113
Изобретение относится к стыковой сварке с нагревом токами высокой частоты, может быть использовано в различных областях машиностроения, в частности в атомном машиностроении и котлостроениив например, в технологических процессах сварки труб котло
агрегатов, и является усовершенствованием известного устройства по авт. св. № 1234116. . . .
Цель изобретения - повышение качества сварного соединения.
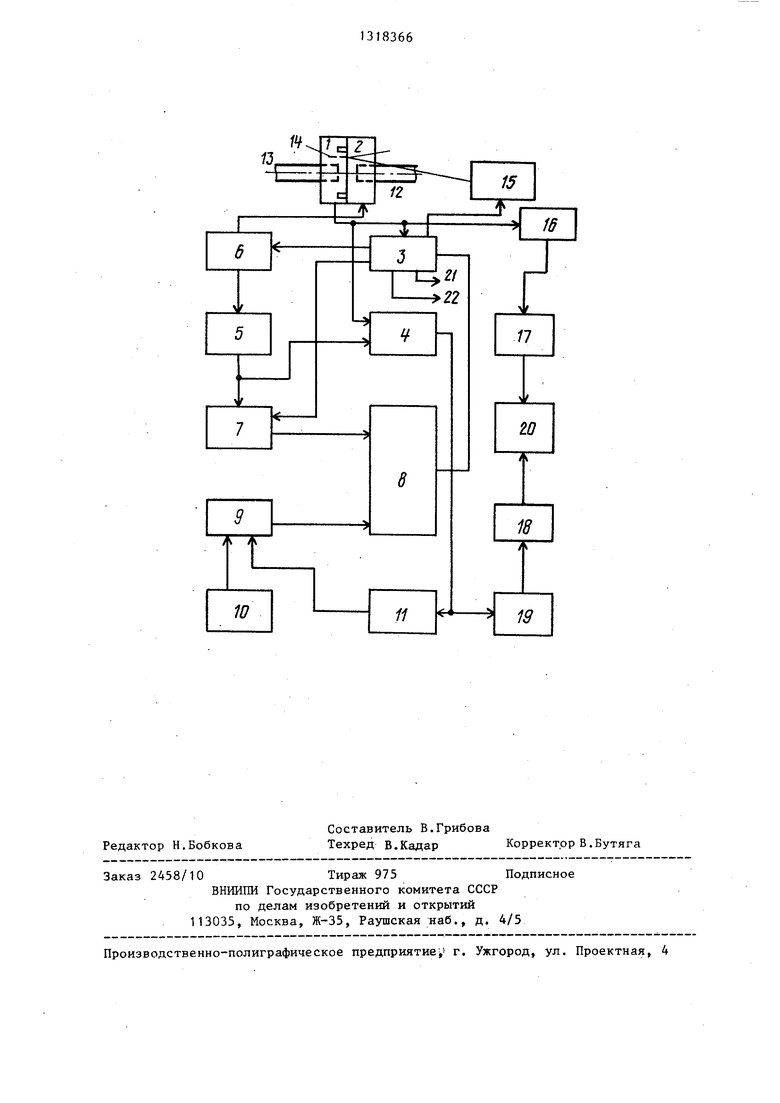
На чертеже представлена функциональная схема устройства.
Устройство для продольной ориента- ции индуктора содержит фотодатчик 1, закрепленный на индукторе 2 так, что его оптическая ось совпадает с торцом индуктора 2, и соединенную со
схемой 3 управления схему И 4, другой 20 светодиода (не показан) на устройвход которой подключен к выходу датчика 5 числа оборотов двигателя механизма 6 перемещения индуктора, соединенного с индуктором 2. Выход датчика 5 числа оборотов подключен к счетчику 7, выход которого соединен с одним из входов схемы 8 сравнения, другой вход которой подключен к выходу сумматора 9, один из входов которого подсоединен к задающему устройству 10, а другой - к выходу счетчика-делителя 11 на два, вход которого связан с выходом схемы И 4. В устройство подаются для сварки трубы 12 и 13. Устройство содержит также установленную перед фоторезистором фотодатчика 1 подвижную щелевую диафрагму 14 с приводом 15 перемещения щелевой диафрагмы, усилитель 16.переменного тока, вход которого соединен с фотодатчиком 1, а выход с пороговым элементом 17, устройство 18 допускового контроля, вход которого подключен к дополнительному счетчику 19, и устройство 20 индикации, входы которого подключены к пороговому элементу 17 и устройству допускового контроля 18. Кроме того, схема 3 управления связана с механизмом 6 перемещения индуктора, счетчиком 7, схемой 8 сравнения и приводом 15, а вход дополнительного счетчика 19 соединен с выходом схемы И 4.
Схема 3 управления имеет также выходы 21 и 22, связанные с приводом рольганга и приводом вращения труб соответственно (не показаны). Механизм 6 перемещения индуктора предназначен для перемещения индуктора 2
2
вдоль труб 12 и 13, привод рольганга- для обеспечения подачи труб 12 и 13 в зону сварки, а привод вращения труб - для обеспечения вращения труб 12 и 13.
Устройство работает следуюш;им образом.
Перед началом работы устройства производят его настройку, для чего в устройстве допускового контроля устанавливают верхний и нижний пределы длины зазора между трубами. Затем в один из зажимов (не показан) зажимают эталонную трубу, имеющую неперпендикулярность торца и образующей 5°, поднимают диафрагму и включают вращение трубы, изменяя порог срабатывания порогового устройства, добиваются зажигания соответствующего
стве индикации, убирают эталонную трубу. Устройство готово к работе.
По команде оператора труба, например, 13 поднимается рольгангом в зо ну сварки. В момент пересечения торцом трубы 13 оптической оси фотодатчика 1 схема 3 управления по выходу 21 выдает сигнал на останов рольганга, включает привод 15, который под0 ключает подвижную диафрагму 14 и
включает привод вращения труб по выходу 22. Если торец трубы 13 не перпендикулярен образующей, на выходе фотодатчика 1 присутствует переменная составляющая напряжения, которая усиливается усилителем 16 переменного тока и поступает на пороговый элемент 17, На его выходе появляется сигнал, если величина напряжения на выходе усилителя 16 переменного тока, зависящая от перпендикулярности .торца трубы образующей, превышает допустимое значение. Сигнал об этом с помощью устройства 20 индикации вы5 дается оператору. Если устройство индикации сигнализирует о том, что т.руба удовлетворяет техническим требованиям, оператор включает рольганг, продвигает трубу и зажимает ее в за0 жиме. Трубы, не удовлетворяющие техническим требованиям, оператор удаляет из зоны сварки. Пригодность трубы 12 для сварки определяется аналогично.
Когда трубы 12 и 13 установлены в зажимах, по команде от схемы 3 управления индуктор 2 с закрепленным на нем фотодатчиком 1 начинает двигаться посредством механизма 6 перемещения
5
0
5
понаправлению к зазору между трубам 12 и 13, При достижении фотодатчиком 1 торца трубы 12 на его выходе появляется высокий потенциал, поступающий на схему 3 управления и схему И 4. Схема 3 управления открьгеает вход счетчика 7, который начинает считать путь, проходимый индуктором 2. Этим же сигналом открывается схема И 4, на выходе которой появляются сигналы - импульсы от датчика 5 числ оборотов. Эти импульсы поступают на входы счетчика-делителя 11 на два. После того, как фотодатчик 1 достигает торца трубы 13, на его выходе появляется низкий электрический потенциал. Этот потенциал закрывает .схему И 4, после чего дополнительный счетчик 19 и счетчик-делитель 11 на два прекращают считать импульсы. При этом на выходе дополнительного счетчика присутствует величина, соответствующая длине зазора, и на выходе счетчика-делителя 11 на два - величина, соответствующая 1/2 длины за- зора между трубами (й/2). Эта величина поступает на один из входов сумматора 9, на втором входе которого присутствует величина, соответствующая половине ширины индуктора (L/2). Таким образом, величина (А) на выход сумматора 9 выражается формулой
А
2 .
Очевидно, что эта веллчина соответствует расположению центра индуктора посередине зазора между трубами Величина с выхода дополнительного счетчика 19 поступает на вход устройства 18 допускового контроля, которое с помощью устройства 20 индикации выдает сигнал оператору о со- о.тветствии величины зазора технологическим допускам. В случае несоответствия оператор корректирует величину зазора и повторяет цикл поиска заг5 0 5 0
5
0
5
зора. Если зазор соответствует установленным допускам, индуктор 2 перемещается до тех пор, пока величина на выходе счетчика 7 не станет равной величине на выходе сумматора 9. При равенстве этюс величин схема 8 сравнения выдает сигнал схеме 3 управления, которая выключает механизм 6 перемещения индуктора.
По сравнению с базовым объектом предлагаемым устройство позволяет повысить качество сварных соединений и снизить процент брака за счет исключения возможности сварки труб с торцами неперпендикулярными образующим, а также исключить возможность сварки в случае, когда величина зазора между трубами не соответствует технологическим допускам.
Формула изобретения ,
Устройство для продольной ориентации индуктора по авт. св.№ 1234116, отличающее ся тем, что, с целью повышения качества сварного соединения, в него введены дополнительный счетчик, устройство допускового контроля, устройство индикации, пороговый элемент, усилитель переменного тока, щелевая диафрагма, привод перемещения щелевой диафрагмы, привод рольганга и привод вращения труб, причем схема управления выполнена с тремя дополнительными выходами, первый из которых соединен с приводом перемещения щелевой диафрагмы, второй - с приводом рольганга, а третий- с приводом вращения труб, при этом вход усилителя переменного тока подключен к фотодатчику, а выход - к устройству индикации через пороговый элемент, вход дополнительного счетчика соединен со схемой И, а выход - с устройством индикации через устройство допускового контроля.
Редактор Н.Бобкова
Составитель В.Грибова
Техред В.Кадар Корректор В.Бутяга
Заказ 2458/10Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д. 4/5
Производственно-полиграфическое предприятие г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольной ориентации индуктора | 1987 |
|
SU1524977A2 |
| Устройство для продольной ориентации индуктора | 1984 |
|
SU1234116A1 |
| Установка для управления процессом сварки неповоротных стыков труб | 1987 |
|
SU1488149A1 |
| Автоматизированный технологический комплекс по производству оребренных трубных изделий | 1988 |
|
SU1532268A1 |
| Устройство для автоматического регулирования процесса высокочастотной сварки труб | 1988 |
|
SU1562087A1 |
| Устройство для продольной ориентации индуктора при стыковой сварке токами высокой частоты | 1977 |
|
SU645791A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU935228A1 |
| Устройство для управления процессом контактной точечной сварки | 1990 |
|
SU1743766A1 |
| Устройство для измерения длины заготовки,загружаемой в индукционный нагреватель | 1985 |
|
SU1303625A1 |
| датчик ПОЛОЖЕНИЯ СТЫКА ПРИ ИНДУКЦИОННОЙСВАРКЕ | 1979 |
|
SU825293A1 |
Изобретение относится к стыковой сварке с нагревом токами высокой частоты и может быть использовано в различных областях машиностроения, в частности в атомном машиностроении и котлостроении, например, в техноло- гическгас процессах сварки труб котло- агрегатов. Изобретение позволяет повысить качество сварных соединений за счет исключения возможности сварки труб с торцами неперпендикулярными образующим. Сущность изобретения заключается в том, что перед сваркой проверяется отклонение перпендикулярности торца относительно образующей и изнеряется ширина зазора между трубами, собранными под сварку. Если эти величины не превышают установленных допусков, то производят сварку. Причем перед сваркой центр индуктора устанавливается посередение зазора между трубами. 1 ил. с (/) СО 00 00 05 О5 К)
| Устройство для продольной ориентации индуктора | 1984 |
|
SU1234116A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
