1
Изобретение относится к производ ству электрических машин постоянног тока с беспазрвым якорем и может быть использовано в электромашиностроении.
Цель изобретения - расширение тенологических возможностей за счет изготовления обмотки с тремя и боле слоями.
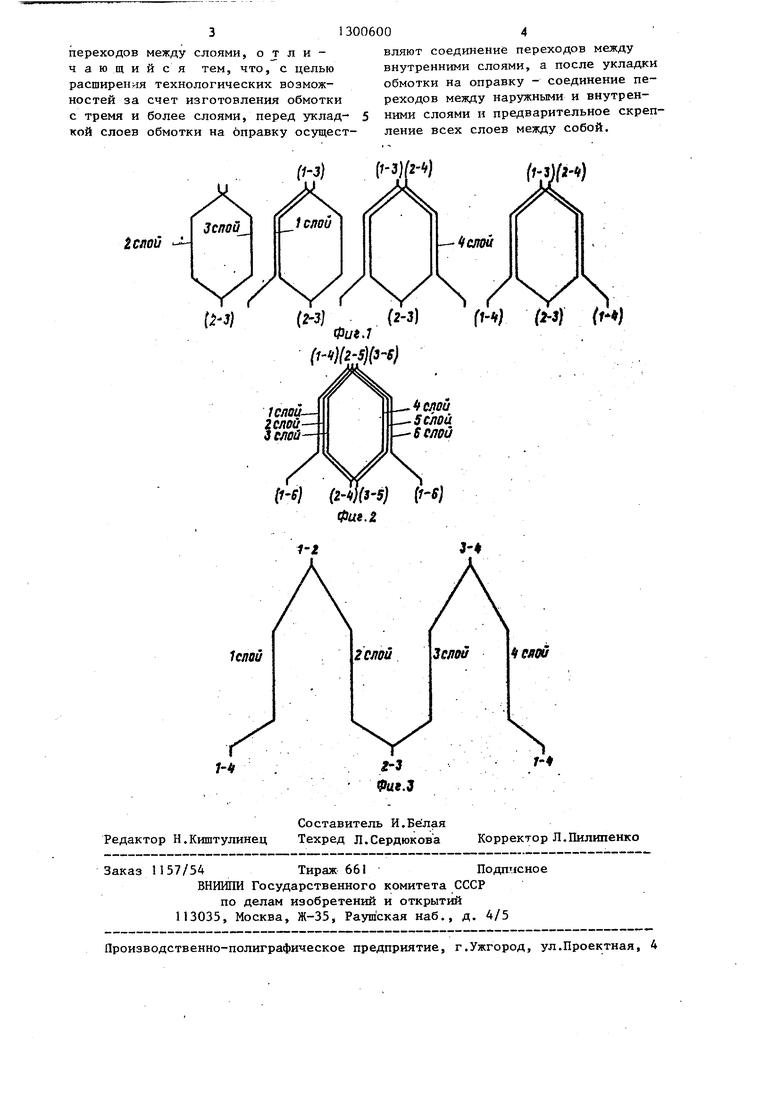
На фиг Л показана последовательность соединения полусекций 4-слой- ной обмотки; на фиг.2 - секция 6- слойной обмотки; на фиг.З - вариант выполнения многослойной обмотки в виде секций волновой обмЬтки. Изготовление многослойной обмотк полого цилиндрического якоря осуществляют следующим образом (фиг.
Сначала изготавливают печатную или штампованнзпо плоскую заготовку каждого слоя обмотки на тонкой гибкой изоляционной подложке. Многослойная обмотка может быть вьтолнен из сочетания секций волновой и петлевой обмотки. При этом наиболее .удобно вьшолнять слои в виде полусекций волновой обмотки, а внутренние - в виде полусекций петлевой обмотки. Возможно выполнять многослойную обмотку и в виде секций волновой обмотки (фиг.З). Затем на плоскости соединяют сваркой или пайкой переходы между внутренними слоями, при этом шаг по проводникам в зоне переходов вьшолняют для всех внутренних слоев, равным
ITDcp п
N где Dp - средний диаметр якоря,мм
п - число слоев;
N - число проводников якоря.
Затем укладьшают последовате)1ьно на оправку первый слой обмотки (наружный) , На него накладьшают предварительно соединенные на плоскости внутренние слои обмотки и последний наружный слой, после чего соединяют сваркой или пайкой переходы между наружными и внутренними слоями, и предварительно скрепляют все слои омотки между собой, например, лаком или клеем.
При соединении наружных слоев обмотки с внутренними на оправке шаг по переходам выбирают различным для Каждого слоя с учетом расположения каждого слоя на своем диаметре.
5
0
5
Затем удаляют оправку и окончательно скрепляют обмотку, например склейкой или пропиткой слоев обмотки компаундом с образованием жесткого полого якоря. Для повышения жесткости полый цилиндрический якорь можно снаружи бандажировать сте клянной нитью или лентой, обладающей высокой гигроскопичность. После этого подсоединяют обмотку к коллектору. Так как число проводников в каждом слое многослойной обмотки выбирают обычно максимальным исходя из возможности размещения, то в такой обмотке к коллектору целесообразно подключать не все слои из-за технологических ограничений по количеству коллектор- нбгх пластин. Так, например, в 4-слой- ной обмотке (фиг. 1,3) к коллектору достаточно подсоединить переход (1-4),, а в 6-слойной обмотке (фиг.2) переход (1 -6) .
Наиболее оптимальное число слоев обмотки - 4 слоя. В этом случае возможно увеличить мощность в тех же габаритах по сравнению с 2-слойной обмоткой примерно в 1,5 раза. Выполнение 6- иб-слойных обмоток технологически более сложно.
Использование предлагаемого способа изготовления обмотки полого цилиндрического якоря по сравнению с известными способами и прототипом позволяет получить многослойную бес- 5 каркасную обмотку для полого цилиндрического якоря и тем самым увеличить мощность электрической машины в тех же габаритах.
Как показывают расчеты, при заме- не двухслойной печатной обмотки на четырехслойную мощность может быть У1зеличена примерно в 1,5 раза, а маховой момент якоря из-за устранения опорного цилиндра уменьшается на 10 - 20 %.
Устранение опорного цилиндра по- вьш1ает быстродействие и улучшает теплоотдачу за счет увеличения по- вбгрхности охлаждения якоря.
Формула изобретения
Способ изготовления обмотки полого цилиндрического якоря электрической машины, заключающийся в изготовлении печатной или штампованной плоской заготовки каждого слоя обмотки, укладка слоев обмотки на оправку, скреплении слоев между собой и соединении
0
5
0
5
переходов между слоями, о т л и - ч а ю щ и и с я тем, что, с целью расширения технологических возможностей за счет изготовления обмотки с тремя и более слоями, перед уклад- 5 кой слоев обмотки на оправку осущест13006004
вляют соединение переходов между
внутренними слоями, а после уклад обмотки на оправку - соединение п реходов между наружными и внутрен ними слоями и предварительное скр ление всех слоев между собой.
(1-3}{1-3)МММ
/Ч УЧ УЧ УЧ
Золой
ICflOU
CJIW
V/vv V V v
(з) (2-3) r М ()
внутренними слоями, а после укладки обмотки на оправку - соединение переходов между наружными и внутренними слоями и предварительное скрепление всех слоев между собой.
CJIW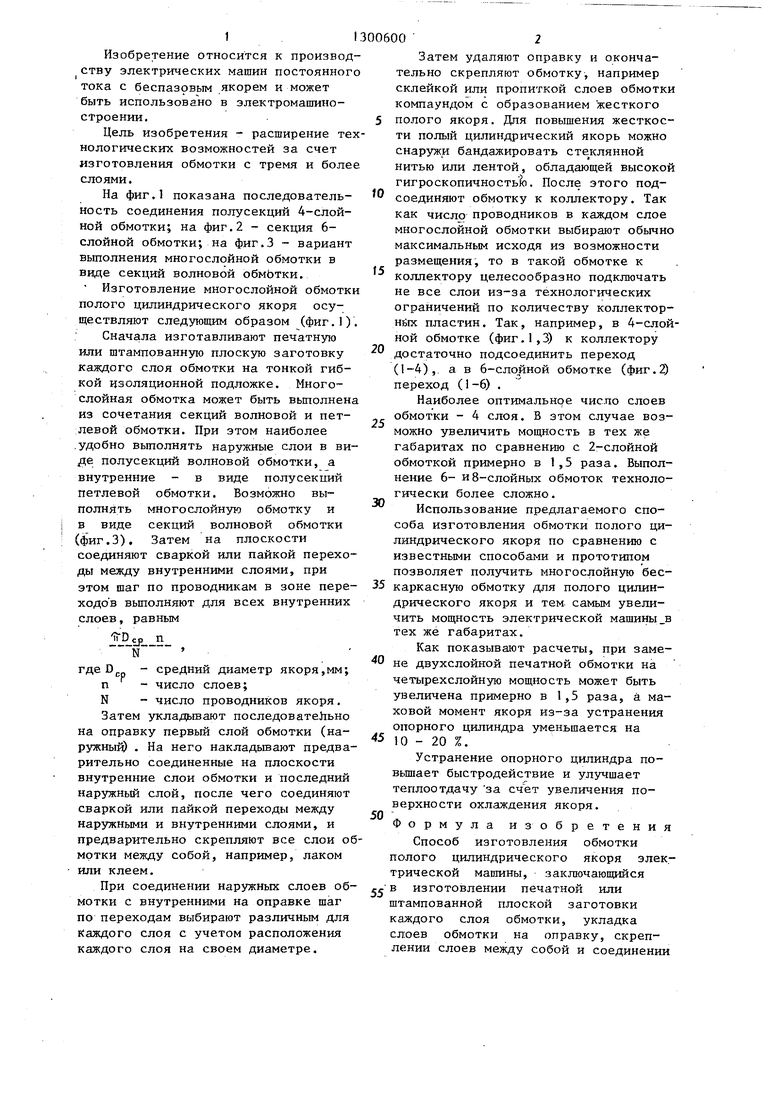
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Дисковый якорь | 1982 |
|
SU1117784A1 |
| Дисковый якорь многополюсного коллекторного электродвигателя постоянного тока | 1980 |
|
SU924799A1 |
| Машина постоянного тока | 1986 |
|
SU1458943A1 |
| СПОСОБ УКЛАДКИ СЛОЕВ ПОЛОГО ЯКОРЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2035079C1 |
| Якорь торцового электродвигателя постоянного тока | 1977 |
|
SU645237A1 |
| Якорь электрической машины постоянного тока | 1982 |
|
SU1056365A1 |
| Якорь электрической машины | 1988 |
|
SU1638766A1 |
| Электродвигатель постоянного тока с дисковым якорем | 1988 |
|
SU1599947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
Изобретение относится к производству электрических машин постоянного тока с безпазовым якорем и может быть использовано в электромашиностроении. Целью изобретения является расширение технологических возможностей за счет изготовления обмотки с тремя и более слоями. Перед укладкой слоев обмотки на оправку соединяют переходы между внутренними слоями, а после укладки обмотки на оправку соединяют переходы между наружнь1ми и внутренними слоями к , предварительное скрепление всех ело- . ев между собой. 3 ил. (О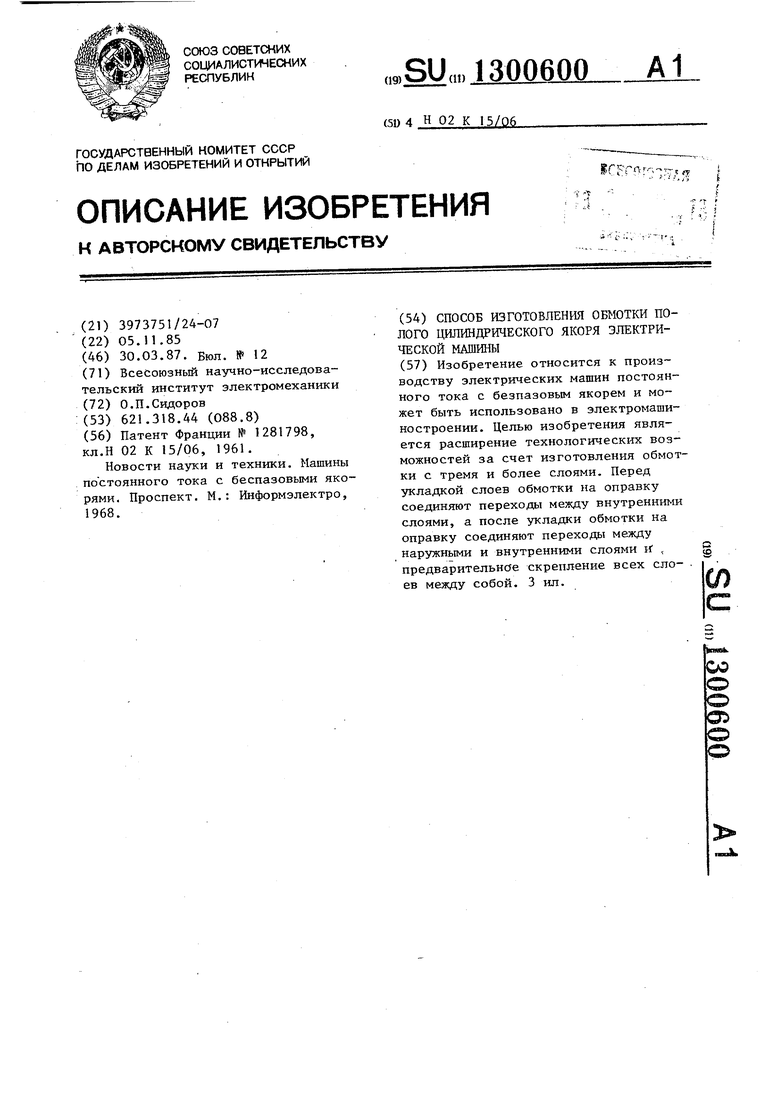
1-6 (2 ф 5) Фиг.г
fr-i)
1-г
J-
1слай
2 слой
Зсдоа
ея01/
;-4г
Н.Киштулинец
г-з
9U9.3
Составитель И.Белая Техред Л.Сердюков а
S
7-
Корректор Л.Пилипенко
Заказ 1157/54Тираж 661Подписное
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Торцовое уплотнение | 1985 |
|
SU1281798A1 |
| Новости науки и техники | |||
| Машины по стоянного тока с беспазовыми якорями | |||
| Проспект | |||
| М.: Информэлектро, 1968. | |||
