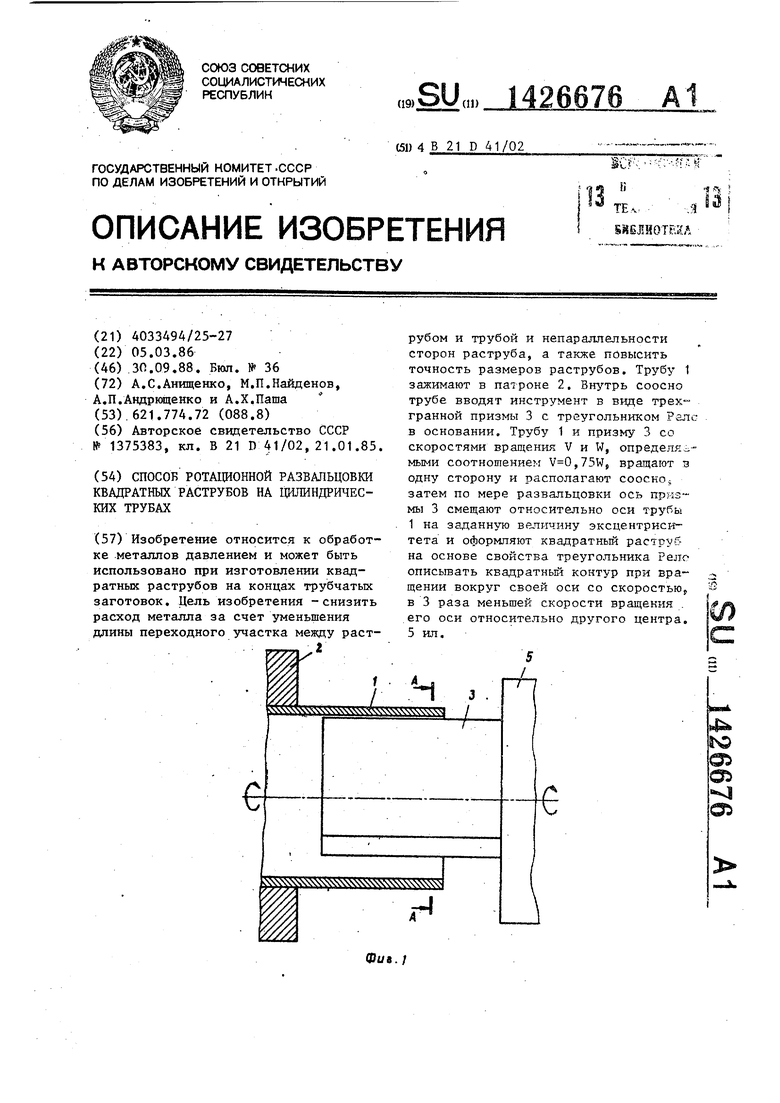
Фив. /
10
15
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении квадрат- нык раструбов на концах трубчатых заготовок.
Цель изобретения - снижение расхода металла и у;гучшеннв качества путем повьшения точности размеров квадратных раструбов.
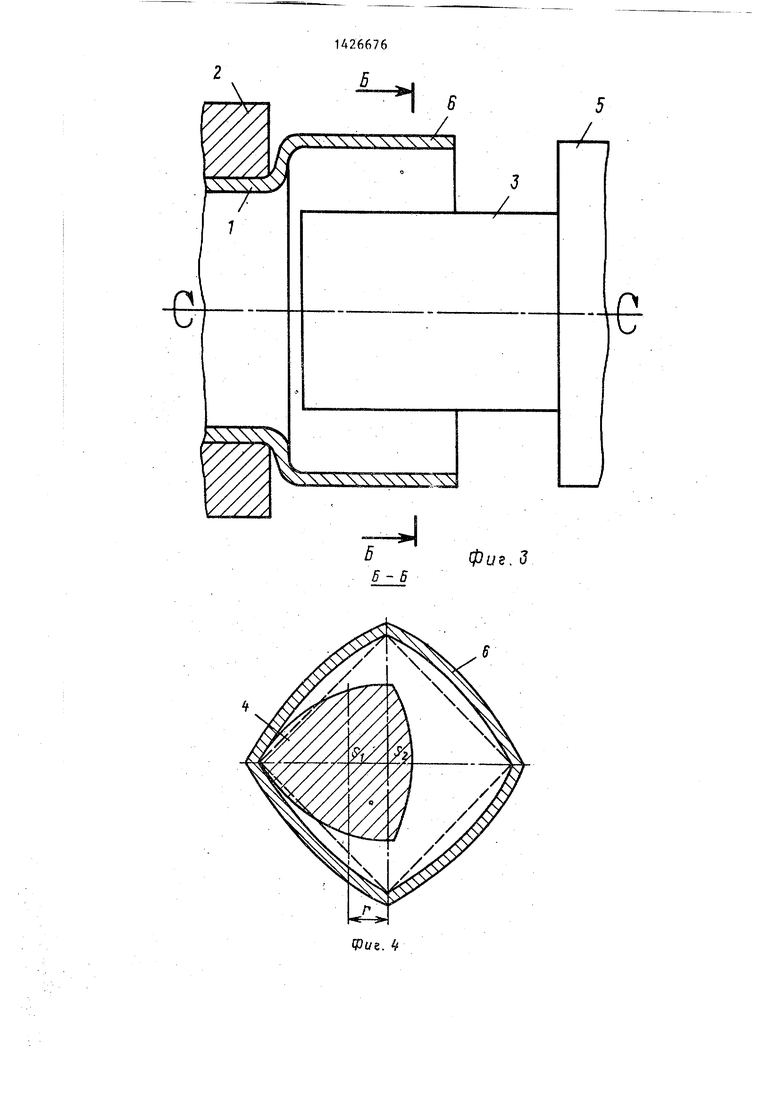
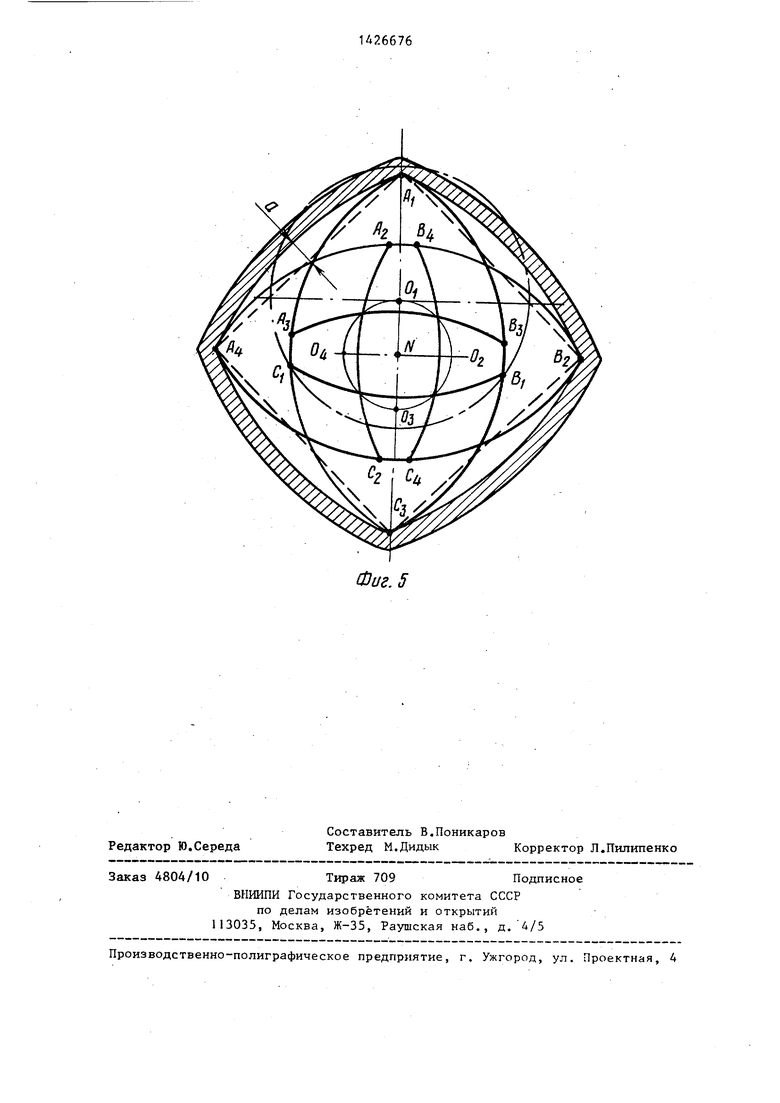
На фиг.1 схематично представлено устройство в начальной стадии развальцовки; на фиг,2 расположение деформирующего инструмента в трубе перед развальцовкойJ на фиг,3 - раз- в хльцовка квадратного раструба; на фиг„А - одна из стадий развальцовки квадратного раструба, на фиг.5 - схема образования квадратного раструба с помощью треугольника Рело. 2п
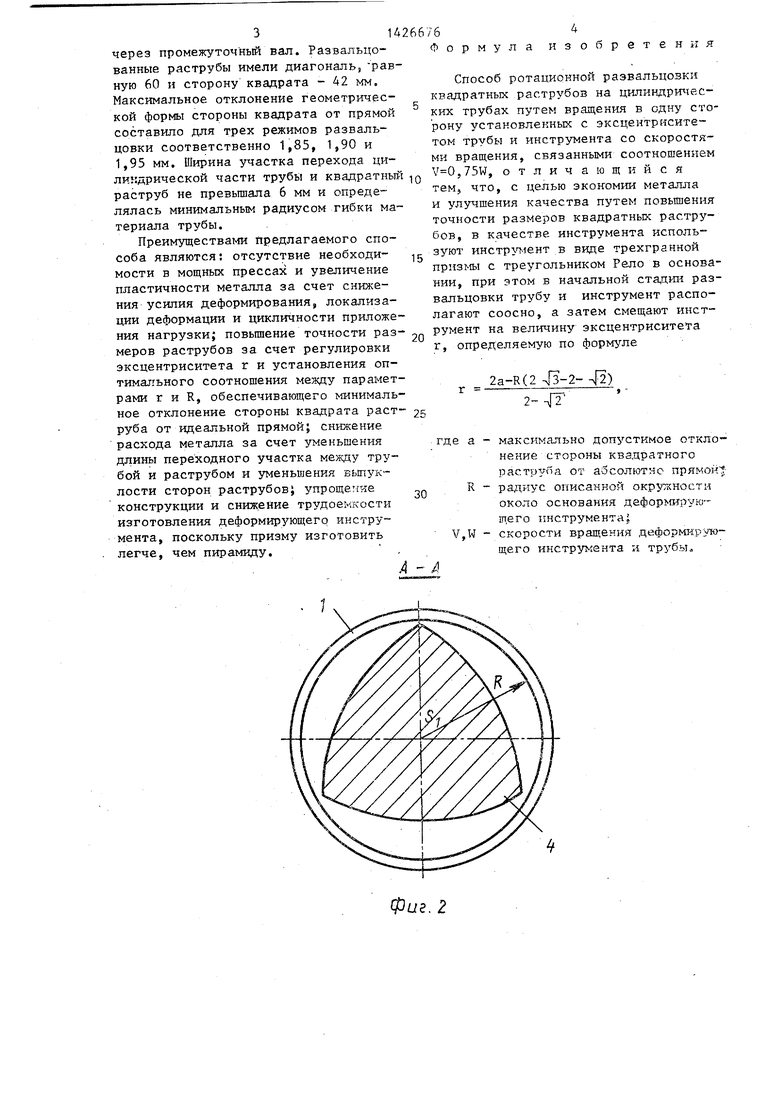
Трубу (фиг. О 1 зажимают в патроне 2, оставляя свободным развальцовываемый участокJ и нагревают до рабочей тет тературЫо Вводят внутрь трубы 1 соосно ее оси деформирующий инстру- 2S процессе развальцовки моделируется мент в виде трехгранной призмы 3 с вращение центра 0 относительно цент- треугольником Рело в основании 4 ра N в противоположную сторону. При (фиг,2), закрепленной в приводе 5 вращении призмы 3 в сторону вращения врад(ения. инстру 1ента (фиг.1)р Тре- трубы 1 со скоростью,- определяемой угольник Рело образуется путем попар- :,„ соотношением
где а - допустимое отклонение стороны квадратного раструба от абсолютно прямой.
В результате (фиг.4) на -конце трубы 1 образуется квадратный раструб 6 в соответствии со следующим свойством треугольника Рело, если треугольник , вращать вокруг центра 0 описанной вокруг него окружности радиусом , (фиг.5), а центр треугольника О, вращать в противоположную сторону в три раза быстрее по окружности с центром N, то треугольник опишет фигуру, незначительно отличающуюся по формуле от квадрата. За один оборот центра Of вправо по окрз ности радиуса О, N два угла квадрата будут оформлены вершиной А треугольника, Рело и по одному - вершинами В и С. Через каждые четверть оборота около центра N треугольник Рело будет находиться в положениях , , и А,В,С,о Вращением трубы 1 в патроне 2.в
кого соединения его вершин дугами окружности с радиусом, равным расстоянию между вершинами, и центром в третьей вершине. Призму 3 выбирают таким образом, чтобы радиус описанной окружности около ее основания 4 был 35 чуть меньше или равен внутреннему радиусу трубы 1„ В этом случае точность размеров квадратного раструба будет максимальной,
40
Вращают патрон 2 с трубой 1 и призму 3 с приводом 5 в одну сторону, обеспечивая соотношение
(2), обеспечивается полное динам;таеское подобие предлагаемого способа развальцовки и описанног о процесса образования квадратного контура с помощью треугольника Рело.
Трубы из алюминиевого сплава АД размерами d) 54-3-170 мм на длине 60 мм зажимали в четырехкулачковом патроне и при скорости вращения 600 об,/мин нагревали полосовым индуктором до 350-400 С. Затем вводили внутрь трубы соосно ее оси деформирующий инструмент в виде трехгранной призмы высотой 100 мм, имеющей в основании треугольник Рело с диаметром описанной окружности, равным 52 мм. Развальцовку производили при скоростях вращения в одну сторону трубы и призмы, равных соответственно 30 и 40, 60 и 80, 90 и 120 об./мин. При этом вращаемую призму смещали относи- тельн о оси трубы по перпендикуляру на величину эксцентриситета, равную 4 мм. Смещение производили при помощи осевого движения клина, через ко- торьш призма крепилась в приводе ее вращения. Соотношения скоростей трубы и призмы обеспечивали соединением прив.ода вращения деформирующего инструмента с патроном зубчатой передачей
V 0.,75W.
(1)
где V и W - угловые скорости вращения деформирующего инструмента (или привода 5 с призмой 3, что то же) и трубы 1 .
Одновременно смещают (фиг.З и 4) ось S призмы 3 относительно оси S привода 5 (или оси трубы 1) по перпендикуляру на величину эксцентриситета , определяемую по формуле,
(2--Тз--2 лГ2)
2-
(2)
процессе развальцовки моделируется вращение центра 0 относительно цент- ра N в противоположную сторону. При вращении призмы 3 в сторону вращения трубы 1 со скоростью,- определяемой соотношением
где а - допустимое отклонение стороны квадратного раструба от абсолютно прямой.
В результате (фиг.4) на -конце трубы 1 образуется квадратный раструб 6 в соответствии со следующим свойством треугольника Рело, если треугольник , вращать вокруг центра 0 описанной вокруг него окружности радиусом , (фиг.5), а центр треугольника О, вращать в противоположную сторону в три раза быстрее по окружности с центром N, то треугольник опишет фигуру, незначительно отличающуюся по формуле от квадрата. За один оборот центра Of вправо по окрз ности радиуса О, N два угла квадрата будут оформлены вершиной А треугольника, Рело и по одному - вершинами В и С. Через каждые четверть оборота около центра N треугольник Рело будет находиться в положениях , , и А,В,С,о Вращением трубы 1 в патроне 2.в
S процессе развальцовки моделируется вращение центра 0 относительно цент- ра N в противоположную сторону. При вращении призмы 3 в сторону вращения трубы 1 со скоростью,- определяемой ,„ соотношением
5
0
5
0
5
(2), обеспечивается полное динам;таеское подобие предлагаемого способа развальцовки и описанног о процесса образования квадратного контура с помощью треугольника Рело.
Трубы из алюминиевого сплава АД размерами d) 54-3-170 мм на длине 60 мм зажимали в четырехкулачковом патроне и при скорости вращения 600 об,/мин нагревали полосовым индуктором до 350-400 С. Затем вводили внутрь трубы соосно ее оси деформирующий инструмент в виде трехгранной призмы высотой 100 мм, имеющей в основании треугольник Рело с диаметром описанной окружности, равным 52 мм. Развальцовку производили при скоростях вращения в одну сторону трубы и призмы, равных соответственно 30 и 40, 60 и 80, 90 и 120 об./мин. При этом вращаемую призму смещали относи- тельн о оси трубы по перпендикуляру на величину эксцентриситета, равную 4 мм. Смещение производили при помощи осевого движения клина, через ко- торьш призма крепилась в приводе ее вращения. Соотношения скоростей трубы и призмы обеспечивали соединением прив.ода вращения деформирующего инструмента с патроном зубчатой передачей
3U
через промежуточный вал. Развальцованные раструбы имели диагональ, равную 60 и сторону квадрата - 42 мм, Максимальное отклонение геометрической формы стороны квадрата от прямой составило для трех режимов развальцовки соответственно 1,85, 1,90 и 1,95 мм. Ширина участка перехода цилиндрической части трубы и квадратный раструб не превьпиала 6 мм и определялась минимальным радиусом гибки материала трубы.
ПpeимyщecтвaIv и предлагаемого способа являются: отсутствие необходимости в мощных прессах и увеличение пластичности металла за счет снижения усилия деформирования, локализации деформации и цикличности приложения нагрузки; повышение точности размеров раструбов за счет регулировки эксцентриситета г и установления оптимального соотношения между параметрами г и R, обеспечивающего минимальное отклонение стороны квадрата раст- руба от идеальной прямой; снижение расхода металла за счет уменьшения длины переходного участка между трубой и раструбом и уменьшения выпуклости сторон раструбов упрощение конструкции и снижение трудоемкости изготовления деформирующего инструмента, поскольку призму изготовить легче, чем пирамиду,
А
76 Формул
4 изобретения
Способ ротационной развальцовки квадратных раструбов на цилиндрических трубах путем вращения в одну сторону установленных с эксцентриситетом трубы и инструмента со скоростями вращения, связанными соотношением ,75W, отличающийся тем, что, с целью экономии металла и улучшения качества путем повышения точности размеров квадратных раструбов, в качестве инструмента используют инстр мент в виде трехгранной призмы с треугольником Рело в основании, при этом в начальной ста,ции развальцовки трубу и инструмент располагают соосно, а затем смещают инструмент на величину эксцентриситета г, определяемую по формуле
г 2a-R(2 2) 2 п|Т
а - максимально допустимое отклонение стороны квадратного раструба от абсолютно прямой
R - радиус описанной окр% -лсностн около основания деформирую- щего инструмента,
V,W - скорости вращения деформирующего инструмента и трубы.
Фиг. 2
J, х/л
L
. J
фуе. «
(иг.5
| Способ развальцовки трубчатых заготовок и устройство для его осуществления | 1985 |
|
SU1375383A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
