Изобретение относится к области обработки металлов давлением, а именно к изготовлению высокопрочных тонкостенных осесимметричных деталей из конструкционных легированных сталей, работающих под внутренним и внешним давлением, методами ротационной обработки - ротационной вытяжки, обжима, выглаживания, например, цилиндрических, конических оболочек сложного профиля, оболочек с концевыми утолщениями наружных и внутренних поверхностей и оболочек с периодическим профилем в виде чередующихся утолщенных и утоненных участков, в частности - корпусов двигателей и других корпусных деталей реактивных снарядов для различных систем.
Основными требованиями, предъявляемыми к корпусным деталям, обусловленными условиями их эксплуатации - высокими внутренними и внешними давлениями и высокой температурой, являются: высокая точность геометрических размеров, качество наружной и внутренней поверхностей, при высокой прочности и минимальных весовых характеристиках.
С учетом вышеперечисленных требований осуществляется выбор технологических способов изготовления оболочек, включая состав технологических операций и их последовательность.
Конструктивные особенности этих деталей в виде утолщений и различного профиля и особенность требований обусловили применение методов ротационной обработки трубных заготовок, позволяющих повысить коэффициент использования металла и обеспечить необходимую конструктивную прочность.
Применение других методов пластического деформирования, в частности прессовой обработки, нерационально, так как потребуется дополнительная механическая обработка, что снижает прочность и повышает расход металла.
Особенности конструкции оболочек и повышенные требования потребовали применения различных методов ротационной обработки.
Важнейшей проблемой при производстве высокопрочных оболочек различных видов методами ротационной обработки: вытяжкой, обжимом, выглаживанием и др. является устойчивость процесса деформирования, влияющая на качество поверхности и точность геометрической формы.
Под качеством поверхности, получаемой ротационной обработкой, в технической литературе понимается рябизна, волнистость, следы от роликов и т.п. глубиной, не выводящей размеры за пределы допускаемых отклонений, а также гофры, складки и утяжки - выводящие толщину стенки и диаметры за допустимые пределы.
Актуальной проблемой в повышении устойчивости процесса ротационной обработки высокопрочных оболочек с целью обеспечения высокого качества поверхности и точности геометрических размеров является выбор способов ротационной обработки и их последовательности, выбор смазок и покрытий заготовок, выбор оптимальных степеней деформации, режимов обработки, профилей роликов и зазоров между заготовкой и оправкой, снижение вибраций роликов, оправок и технологической оснастки.
Таким образом, главной задачей в производстве высокопрочных тонкостенных оболочек, получаемых методами ротационной обработки, является точность и качество поверхности.
Известен способ изготовления ротационным выдавливанием (вытяжкой) цилиндрической осесимметричной детали с наружными буртиками (утолщениями) на концевых участках - у основания и на верхней части (см. книгу М.А.Гредитора "Давильные работы и ротационное выдавливание", изд. "Машиностроение", Москва, 1971 г., стр.109-111, рис 66).
Вначале цилиндрическая заготовка в виде колпака, полученная из кружка вытяжкой, устанавливается и закрепляется на оправке трехроликового станка. Затем давильные ролики вдавливаются в заготовку, обеспечивая формирование наружного бурта (утолщения) у дна детали. Затем ролики утоняют стенку до заданной толщины на всей длине прямолинейного основного участка, до бурта (утолщения) у открытой концевой части. После этого оформляют профиль и утоняют крайний участок до требуемой толщины стенки. После выключения продольной подачи и прекращения вращения шпинделя ролики и прижим задней бабки отводят в исходное положение; выталкиватель детали сбрасывает ее с оправки.
Недостатком данного способа изготовления осесимметричных деталей является невозможность получения внутренних утолщений и низкий коэффициент использования металла, так как исходной заготовкой является кружок.
Кроме того, в данном способе не решались проблемы ротационной обработки высокопрочных заготовок: выбора методов ротационной обработки, последовательности операций, профилей роликов, зазоров между оправкой и заготовкой, смазки заготовок, режимов обработки.
Известен "Способ изготовления оболочек" патент RU 2009215 С1, С21Д 8/10, С21Д 9/08, 15.03.1994 г., включающий резку трубных заготовок на мерные длины, механическую обработку, термоупрочнение закалкой и отпуском, холодную пластическую деформацию методом ротационной вытяжки в несколько проходов и отжиг. Термоупрочнение - закалку с отпуском проводят перед последним проходом холодной пластической деформации. Деформацию осуществляют методом ротационной вытяжки со степенью 30÷60%, отпуск ведут при 350÷500°С, а отжиг при 280÷450°С.
Данный способ является наиболее близким к заявленному и выбран в качестве прототипа.
Как видно из этого способа - термоупрочнение закалкой с отпуском выполняют перед последним проходом ротационной вытяжки.
К причинам, препятствующим достижению указанного технического результата - высокой прочности и качества обработанной поверхности при использовании известного способа, принятого заявителями за прототип, относится коробление деталей после термоупрочнения в виде увеличения овальности и кривизны образующей, а также наличия окалины на наружной и внутренней поверхности, требующей дополнительной чистки и травления, что увеличивает трудоемкость изготовления.
В данном способе не предусмотрены операции, исправляющие искажение формы заготовки после термоупрочнения (токарной обработкой и выглаживанием поверхности).
Кроме того, в этом способе нет технических решений по выбору смазочного покрытия заготовок под ротационную обработку, методов и последовательности операций ротационной обработки, а также по оптимизации режимов обработки, профилей роликов, зазоров между заготовкой и оправкой и по уменьшению вибраций системы станок - приспособление - инструмент - деталь.
Таким образом, задачей данного технического решения является повышение конструктивной прочности деталей при одновременном снижении расхода металла.
Общими признаками с предлагаемым заявителями способом является резка труб на заготовки, механическая, термоупрочняющая - закалка и отпуск и ротационная обработка - ротационная вытяжка.
В отличие от прототипа, предлагаемый авторами способ изготовления тонкостенных оболочек, при котором трубы режут на заготовки, подвергают их механической, термоупрочняющей и ротационной обработкам, отличается тем, что заготовки после термоупрочнения подвергают механической обработке, фосфатированию, пластическому ротационному деформированию вытяжкой за один или несколько проходов, выглаживанию обработанной поверхности и обжиму концевых участков, затем упругому деформированию внутренним гидравлическим давлением, при этом вытяжку, выглаживание и обжим осуществляют роликами с различной конфигурацией профиля, а выглаживание и обжим - с одинаковым зазором между внутренней поверхностью заготовки и оправкой.
В частных случаях, то есть в конкретных формах выполнения изобретение характеризуется следующими признаками:
- перед фосфатированием заготовок осуществляют обезжиривание в ваннах с содой кальцинированной, травление в ваннах с серной кислотой, а фосфатирование проводят в ваннах с препаратом "Фоскон 5" (НК-11) или "Рускон-10" с концентрацией 130÷170 г/л с добавкой нитрита натрия с концентрацией 0,2÷0,3 г/л при температуре 40÷60°C с последующим омыливанием в ваннах с мылом хозяйственным,
- степень деформации на первом проходе ротационной вытяжки задают в пределах 0,7÷0,9 степени деформации на последующем проходе,
- ротационное выглаживание осуществляют с величиной подачи на 1 оборот заготовки, в 1,5÷4,5 раза превышающей величину подачи на 1 оборот при ротационной вытяжке,
- ротационное выглаживание осуществляют роликами с плоской вершиной профиля длиной, превышающей в 2÷2,5 раза величину осевой подачи на один оборот заготовки,
- ротационное выглаживание осуществляют роликами с радиусом перехода плоской вершины в переднюю и заднюю поверхности профиля, равным 0,5÷0,8 радиуса вершины профиля роликов при ротационной вытяжке,
- ротационное выглаживание осуществляют роликами с передним углом профиля, равным 0,4÷0,7 величины переднего угла профиля роликов при ротационной вытяжке,
- ротационное выглаживание и обжим осуществляют на одной и той же оправке,
- ротационное выглаживание и обжим осуществляют с зазором между внутренней поверхностью заготовки и оправкой величиной не более исходной толщины стенки заготовки,
- ротационный обжим осуществляют с утонением стенки со степенью деформации не более 30%,
- ротационный обжим осуществляют с величиной подачи на один оборот заготовки, равной 0,7÷0,9 величины подачи на один оборот заготовки при ротационной вытяжке,
- ротационный обжим осуществляют роликами с плоской вершиной профиля длиной, превышающей в 3÷5 раз величину подачи на один оборот заготовки,
- ротационный обжим осуществляют роликами с передним и задним углом, равными, соответственно, переднему и заднему углу профиля роликов при ротационной вытяжке,
- упругое деформирование осуществляют внутренним гидравлическим давлением 250÷270 кгс/см2 с выдержкой при этом давлении не менее 30 секунд.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой охраны, во всех случаях достаточны.
Задачей предлагаемого изобретения является разработка способа изготовления высокопрочных тонкостенных оболочек из конструкционных легированных сталей с высокой точностью геометрических размеров и качеством поверхности при высокой прочности и минимальных весовых характеристиках.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе, включающем резку труб на заготовки, механическую, термоупрочняющую и ротационную обработки, особенность заключается в том, что заготовки после термоупрочнения подвергают механической обработке, фосфатированию, пластическому ротационному деформированию вытяжкой за один или несколько проходов, выглаживанию обработанной поверхности и обжиму концевых участков, затем упругому деформированию внутренним гидравлическим давлением, при этом вытяжку, выглаживание и обжим осуществляют роликами с различной конфигурацией профиля, а выглаживание и обжим - с одинаковым зазором между внутренней поверхностью заготовки и оправкой.
Новая совокупность операций, а также наличие связей между ними позволяют, в частности, за счет:
- выполнения механической (токарной) обработки после термоупрочнения закалкой и отпуском - исправить искажение формы заготовок - "коробление", то есть уменьшить овальность, разностенность и кривизну образующей заготовок;
- фосфатирования - подготовить поверхности заготовки к пластическому ротационному деформированию в результате очищения поверхности заготовки с последующим насыщением поверхностей заготовки фосфатами, что позволяет снизить сопротивление материала пластическому деформированию из-за снижения силы трения, а это, в свою очередь, повышает устойчивость процесса формоизменения, качество обрабатываемой поверхности - в виде уменьшения рябизны и волнистости поверхности и уменьшения высоты микронеровностей;
- пластического ротационного деформирования вытяжкой за один или несколько проходов, выглаживания обработанной поверхности и обжима концевых участков - получить тонкостенные высокопрочные оболочки с концевыми наружными и внутренними утолщениями, так как такая последовательность операций пластического деформирования заготовок из конструкционных легированных сталей после термоупрочнения закалкой и отпуском позволяет операцией вытяжки получить тонкую стенку с концевыми наружными утолщениями, операцией выглаживания - получить точную геометрическую форму заготовки и высокое качество поверхности и операцией обжима получить концевые участки с внутренними утолщениями,
- пластического ротационного деформирования вытяжкой, выглаживания и обжима роликами с различной конфигурацией профиля - обеспечить высокую устойчивость процесса пластического деформирования, и, в результате, получить высокую точность и качество обработанной поверхности, так как при различных видах ротационной обработки, таких как вытяжка, выглаживание и обжим, образуются разные схемы напряженного состояния и различные направления течения металла в очагах деформирования; что и вызвало необходимость использования роликов с различными передними углами и вершинами профилей, то есть роликов с различной конфигурацией профиля;
- ротационных выглаживания и обжима с одинаковым зазором между внутренней поверхностью заготовки и оправкой - унифицировать технологическую оснастку и инструмент, так как в этом случае ротационные выглаживание и обжим выполняют на одной и той же оправке и той же установке, что сокращает время обработки, при переналадке с ротационного выглаживания на обжим осуществляют только смену роликов;
- упругого деформирования оболочек внутренним гидравлическим давлением - создать в оболочках благоприятные внутренние напряжения (радиальные сжимающие), направленные против направления напряжений, возникающих при эксплуатации оболочек (радиальные растягивающие), так как при воздействии на оболочку внутренним гидравлическим давлением в упругой области деформирования происходит перераспределение внутренних напряжений с возникновением остаточных радиальных сжимающих напряжений, наличие которых повышает эксплуатационные прочностные характеристики - повышает циклическую прочность при работе деталей под внутренним давлением, при этом величина внутреннего гидравлического давления и время выдержки при этом давлении необходимо задавать исходя из неизменности осевых геометрических параметров оболочки и незначительных радиальных размеров в пределах допуска на допускаемые отклонения;
Признаки, характеризующие изобретение в конкретных формах выполнения, позволяют, в частности, за счет:
- обезжиривания в ваннах с содой кальцинированной, травления в ваннах с серной кислотой и фосфатирования в ваннах с препаратом "Фоскон-5" (НК-11) или "Рускон-10" с концентрацией 130÷170 г/л с добавкой нитрита натрия с концентрацией 0,2÷0,3 г/л при температуре 40÷60°C с последующим омыливанием в ваннах с мылом хозяйственным - повысить устойчивость процесса пластического ротационного деформирования снижением трения в очагах деформации и, следовательно, снижением сопротивления материала пластическому деформированию и в результате обеспечить высокое качество обработанной поверхности и точность геометрической формы; последовательность переходов - вначале обезжиривание, затем - травление обеспечивает удаление жировых пленок, окисной пленки и окалины - подготавливает поверхность к насыщению фосфатами, а омыливание после фосфатирования усиливает эффект снижения коэффициента трения, кроме того, режимы фосфатирования оптимальны с точки зрения снижения силы трения и изменение концентрации препарата и температуры в ту или другую сторону снижает адгезию (сцепление) фосфатов с поверхностью металла и приводит к увеличению коэффициента трения;
- задачи степени деформации на первом проходе ротационной вытяжки в пределах 0,6÷0,9 степени деформации на последующем проходе - повысить устойчивость процесса деформирования в результате того, что при таком распределении степени деформации последующий проход нагружают больше первого, чтобы компенсировать влияние наклепа металла после первого прохода, так как сопротивление материала пластическому деформированию из-за упрочнения материала (наклепа) возрастает, то, увеличивая нагрузку (т.е. степень деформации) на последующем проходе, снижают влияние наклепа, отрицательно влияющего на изменение геометрических параметров деталей, т.е. деформирование с увеличенными степенями деформации снижает наклеп предыдущего прохода и таким образом повышает точность геометрической формы оболочки; соотношение степеней деформации является оптимальным, определено экспериментальным путем, при соотношениях менее 0,6 и более 0,9 устойчивость процесса деформирования снижается и отклонения размеров возрастают, что выражается в виде гофр и утяжек с последующим развитием трещин, необходимо заметить, что разделение процесса формоизменения оболочек из легированных сталей и подвергнутых термоупрочнению на несколько проходов или переходов вызвано тем, что суммарная деформация превышает допустимые пределы (например, более 70%);
- ротационного выглаживания с величиной подачи на один оборот заготовки, в 1,5÷4,5 раза превышающей величину подачи на один оборот заготовки при ротационной вытяжке, - повысить устойчивость процесса выглаживания оболочки и, следовательно, точность геометрической формы и качество поверхности, так как, по мнению заявителей, процесс выглаживания осуществляют с небольшой степенью деформации и меньшими усилиями, радиальными и осевыми, без утонения стенки и он заключается в уменьшении овальности и кривизны образующей с уменьшением высоты микронеровностей, рябизны и волнистости поверхности, поэтому увеличение подачи в сравнении с подачей при ротационной вытяжке создает устойчивый исправительный эффект, а величина подачи на один оборот заготовки в 1,5÷4,5 раза большей подачи на один оборот при ротационной вытяжке является оптимальной, уменьшение ее значения менее 1,5 величины подачи при ротационной вытяжке приводит к "раскатке" заготовки, выражающейся в увеличении диаметральных размеров, увеличение более чем в 4,5 раза снижает качество выглаживаемой поверхности;
- ротационного выглаживания роликами с плоской вершиной профиля длиной, превышающей в 2÷2,5 раза величину осевой подачи на один оборот заготовки, - обеспечить перекрытие плоской поверхностью вершины профиля ролика зоны контакта ролика с поверхностью заготовки на величину, превышающую величину перемещения ролика за 1 оборот заготовки и, за счет этого, получить высокое качество выглаживаемой поверхности, так как в зоне контакта - в зоне очага деформации не происходит утонения стенки и характер деформации представляет собой изгиб в осевом и радиальном направлении, таким образом, в течение процесса выглаживания осуществляется постоянное соприкосновение плоскости вершины профиля ролика с плоской поверхностью зоны контакта заготовки с роликом;
- ротационного выглаживания роликами с радиусом перехода плоской вершины в переднюю и заднюю поверхности профиля, равным 0,5÷0,8 радиуса вершины профиля роликов при ротационной вытяжке, - обеспечить высокую чистоту выглаживаемой поверхности, так как характер деформации, в отличие от процесса ротационной вытяжки, не предусматривает сдвигового течения металла, а только деформации изгиба, поэтому выбор малых радиусов при вершине профиля ролика обеспечивает наиболее благоприятные условия процесса выглаживания поверхности; значения радиусов, равные 0,5÷0,8 радиуса вершины профиля при ротационной вытяжке, по результатам экспериментальных работ, оптимальны, и при меньших 0,5 радиуса происходит врезание ролика в поверхность заготовки, а при больших 0,8 - возрастает площадь контакта и из-за снижения удельных нагрузок не выглаживаются неровности поверхности заготовки;
- ротационного выглаживания роликами с передним углом профиля, равным 0,4÷0,7 величины переднего угла профиля роликов при ротационной вытяжке, - обеспечить плавность нарастания деформаций изгиба вдоль образующей выглаживаемой поверхности оболочки, так как сдвига металла вдоль образующей не происходит, то при малых углах выглаживание неровностей, вкупе с малыми радиусами перехода плоской вершины в переднюю и заднюю поверхности профиля ролика, происходит наилучшим образом, а величина переднего угла, равная 0,4÷0,7 величины переднего угла при ротационной вытяжке, по экспериментальным данным, является оптимальной, так при переднем угле менее 0,4 величины угла при ротационной вытяжке возрастает площадь контакта ролика с поверхностью заготовки (эффект "лыжи"), снижается удельное давление в зоне контакта и чистота поверхности ухудшается, а при значении переднего угла более 0,7 величины переднего угла при ротационной вытяжке нарушается плавность входа ролика и плавность нарастания деформации, что приводит к появлению дефектов поверхности в виде винтовых отпечатков;
- ротационных выглаживания и обжима на одной оправке - унифицировать технологическую оснастку и инструмент - оправку, так как после ротационного выглаживания ротационный обжим выполняют с заменой роликов, не меняя оправки, прижимов и другой оснастки, что снижает трудоемкость изготовления оболочек и трудозатраты на технологическую оснастку и инструмент;
- ротационного выглаживания и обжима с зазором между внутренней поверхностью заготовки и оправкой величиной не более исходной толщины стенки заготовки - обеспечить высокую устойчивость процессов ротационных выглаживания и обжима, так как величина зазора, не превышающая исходную толщину стенки, создает условия для образования внутреннего утолщения на отдельных участках концов оболочек; при обжиме радиальное перемещение металла ограничено оправкой, что дает возможность металлу заполнить на обжимаемом участке полость, образуемую зазором, а при величине зазора более исходной толщины стенки отсутствует подпор металла на обжимаемом участке, что приводит к образованию трещин и надрывов металла, кроме того, большая величина зазора - более исходной толщины стенки при ротационном выглаживании - приводит к увеличению вибраций всей установки с оболочкой, приводящей к увеличению высоты микронеровностей и появлению рябизны и волнистости;
- осуществления ротационного обжима с утонением стенки со степенью деформации не более 30% - обеспечить устойчивость процесса ротационного обжима, так как ротационный обжим осуществляют в данном случае с радиальным течением металла и с осевым течением на обжимаемом участке, то есть при обжиме уменьшаются диаметральные размеры и уменьшается толщина стенки, поэтому при таком сложном напряженно-деформированном состоянии на участке обжима увеличение степени деформации с утонением стенки более 30% приводит к появлению трещин и надрывов;
- ротационного обжима с величиной подачи на один оборот заготовки, равной 0,7÷0,9 величины подачи на один оборот заготовки при ротационной вытяжке, - повысить устойчивость процесса деформирования, так как процесс ротационного обжима более энергетически насыщен, включает в себя как изменение диаметральных размеров, так и утонения стенки, а процесс ротационной вытяжки включает только утонение стенки, поэтому, как определено по результатам экспериментальных работ, уменьшенное значение величины подачи при ротационном обжиме в данном случае наиболее рационально и оптимально в пределах 0,7÷0,9 величины подачи на один оборот заготовки при ротационной вытяжке; при значениях как меньших, так и больших устойчивость ротационного обжима снижается из-за явления "раскатки" то есть увеличения окончательных диаметральных размеров - при меньших 0,7 и из-за "утяжек" (утонении) при больших 0,9;
- ротационного обжима роликами с плоской вершиной профиля длиной, превышающей в 3÷5 раз величину подачи на один оборот заготовки, - повысить устойчивость процесса формоизменения в результате того, что перекрытие плоской вершиной ролика зоны очага деформации при обжиме создает возможность течения металла внутрь - к оправке и, в то же время, течение металла вдоль образующей оправки, значение - в 3÷5 раз оптимально, и означает, что при меньшей длине плоской вершины - меньшей в 3 раза - образуются утяжки металла в зоне деформирования, а при длине плоской вершины, большей в 5 раз, - возрастают радиальные усилия деформирования и нарушается течение металла в осевом направлении, что приводит к образованию поперечных "гофр" (складок);
- ротационного обжима роликами с передним и задним углом, равными соответственно, переднему и заднему углу профиля роликов при ротационной вытяжке, - обеспечить утонение стенки аналогично ротационной вытяжке, и в то же время не препятствовать обжиму оболочки;
- упругого деформирования путем внутреннего гидравлического давления 250÷270 кгс/см2 с выдержкой при этом давлении не менее 30 с на основании опытных работ, в соответствии с этими режимами, обеспечиваются благоприятные внутренние напряжения в оболочке, препятствующие эксплуатационному внутреннему давлению, так как в этом случае сжимающие внутренние напряжения противоположны по направлению растягивающим напряжениям при действии внутреннего давления, в то же время, в данном случае, давление 250÷270 кгс/см2 является оптимальным, так как при малых значениях - менее 250 кг/см2 и выдержке менее 30 с и при больших значениях - более 270 кгс/см2 - наблюдается или недостаточное воздействие, не дающее положительного эффекта, или избыточное воздействие, приводящее к пластической деформации, что является браковочным признаком.
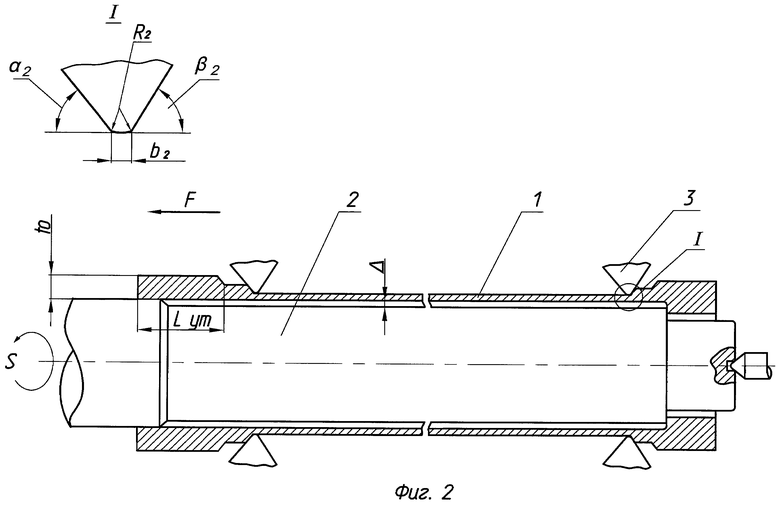
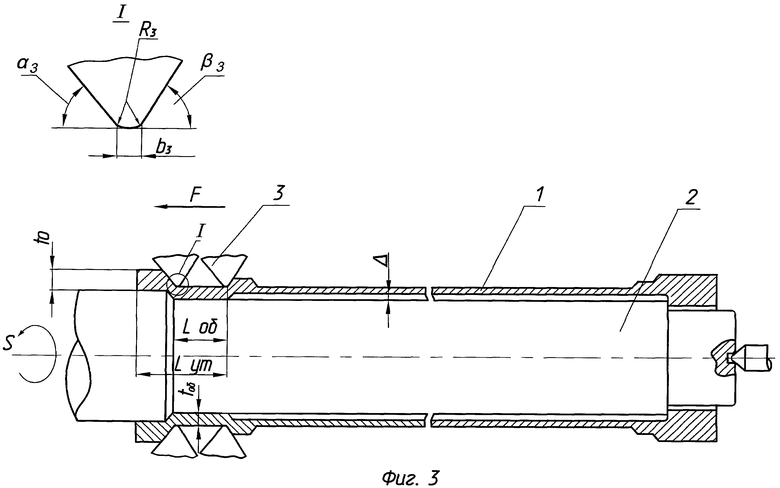
Сущность изобретения поясняется чертежом, где на фиг.1 изображена заготовка 1 в процессе ротационной вытяжки роликами 3 на оправке 2, на фиг.2 заготовка 1 в процессе выглаживания роликами 3 на оправке 2 с зазором Δ мм и на фиг.3 - в процессе обжима роликами 3 на оправке 2 с зазором Δ мм. Ролик 3 (фиг.1, вид I) выполнен профилем с передним углом α1°, радиусом при вершине R1 (мм) и задним углом β1°.
Ролик 3 (фиг.2, вид I) выполнен профилем с передним углом α2°, задним углом β2° с плоской вершиной длиной b2 (мм) и радиусом перехода вершины в переднюю и заднюю поверхности R2 (мм). Ролик 3 (фиг.3, вид I) выполнен профилем с передним углом α3°, задним углом β3° и с плоской вершиной длиной b3 и радиусом перехода R3 (мм).
На фиг.1, 2 и 3 изображены концевые утолщения длиной Lут (мм).
На фиг.3 изображено внутреннее утолщение длиной Lоб (мм).
Вышеописанный способ изготовления тонкостенных оболочек осуществляется следующим образом.
Исходную заготовку 1 (см. фиг.1), изготовленную из трубы путем резки ее на заготовки, механической обработки, термоупрочнения, подвергают механической обработке, обезжириванию в ваннах с содой кальцинированной, травлению в ваннах с серной кислотой, фосфатирования в ваннах с препаратом "Фоскон-5" (НК-11) или "Рускон-10" с добавкой нитрита натрия и омыливания в ваннах с мылом хозяйственным.
После этого осуществляют пластическое ротационное деформирование: 1) ротационную вытяжку (фиг.1) за 2 прохода; 2) ротационное выглаживание (фиг.2), и затем 3) ротационный обжим (фиг.3) с подачей F мм/мин и скоростью вращения S об/мин (мин-1).
Ротационную обработку осуществляют роликами 3 с различной конфигурацией профиля (фиг.1, 2, 3 вид I).
Ротационную вытяжку (фиг.1) осуществляют роликами с профилем, при котором передний угол - α1°, радиус при вершине R1 (мм) и задний угол β1°, за 2 прохода со степенью деформации на первом проходе, составляющей 0,6÷0,9 степени деформации на втором проходе (ε1%=(0,6÷0,9)ε2%).
На первом проходе получают стенку с толщиной t1 (мм), на втором t2 (мм) и концевое наружное утолщение длиной Lут (мм) и толщиной t0 (мм).
Ротационное выглаживание (фиг.2) осуществляют с величиной подачи на один оборот заготовки 1, в 1,5÷4,5 раза превышающей величину подачи на 1 оборот заготовки при ротационной вытяжке, то есть Fоб.2=(1,5÷4,5)Fоб.1, где Fоб.1 (мм) - величина подачи на один оборот заготовки при ротационной вытяжке, Fоб.2 (мм) - величина подачи на один оборот заготовки при ротационном выглаживании.
Ротационное выглаживание осуществляют роликами 3 с плоской вершиной профиля (фиг.2, вид I) длиной, превышающей в 2÷2,5 раза величину подачи на один оборот заготовки, то есть b2=(2÷2,5) Fоб.2, где b2 (мм) - длина плоской вершины профиля ролика, Fоб.2 (мм) - величина подачи на один оборот заготовки в процессе выглаживания, и с радиусом перехода плоской вершины в переднюю и заднюю поверхности профиля, равным 0,5÷0,8 радиуса вершины профиля при ротационной вытяжке, то есть R2=(0,5÷0,8)R1 (мм), и с передним углом профиля, равным 0,4÷0,7 величины переднего угла профиля роликов при ротационной вытяжке, то есть α2°=(0,4÷0,7)α1°.
При ротационном выглаживании концевые утолщения (см. фиг.2) оставляют без изменения - длиной Lут (мм) и толщиной t0 (мм).
После ротационной вытяжки (фиг.1) и ротационного выглаживания (фиг.2) выполняют ротационный обжим (фиг.3) на одной и той же оправке 3 (фиг.2 и фиг.3) с тем же зазором Δ (мм), что и при ротационном выглаживании между внутренней поверхностью заготовки 1 и оправкой 2, величиной не более исходной толщиной стенки t0 (мм), то есть Δ<t0 (мм), и с утонением стенки со степенью деформации не более 30%, то есть εоб<30%, а также с величиной подачи на один оборот заготовки равной 0,7÷0,9 величины подачи на один оборот при ротационной вытяжке, то есть Fоб.3=(0,7÷0,9)Fоб.1.
При ротационном обжиме используют ролики 3 (фиг.3, вид I) с плоской вершиной профиля длиной, превышающей в 3÷5 раз величину подачи на один оборот заготовки в процессе ротационного обжима, то есть b3=(3÷5)Fоб.3 (мм), и с передним углом α3° и задним углом β3°, соответственно равными переднему углу α1° и заднему углу β1° при ротационной вытяжке, то есть α3°=α1° и β3°=β1°.
При ротационном обжиме получают внутреннее концевое утолщение длиной Lоб (мм) и толщиной стенки tоб (мм) со степенью деформации не более 30%.
В конечной операции выполняют упругое деформирование внутренним гидравлическим давлением 250-270 кгс/см2 с выдержкой не менее 30 с.
Пример.
Заготовки из трубы ⌀133×13 конструкционной легированной стали (30ХМА, 12Х3ГНМФБА, 40Х, 20ХН4ФА) и др. после резки труб на мерные длины подвергают предварительной механической обработке по наружной и внутренней поверхности, затем упрочняющей термообработке закалкой и отпуском и, после чего, окончательной механической обработке и фосфатированию по режимам:
1) обезжиривание в ваннах с натром едким 20÷50 г/л, содой кальцинированной 20÷50 г/л, тринатрием фосфатом 30÷70 г/л, жидким стеклом 3÷10 г/л (10÷15 мин);
2) промывка в теплой воде при 40÷50°С (0,5÷1 мин);
3) травление в серной кислоте 120÷170 г/л с добавкой тиомочевины 0,1÷1,0 г/л, при 65÷85°С (30÷40 мин);
4) фосфатирование в ваннах препаратом "Фоскон-5" (НК-11) или "Рускон-10" с концентрацией 130÷170 г/л с добавкой нитрита натрия с концентрацией 0,2÷0,3 г/л при температуре 40÷60°С (15÷45 мин);
5) промывка в холодной воде 3÷5 кратным окупанием (0,5÷1 мин);
6) промывка в теплой воде при 40÷50°С 2÷5 кратным окупанием (0,5÷1,0 мин);
7) омыливание в ваннах с мылом хозяйственным 72% с концентрацией 110÷140 г/л при 30÷50°С (3÷5 мин);
8) промывка в горячей воде (2 мин) при 70÷90°С.
Затем заготовки с исходной толщиной t0=7,15 мм подвергают ротационному пластическому деформированию ротационной вытяжкой, ротационному выглаживанию и ротационному обжиму.
1) Ротационную вытяжку выполняют за 2 прохода
а) 1 проход - со степенью деформации ε1=45%, t1=3,9 мм,
б) 2 проход - со степенью деформации ε2=60%, t2=1,7 мм;
с величиной подачи на один оборот заготовки на каждом проходе, Fоб.1=1 мм и с наружным концевым утолщением длиной Lут=75 мм с толщиной стенки t0=7,15 мм (см. фиг.1).
Профиль ролика при ротационной вытяжке выполнен с радиусом вершины R1=6 мм, передним углом α1=30° и степень деформации на первом проходе ротационной вытяжки составляет 0,75 степени деформации на втором проходе,
 , что соответствует формуле изобретения (ε1=(0,6÷0,9)ε2 по формуле изобретения).
, что соответствует формуле изобретения (ε1=(0,6÷0,9)ε2 по формуле изобретения).
Ротационное выглаживание заготовок по наружной поверхности (см. фиг.2) выполняют с величиной подачи на один оборот заготовки, Fоб.2=3,5÷4,0 мм, превышающей в 3,5÷4,0 раза величину подачи на один оборот заготовки при ротационной вытяжке, (Fоб.1=1 мм), что соответствует формуле изобретения (Fоб.2=(1,5÷4,5)Fоб.1 по формуле изобретения).
Ротационное выглаживание осуществляют роликами 3 (фиг.2, вид I) с плоской вершиной профиля длиной b2=8 мм, превышающей величину подачи на один оборот заготовки при выглаживании (Fоб.2=4 мм) в 2 раза величину подачи на один оборот заготовки (8/4=2,0), что соответствует формуле изобретения (b2=(2÷2,5)Fоб.2 по формуле изобретения).
Радиус R2 (см. фиг.2, вид I) - радиус перехода плоской вершины в переднюю и заднюю поверхности профиля ролика ротационного выглаживания R2=4 мм, что составляет 0,67 радиуса вершины профиля при ротационной вытяжке, (R1=6 мм), что соответствует формуле изобретения (4/6=0,67), (R2=(0,5÷0,8)R1 - по формуле изобретения).
Передний угол профиля ролика выглаживания α2° (см. фиг.2, вид I) равен 15°, что составляет 0,5 величины переднего угла при ротационной вытяжке, равного α1=30° и соответствует формуле изобретения - α2=(0,4÷0,7)α1.
Ротационный обжим (см. фиг.3) выполняют на одной и той же оправке, что и при ротационном выглаживании (см. фиг.2) с зазором Δ, равным 3 мм, и не превышающим по величине исходную толщину стенки заготовки t0=7,15 мм, что соответствует формуле изобретения.
При ротационном обжиме получают внутреннее утолщение с толщиной tоб=5,75 мм и длиной Lоб=70 мм со степенью деформации по утонению стенки  ,
,
что менее 30% (в соответствии с формулой изобретения).
Ротационный обжим осуществляют с величиной подачи на один оборот заготовки Fоб.3=0,77 мм, что составляет 0,77 от величины подачи на один оборот заготовки при ротационной вытяжке, (Fоб.1=1 мм), что соответствует формуле изобретения - (Fоб.3=(0,7÷0,9)Fоб.1).
Профиль роликов при ротационном обжиме (фиг.3, вид I) выполнен с плоской вершиной длиной, равной b3=3 мм, что превышает в 3,9 раза величину подачи на один оборот заготовки при ротационном обжиме, равной Fоб.3=0.77 мм, что соответствует формуле изобретения (b3=3/0,77=3,9), (в 3÷5 раз по формуле изобретения).
Профиль роликов при ротационном обжиме (см. фиг.3, вид I) выполнен с передним углом α3°, равным 30°, и с задним углом β3°, равным 15°, что соответствует равенству переднего и заднего углов профиля роликов при ротационной вытяжке: α3°=α1°=30°, β3°=β1°=15° и это соответствует формуле изобретения.
В конечном итоге выполняют нагружение оболочек внутренним гидравлическим давлением 250÷270 кгс/см2 с выдержкой при этом давлении 30 с (не менее 30 с по формуле изобретения).
Выполнение способа в соответствии с изобретением обеспечивает за счет высокой устойчивости процесса формоизменения возможность изготовления тонкостенных высокопрочных оболочек из конструкционных легированных сталей: 30ХМА, 12Х3ГНМФБА, 40Х, 20ХН4ФА и др. с высоким качеством обрабатываемой поверхности и высокой точностью геометрических размеров.
Изобретение может быть использовано при производстве различных оболочек, работающих под внутренним и внешним давлением.
Указанный положительный эффект подтвержден испытаниями опытных партий оболочек, изготовленных по данному способу.
В настоящее время разработана техническая документация, проведены испытания и намечено серийное производство продукции по предложенному способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2013 |
|
RU2538792C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2006 |
|
RU2343034C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ПЕРИОДИЧЕСКИМ ПРОФИЛЕМ БОЛЬШОГО ДИАМЕТРА | 2009 |
|
RU2426618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННОЙ ВЫТЯЖКОЙ ТОНКОСТЕННЫХ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2012 |
|
RU2502576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
Изобретение относится к области обработки металлов давлением, а именно к изготовлению тонкостенных высокопрочных оболочек из конструкционных легированных сталей. Способ включает резку труб на заготовки, механическую, термоупрочняющую и ротационную обработки. Заготовки после термоупрочнения подвергают механической обработке, фосфатированию, пластическому ротационному деформированию вытяжкой за один или несколько проходов, ротационному выглаживанию обработанной поверхности и ротационному обжиму концевых участков. Затем подвергают упругому деформированию внутренним гидравлическим давлением. Ротационную вытяжку, ротационное выглаживание и ротационный обжим осуществляют роликами с различной конфигурацией профиля. Ротационное выглаживание и ротационный обжим осуществляют с одинаковым зазором между внутренней поверхностью заготовки и оправкой. В результате обеспечивается повышение конструктивной прочности деталей и снижение расхода металла. 13 з.п. ф-лы, 3 ил.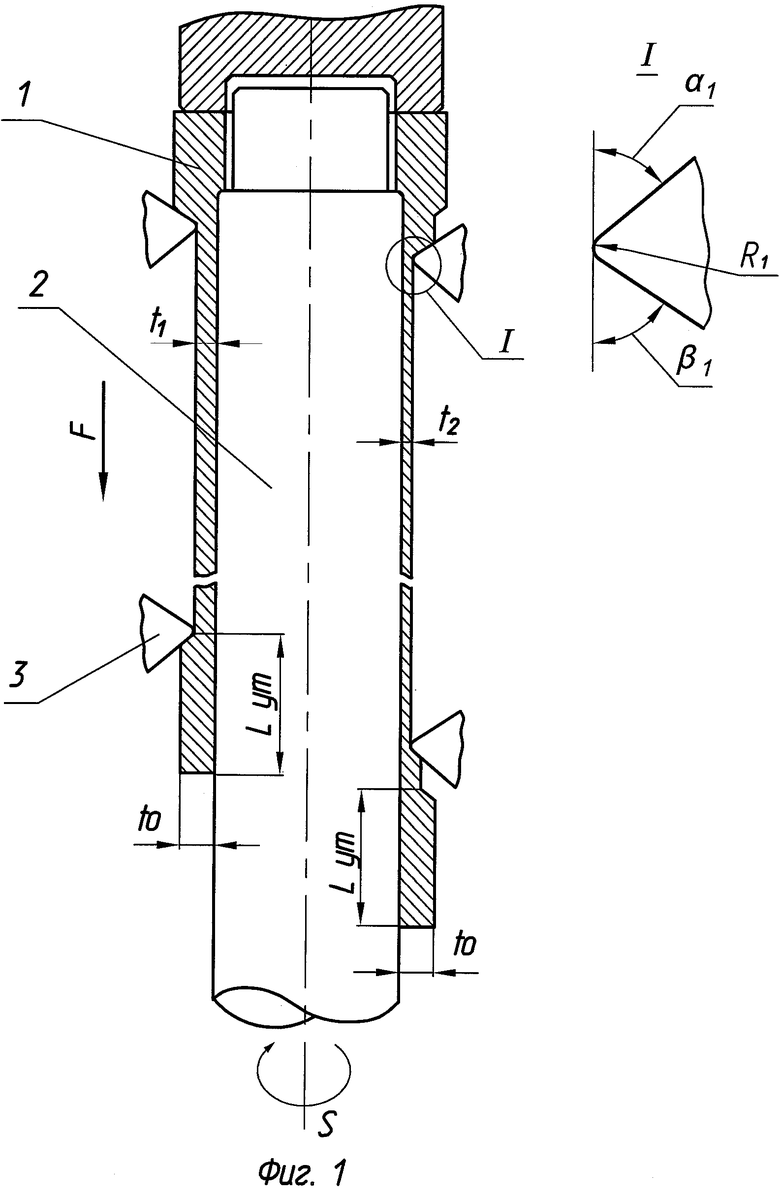
1. Способ изготовления тонкостенных оболочек, включающий резку труб на заготовки, механическую, термоупрочняющую и ротационную обработки, отличающийся тем, что заготовки после термоупрочнения подвергают механической обработке, фосфатированию, пластическому ротационному деформированию вытяжкой за один или несколько проходов, ротационному выглаживанию обработанной поверхности и ротационному обжиму концевых участков, затем упругому деформированию внутренним гидравлическим давлением, при этом ротационную вытяжку, ротационное выглаживание и ротационный обжим осуществляют роликами с различной конфигурацией профиля, а ротационное выглаживание и ротационный обжим - с одинаковым зазором между внутренней поверхностью заготовки и оправкой.
2. Способ по п.1, отличающийся тем, что перед фосфатированием заготовок осуществляют обезжиривание в ваннах с содой кальцинированной, травление в ваннах с серной кислотой, а фосфатирование проводят в ваннах с преператом "Фоскон 5" (НК-11) с концентрацией 130÷170 г/л с добавкой нитрита натрия с концентрацией 0,2÷0,3 г/л при температуре 40÷60°С с последующим омыливанием в ваннах с мылом хозяйственным.
3. Способ по п.1, отличающийся тем, что степень деформации на первом проходе ротационной вытяжки задают в пределах 0,6÷0,9 степени деформации на последующем проходе.
4. Способ по п.1, отличающийся тем, что ротационное выглаживание осуществляют с величиной подачи на 1 оборот заготовки, в 1,5÷4,5 раза превышающей величину подачи на 1 оборот при ротационной вытяжке.
5. Способ по п.1, отличающийся тем, что ротационное выглаживание осуществляют роликами с плоской вершиной профиля длиной, превышающей в 2÷2,5 раза величину осевой подачи на один оборот заготовки.
6. Способ по п.1, отличающийся тем, что ротационное выглаживание осуществляют роликами с радиусом перехода плоской вершины в переднюю и заднюю поверхности профиля, равным 0,5÷0,8 радиуса вершины профиля роликов при ротационной вытяжке.
7. Способ по п.1, отличающийся тем, что ротационное выглаживание осуществляют роликами с передним углом профиля, равным 0,4÷0,7 величины переднего угла профиля роликов при ротационной вытяжке.
8. Способ по п.1, отличающийся тем, что ротационные выглаживание и обжим осуществляют на одной и той же оправке.
9. Способ по п.1, отличающийся тем, что ротационные выглаживание и обжим осуществляют с зазором между внутренней поверхностью заготовки и оправкой величиной не более исходной толщины стенки заготовки.
10. Способ по п.1, отличающийся тем, что ротационный обжим осуществляют с утонением стенки со степенью деформации не более 30%.
11. Способ по п.1, отличающийся тем, что ротационный обжим осуществляют с величиной подачи на 1 оборот заготовки, равной 0,70÷0,9 величины подачи на один оборот заготовки при ротационной вытяжке.
12. Способ по п.1, отличающийся тем, что ротационный обжим осуществляют роликами с плоской вершиной профиля длиной, превышающей в 3÷5 раз величину подачи на один оборот заготовки.
13. Способ по п.1, отличающийся тем, что ротационный обжим осуществляют роликами с передним и задним углами, равными, соответственно, переднему и заднему углам профиля роликов при ротационной вытяжке.
14. Способ по п.1, отличающийся тем, что упругое деформирование осуществляют внутренним гидравлическим давлением 250÷270 кГс/см2 с выдержкой при этом давлении не менее 30 с.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ, РАБОТАЮЩИХ ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ | 1991 |
|
RU2009215C1 |
| Способ изготовления тонкостенных оболочек | 1986 |
|
SU1465152A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2006 |
|
RU2343034C2 |
| US 4176539 A, 04.12.1979. | |||

