Изобретение относится к машиностроению и может быть использовано при изготовлении поршневых колец из легированного чугуна.
Цель изобретения - повышение стой кости упругих характеристик поршневых колец.
Предлагаемый способ включает операции закалки, отпуска и пластической деформации внутренней поверхности алмазным выглаживанием. Алмазное выглаживание проводят при температуре 160-200°С.
Пластическое деформирование внутренней поверхности поршневого кольца из закаленного и отпущенного легированного чугуна при температуре низкого отпуска приводит к формированию остаточных напряжений с повышенной термической устойчивостью против релаксаци и, что обеспечивает повышение стойкости упругих характеристик кольца. Упругие характеристики поршневого кольца зависят от уровня упругой деформации от исходной формы, определяемой остаточными напряжениями, до рабочей формы определяемой жесткими размерами ответной детали. Повышение устойчивости остаточных напряжений приводит к повышению стойкости упругих характеристик поршневого кольца
Температура пластического деформирования должна быть достаточной для трго, чтобы интенсивно протекали процессы старения при деформации, и создания структуры, стабильной для работы при повышенных температурах, но не должна быть слишком высокой с тем, чтобы не происходило в большой мере разупрочнение структуры тростита отпуска в результате его распада и интенсивного у1меньшения плотности дислокаций за счет процессов возврата и полигонизации при нагреве.
Повышение температуры облегчает протекание пластической деформации, способствует перераспределению опасных скоплений дислокаций, снижает концентрацию микронапряжений, интенсифицирует процессы возврата и релаксации, формирует более устойчивую дислокационную структуру за счет аннигиляции неустойчивых при этой температуре и закрепления вновь образованных дислокаций атомами элементов распада метастабильных фаз. Для легированных чугу- нов тепловая активация пластической деформации соответствует температурам выше 150°С.
Чрезмерное повышение температуры приводит к разупрочнению троостита в результате его дальнейшего превращения и интенсивного уменьшения плотности дислокаций за счет процессов возврата и полигонизации. Для поршневых колец максимальную температуру обработки не следует выбирать выше той, которая приведет к снижению уровня остаточных напряжений и упругости. В данном случае эта температура не превышает .
5
5
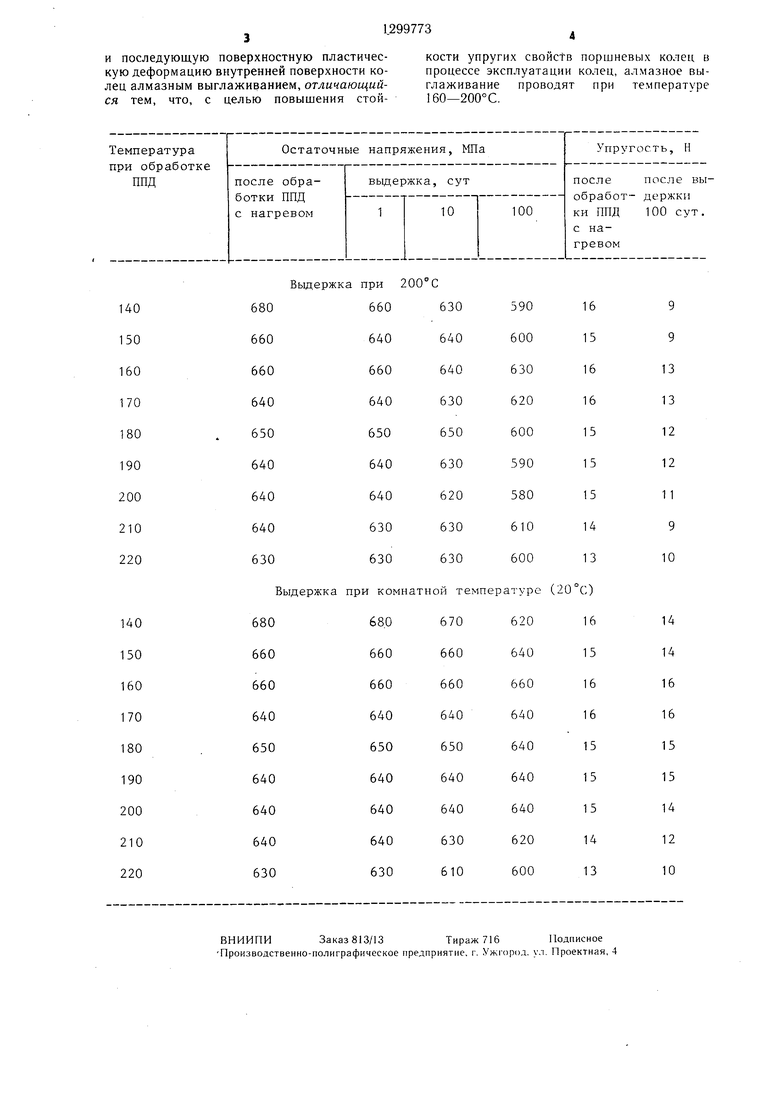
Таким образом, оптимальный температурный диапазон для пластической деформации поршневых колец с целью повышения стойкости их упругих характеристик со- ответствует 160-20()°С, что подтверждается приведенными результатами испытаний {см. таблицу).
Пример. Термическая обработка материала поршневых колец легированного чугуна марки ХНВ включает закалку от 85б°С в масло с последующим отпуском при 350°С 2 ч (твердость после термообработки НВ 440; структура - троостит отпуска). После термообработки материала производится механическая обработка поршневых колец до окончательных размеров D 50 мм, ширина 1,5 мм, толщина 2,0 мм.
После закрепления колец в пакет на оправке проводят нагрев до 160 -200°С индуктором и проводят алмазное выглаживание внутренней поверхности при этой темпе- 0 ратуре. Режим алмазного выглаживания; радиус сферы алмазного наконечника 1,5 мм усилие прижима наконечника к детали 150 Н, продольная подача на оборот детали 0,05 мм.
В таблице представлены результаты длительных исггытаний нескольких партий поршневых колец, изготовленных различны.ми способами стабилизации.
1.Стабилизация отжигом механически закрепленной исходной формы при 630°С ч с охлаждением на воздухе.
2.Стабилизация накатной внутренней поверхности кольца роликами с усилием 1200 Н.
3.Стабилизация алмазным выглаживанием внутренней поверхности при комнатной температуре по следующему режиму: радиус сферы наконечника 1,5 мм, усилие прижима 150 Н, продольная подача 0,05 мм/об.
4.Стабилизация алмазным выглаживанием при 160-200°С по режиму п. 3 для диапазона типоразмеров: номинальный диаметр колец от 30-150 мм.
0 5. Стабилизация выглаживанием при 140°С по режиму п. 3, т.е. ниже оптимального уровня.
6. Стабилизация выглаживанием при 220°С по режиму п. 3, т.е. выше оптимального уровня.
5 Для этого же способа стабилизации характерно наименьшее снижение упругости после длительной выдержки при 200°С.
Использование предлагаемого способа термомеханической стабилизации поршневых колец из легированного чугуна позволяет повысить стойкость упругих характеристик колец при повышенных температурах эксплуатации в 2,5 раза. При этом усилие пластического деформирования снижается в 8 раз.
5Формула изобретения
Способ термомеханической обработки поршневых колец из легированного чугуна, при котором осуществляют закалку, отпуск
0
0
и последующую поверхностную пластическую деформацию внутренней поверхности колец алмазным выглаживанием, отличающийся тем, что, с целью повышения стойВьщержка при 200°С
кости упругих свойств поршневых колец в процессе эксплуатации колец, алмазное выглаживание проводят при температуре 160-200°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ КОМПРЕССИОННЫХ ПОРШНЕВЫХ КОЛЕЦ | 2007 |
|
RU2341362C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ МАСЛОСЪЕМНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2005 |
|
RU2318645C2 |
| Способ повышения ресурса и надежности магнитожидкостных герметизаторов | 2019 |
|
RU2721967C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ДИСКОВОГО НОЖА | 2000 |
|
RU2183681C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ | 1972 |
|
SU427071A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ МАСЛОСЪЕМНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2008 |
|
RU2380210C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛЮЩИХ ШАРОВ ИЗ БЕЛОГО ЛЕГИРОВАННОГО ЧУГУНА | 1999 |
|
RU2169787C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ, РАБОТАЮЩИХ ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ | 1991 |
|
RU2009215C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
Изобретение относится к области машиностроения, а именно к производству поршневых агрегатов (компрессоров, насосов двигателей внутреннего сгорания и т.д.). Цель изобретения - повышение стойкости упругих характеристик поршневых колец. Алмазным выглаживанием при повышенной температуре стабилизируют структурное состояние поршневых колец из легированного чугуна. Упругость и стабильность поршневых колец обеспечивается термической обработкой на троостит отпуска. Термическая обработка включает закалку от 850°С в массе с последующим отпуском при 350°С в течение 2 ч. Режим алмазного выглаживания: радиус сферы наконечника 1,5 мм. Усилие прижима его к детали 150 Н, S 0,05 об/мм при 160-200°С. Благодаря этому снижается усилие пластического деформирования. 2 табл. i (Л to со QO 1 00
| Металловедение и термическая, обработка металлов | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
