Изобретение относится к прокатному производству и может быть использовано при профилировании валков лис товых станов.
Цель изобретения - улучшение плос костности прокатываемых и увеличение срока службы среднего валка.
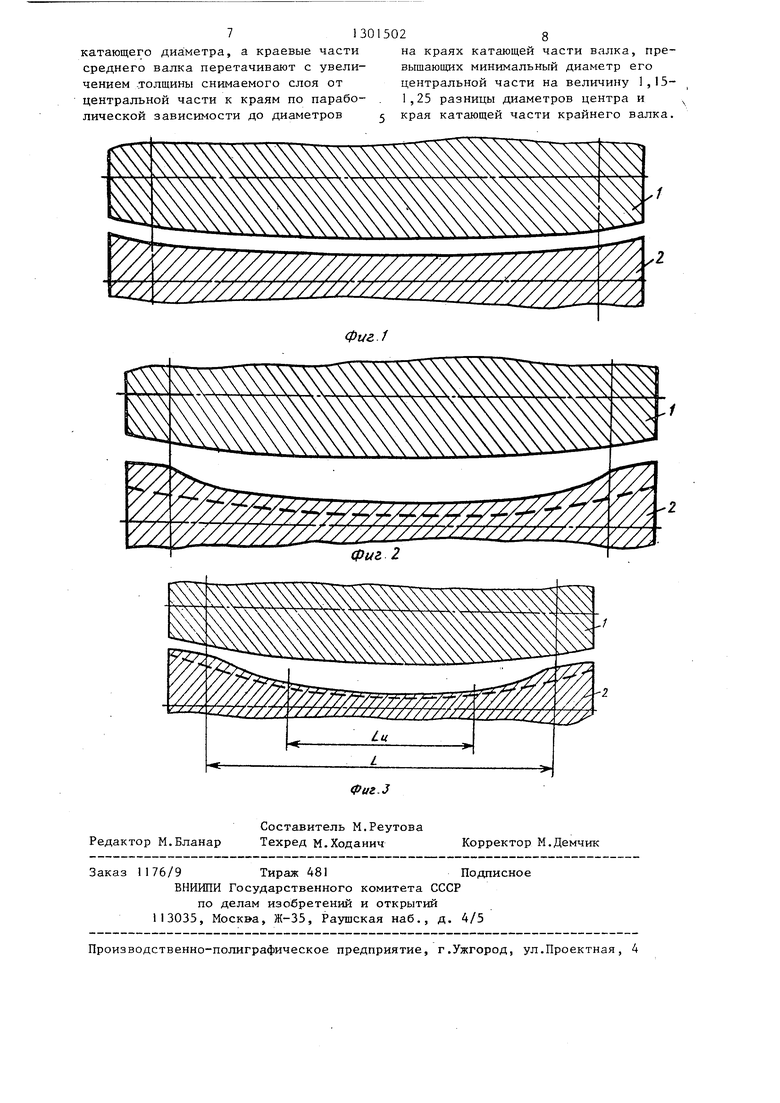
На фиг. Г и 2 изобраясены крайние и средние валки в различные этапы кампании среднего валка при профилировке, разрез; согласно известному способу, разрез; на фиг.З - крайний и средний валки перед вьшалкой среднего валка для переточки и предлагаемая профилировка среднего валка (штриховой линией), разрез.
Профили неизношенных крайнего 1 и среднего 2 валков перед завалкой их в клеть изображены на фиг.1, на фиг.2 показан выработанный до максимально допустимого значения средний валок 2 в сочетании с крайним вал
ком 1, штриховой линией обозначена образующая, по которой профилируют средний валок по известному способу. На катающей части среднего валка длиной L имеется неравномерньш по его длине участок износа. Центральный участок Ьц среднего валка перетачивают на глубину 0,00010-0,00012 максимального катающего диаметра валка.
Пример. После Еъшалки среднего валка диаметром 540 мм чистовой клети трио толстолистоЕюго стана 2350 его центральную часть длиной 950 мм (что составляет 0,63-0,48 от длины его рабочей части при сортаменте листов 1500-2000 мм) подвергают переточке на глубину 0,06 мм (что составляет 0,00011 диаметра среднего валка). Краевые части пере тачивают с увеличением толщины снимаемого слоя по параболической зависимости от центральной части к краям валка. Минимальный диаметр центральной части среднего валка составляет 538,42 мм, а диаметр краев катающей части 538,90 мм. Разница диаметров равна 0,48 мм, что составляет 1,21 разницы диаметров середины (848,66мм и края (848,27 мм) катающей части верхнего (нижнего) крайнего валка. Переточка краевых частей среднего валка с увеличением толщины снимаемого слоя от центральной части валка к краям обеспечивает получение
валка, у которого твердость поверх
костного слоя краевых частей уменьшается от центральной части (длиной 950 мм) к краям катающей части и составляет на центральной части 65HS, а на краях катающей части 56 HS.
При шлифовке центральной части среднего валка длиной менее 0,45 или более 0,70 длины его катающей части на глубину 0,00010-0,00012 диаметра валка и переточке краевых частей с увеличением толщины снимаемого слоя от центральной части к краям по параболической зависимости до диаметров на краях, соответствующих указанным размерам, ухудшается плоскостность готовых листов и уменьшается выход проката повьшгенной плоскостности. В табл.1 представлены данные, показывающие зависимость плоскостности готовых листов от длины центральной части валка, подвергаемой шлифовке на глубину 0,00010-0,00012 максимального катающего диаметра валка.
Таблица 1
При переточке центральной части валка длиной 0,45-0,70 от длины его катающей части на глубину менее 0,00010 максимального катающего диаметра валка на поверхности готовых
Для удобства сравнения срок службы среднего валка от переточки до переточки при варианте 5 принят за 100 %. В этом варианте разница между диаметрами края и середины среднего
валка равна раЭнице диаметров середины и края крайнего валка, т.е. профилировка среднего валка осуществлена по известному способу.
По сравнению с известным, предлагаемый способ позволяет увеличить . срок службы среднего валка от переточки до переточки на 28,0-31,9 %.
При увеличении толшдны снимаемого слоя от центральной части среднего валка к его краям до диаметров на краях катающей части среднего валка, превьщ1ающих минимальный диаметр центральной части на величину более 1,25 разницы диаметров центра и края катающей части крайнего валка, ухуд- . шается плоскостность готовых листов и уменьшается доля готовых листов с высокой плоскостностью, прокатанных за одну кампа нию работы среднего валка от переточки до переточки. В табл.5 представлены данные, показывающие долю листов с высокой плес- . костностью в зависимости от диаметра края катающей части среднего валка.
Таблица 5
В качестве сравнения в табл.5 приведен вариант 1, когда разница диаметров края и середины среднего вал- 55 ка равна разнице диаметров середины и края крайнего валка.
Валок, профилированный по предлагаемому способу, в сочетании с край
f
0
5
5
ним валком имеет не плотный по всей катающей части контакт. В результате этого в начальный период прокатки на таких валках обеспечивается получение листов с некоторой поперечной разнотолщинностью, не выводящей листы за пределы минусовых допусков по толщине. При этом в начальньй период прокатки максимальной выработке подвержены краевые части среднего валка, так как они имеют поверхностный слой, твердость которого меньше твердости центральной части валка, причем степень износа на краевых частях увеличивается от центральной части к краям валка. Одновременно происходит уплотнение поверхностного слоя краевых частей среднего валка и твердость их поверхностного слоя выравнивается с твердостью поверхностного слоя центральной части валка. После выравнивания величины твердости поверхностного слоя среднего валка по всей его катающей длине износ валка приобретает характер, аналогичный износу при известном способе профилирования валка. Таким образом, продолжительность работы среднего валка от переточки до переточки увеличивается.
Предлагаемый способ по сравнению с известным позволяет увеличить выход листов с высокой плоскостностью на 37,9-38,7 % при одновременном увеличении срока службы среднего валка от переточки до переточки на 28,0- 31,9 %. Кроме этого, вследствие уменьшения общей толщины снимаемого слоя с поверхности валка за одну его профилировку (переточку) уменьшается расход валков.
Формула изобретения
Способ профилирования валков клети трио, включающий периодическую переточку среднего валка от вогнутой формы до цилиндр1 ческой и далее до выпуклой, о тличающий с я тем, что, с целью улучшения плоскостности прокатьшаемых листов и увеличения срока службы среднего валка, .при периодических переточках от вогнутой формы до цилиндрической, переточку центральной части вогнутого среднего валка длиной 0,45-0,70 его катающей части производят на глубину 0,00010-0,00012 его максимального
713015028
катающего диаметра, а краевые части на краях катающей части валка, пре- среднего валка перетачивают с увели- вышающих минимальный диаметр его чением -толщины снимаемого слоя от центральной части на величину 1,15- центральной части к краям по парабо- . 1,25 разницы диаметров центра и лической зависимости до диаметров края катающей части крайнего валка.
У///////97//У
г
Z/ZZZZZZ
VZZ/7/
Фиг.
Редактор М.Бланар
Фиг-3
Составитель М.Реутова Техред М.Ходанич
Заказ 1176/9 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор М.Демчик
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования валков прокатного стана | 1978 |
|
SU910244A1 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
| Способ ремонта прокатных валков | 2023 |
|
RU2811313C1 |
| Валковый узел многовалкового стана | 1982 |
|
SU1068188A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СТАНА КВАРТО | 2015 |
|
RU2585594C1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 1999 |
|
RU2197343C2 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 2001 |
|
RU2188086C1 |
| Опорный валок листопрокатной клети кварто | 1987 |
|
SU1479152A1 |
Изобретение относится к прокатному производству и может быть использовано при профилировании валков листовых станов. Цель изобретения - улучшение плоскостности прокатываемых листов и увеличение срока службы валков. При периодических переточках среднего валка клети трио от вогнутой формы до цилиндрической центргль- ную часть валка длиной 0,45-0,70 длины его катающей части подвергают переточке на глубину 0,00010-0,00012 его максимального катающего диаметра, а краевые части перетачивают с увеличением толщины снимаемого слоя от центральной части к краям по параболической зависимости до диаметров на краях катающей части валка, превышающих минимальньш диаметр центральной части валка на величину, равную 1,15-1,25 разницы диаметров центра и края катающей части крайнего валка, что обеспечивает в начальный период прокатки максимальную выработку краевых частей среднего валка, твердость которых меньше твердости центральной части, одновременно происходит уплотнение поверхностного слоя краевых частей, т.е. выравнивание твердости поверхности валка. 5 табл., 3 ил. « (Л 00 о ел о ю
| Кугаенко М.Е | |||
| и др | |||
| Листопрокатное производство | |||
| М., 1962, с.335. |
