сзь ас
00 00
Изобретение относится к прокатному производству, а именно к конструкциям валковых узлов листовых многог валковых станов.
Известна конструкция валкового узла клетки кварто для прокатки по- 5 лос с соотношением ширины полосы к длине бочки опорного валка более ,76 с не менее, чем двумя коническими скосами по краям бочки, с переходом внутреннего скоса в цилиндри- 10 |чёскую бочку, причем переход внутр ннего скоса в цилиндрическую бочку расположен на рабочем участке поверх нЬсти опорного валка С.
Недостатком этого опорного валка 15 является сложность его профилирования.
Из.вестен также ваЛковый узел многовалкового стана, включающий рабочие валки, первые промежуточные профили- 20 рбванные валки, вторые промежуточные и опорные ролики, также профилиррванные. Пррвые промежуточные валки сйабжены коническими скосами по краям бочки. Всевалки валкового узла . 25 (кроме приводных валков, имеющих цилиндрическую форму для равномерной рередачи крутящего момента имеют сложную профилировку С21.
Недостаток такого (вГалкового узла П состоит в необходимости специального профилирования всех валков узла.
Наиболееблизким: по технической сущности и достигаемым результатам к (изобретению является валковый узел листового многовалкового стана, содержащий рабочие и опорные валки. Рабо чие валки имеют катающие центральные . участки бочки и оперты на опорные валки первого ряда, бочка которых имеет рабочий участок, диаметр кое 0 торого больше, чем концевые участки бочки. Длина бочки рабочего валка превышает длину рабочего участка бочки опорного валка. Валки установлены в подушках, снабженных гидроцилиндра-45 ми изгиба валков О1.
. Недостаток известного валкового узла состоит в том, что при соотношении катающего участка к длине бочки рабочего валка 0,60 - 0,66 необ- 50 ходимая профилировка валков обеспечивается посредством устройства противоизгиба.
Цель изобретения - повышение качества листов путем улучшения их с плоскостности при одновременном ynt)O щении профилирования валков.
Поставленная цель достигается тем. что в Валковом узле многовалкового стана, содержащем рабочие валки сцен- 60 тральными катающими учантками бочек, опертыми на опорные валки первого ряда, диаметр концевых частей которых меньше диаметра опорной части бочек, диаметр концевых частей ука- 65
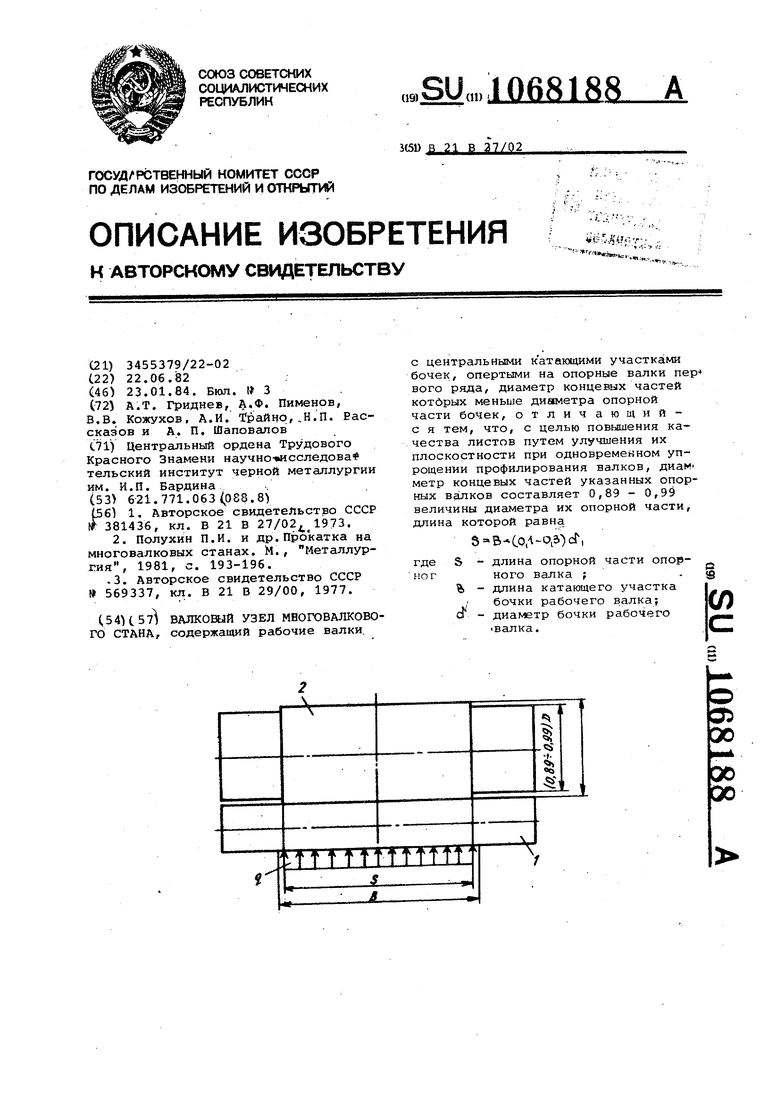
занных опорных валков составляет 0-,89-0,99 величины диаметра их опор-, ной части, длиНа которой равна S .,
где S - длина опорной части опорного валка В длина катающего участка
бочки рабочего валка; (и - диаметр бочки рабочего валка.
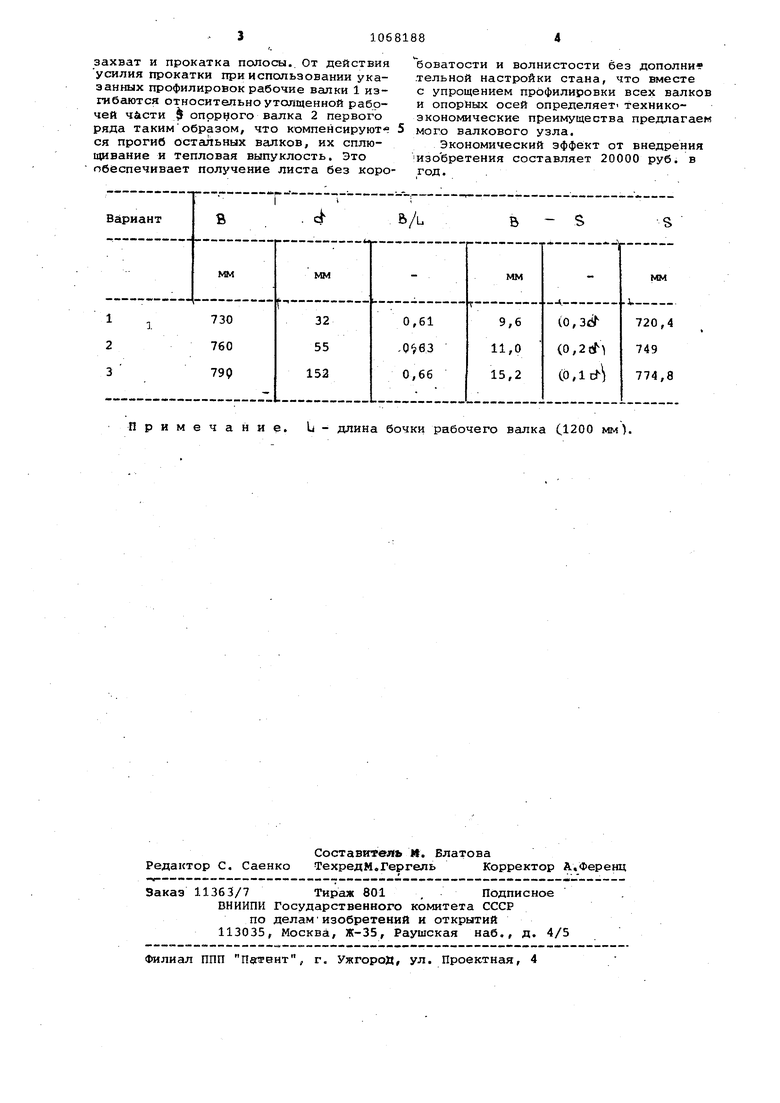
Сущность изобретения поясняется чертежом, где на- фигуре изображен рабочий валок 20-валкового стана, опертый на опорный валок первого ряда,
В валковый узел входит два рабочи валка 1, имеющих диаметр А . Рабочие валки 1 оперты на опорные валки 2 первого ряда, которые в свою очередь опершы На опорные валки второго ряда и на опорные оси . Рабочая Ссредняя) часть бочки опорного валка 2 первого ряда длиной имеет форму цилиндра с диаметромd . Длина бочки рабочего валка 1 превышает длину 5 Цилиндрические- концевые части опорного валка 2 равной длины имеют меньший диаметр, составляющий (О,89-0,99).D Рабочий валок 1 имеет катакхций участок бочки длиной В (равной ширине . прокатываемых листов), большей длины § рабочей части опорного валка 2 пер вого ряда на. величину (0,l-0,3)d.
Все валки предлагаемого валкового узла, а также опорные оси шлифованы на цилиндр. .
При величине диаметра концевых частей опорного валка более 0,99 его опорной части вследствие сплкнцивания и прогиба валков происходит защемлени.е кромок полосы,, концевые части валков в узле прижимаются друг к другу до положения в забой, что отрицательно скаэь1вается на плоскостность листов. Уменьшение диаметраг, концевых частей опорного валка менее 0,89 его опорной части повышает трудозатраты на шлифование валка, снижает его прочность, Но не влияя на плоскостность листов.
При разности ( S-fci Ojld происходит з§щемление кромок -полосы и. как следствие появляется волнистость а при () 0,3 - коробо ват ость когда средние участки по ширине листа деформируются больше чём у кромки.
Перед сборкой валкового узла все валки шлифуются на цилиндр. Концевые части опорных валков 2 первого ряда также имеют цилиндрическую форму, но их диаметр меньше диаметра опорной части.
В таблице приведены возможные соотношения размеров опорных валков первого ряда.
При вращении валка 2, прижатого к рабочему валку 1, осуществляется
захват и прокатка полосы.. От действия усилия прокатки при использовании указанных профилировок рабочие валки 1 изгибаются относительно утолщенной рабочей чисти опорного валка 2 первого ряда такимобразом, что компенсируют . ся прогиб остальных вгшков, их сплющивание и тепловая выпуклость. Это обеспечивает получение листа без коробоватости и волнистости без дополни .тельной настройки стана, что вместе с упрощением профилировки всех валков и опорйых осей определяет техникоэкономические преимущества предлагаем мого валкового узла.
Экономический эффект от внедрения изобретения составляет 20000 руб. в год.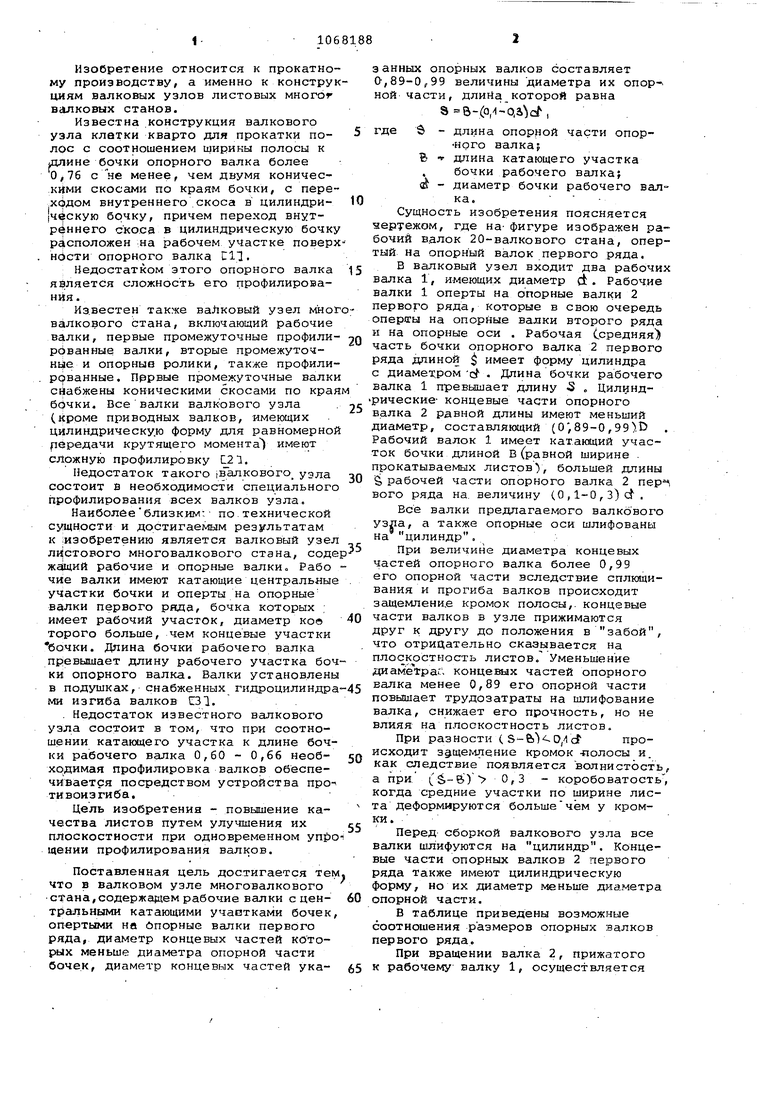
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый комплект многовалкового стана | 1988 |
|
SU1546185A1 |
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| Валковый узел многовалкового стана | 1990 |
|
SU1784309A1 |
| ЧЕТЫРЕХВАЛКОВЫЕ СИСТЕМЫ ДЛЯ КЛЕТЕЙ ЧИСТОВОЙ ГРУППЫ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1989 |
|
SU1591269A1 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1987 |
|
RU2011448C1 |
| Валковые узлы непрерывного прокатного стана | 1984 |
|
SU1174111A1 |
| Валковый узел | 1986 |
|
SU1405925A1 |
| Валковый узел | 1990 |
|
SU1782683A1 |
Примечание. U- длина бочки рабочего валка С1200 мм).
