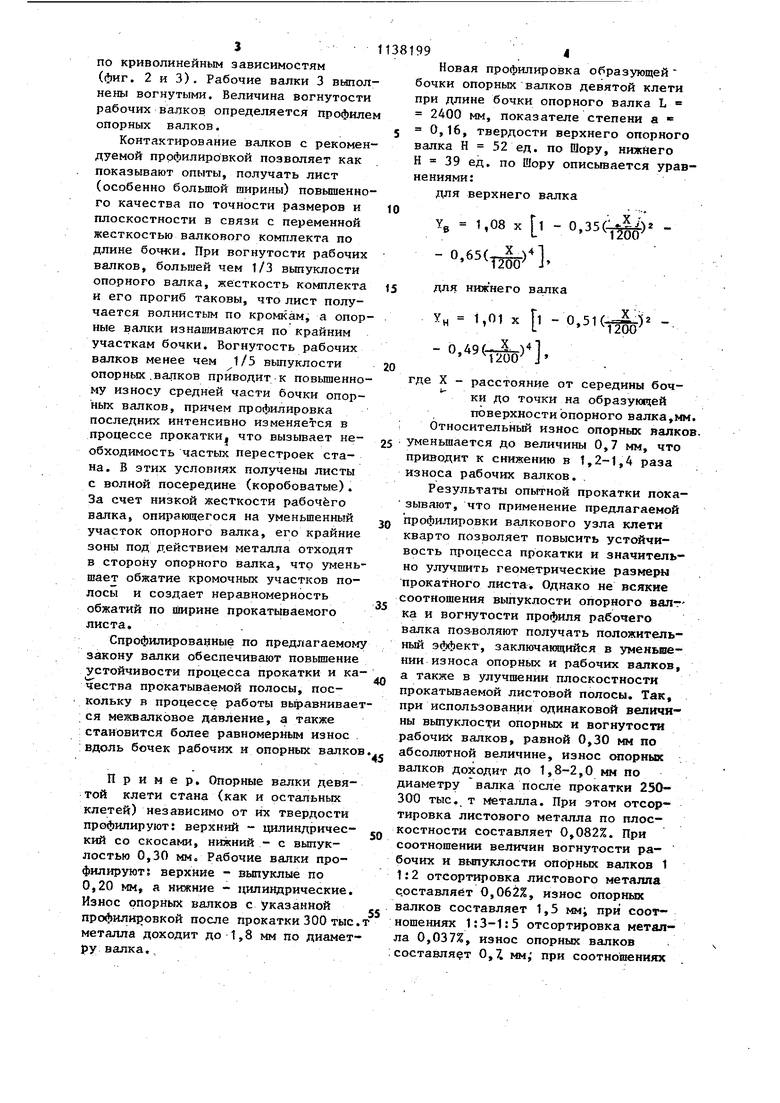
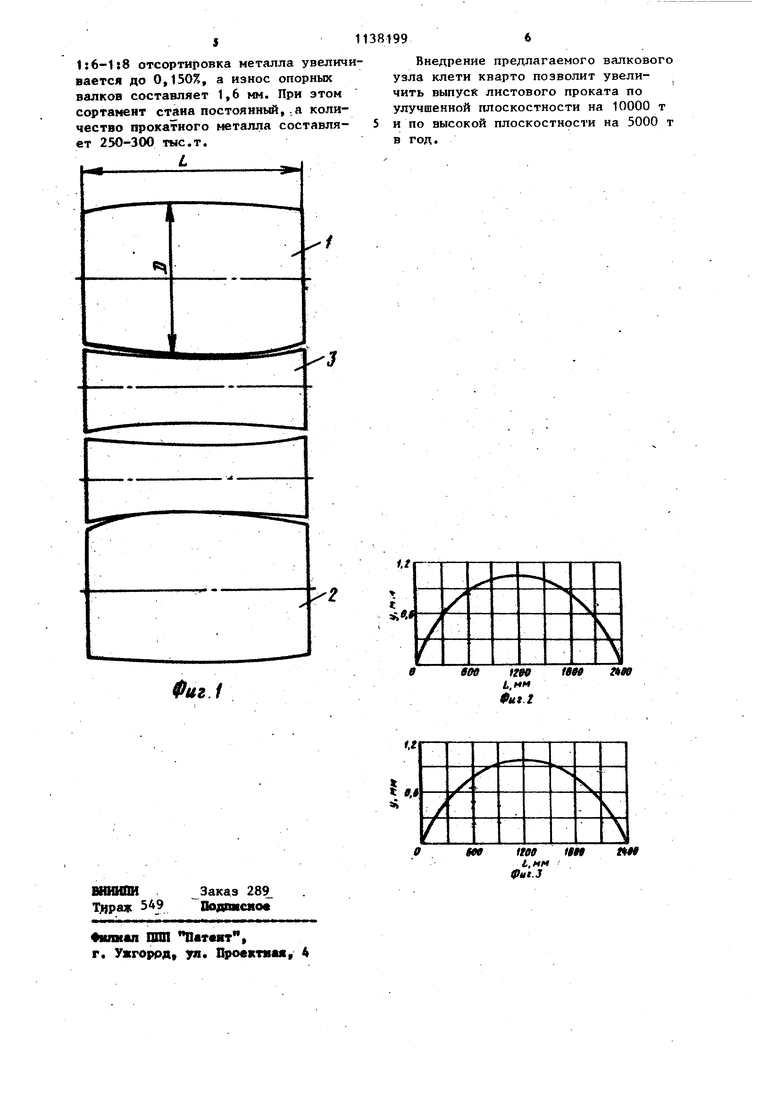
1 Изобретение относится к прокатному производству и может быть применено на пирокополосовых станах горячей прокатки. Известен прокатный валок, имеющий выпуклую и вогнутую образующие бочки , выполнению в. форме параболы, степень которой равна 3-6 LlJ. Недостатком данного валкового уэла является то, что такая профилировка комплекта валков сама по себе не позволяет достичь равномерного нежвалкрвого давления по всей длине бочки валка и, как следствие, не обеспечивает необходимой устойчивоети процесса прокатки листа. Известна профнпировка валков прокатного стана, где опорный валок выполнен с выпуклостью, зависящей от твердости согласно уравнению .С с1Рер где С - величина выпуклости, ммd - коэффициент упругого прогиба, опорного валка, мм/тJ - среднее полное давление прокатки, т; р - коэффициент с,вязи между изно сом валка и его твердостью, HS1 - твердость поверхности; бочки валка по Wopy, ед-, k - показатель степени 2J. ; В указанных валковых комплектах не учитывается при профилировании форма образующей опорного валка, которая зависит от твердости, различные условия эксплуатации верхних или нижних валков, а также взаимосвязь меяету прочтем опорных и рабо чих валков. Износ опорных валков в существенной мере определяется их твердостью. Причем форма образуннцей получаюцаяся в процессе износа опор ного валка также определяется твер- достью валка. Наиболее близким к предлагаемому является валковый узел клети кварто содержащий опорные валки с выпуклой образующей бочки и рабочие валки с вогнутой образующей бочки СзЗПо мере износа выпуклость и форм .образующей опорных валков изменяется, что вызывает необходимость изме нять форму образующей рабочих валков, устанавливаемых в клеть в пределах одной каьшании опорных вал ков. В процессе эксплуатации выпук99лость опорных валков вследствие износа уменьшается, что вызывает необходимость перестройки стана ввиду ухудшения условий контактирования валков в комплекте и, как следствие, снижает устойчивость процесса прокатки полосы, ухудшение параметров вьтускаемого листа. Кроме того, условия работы верхних и нижних рабочих и опорных валков клети кварто стана горячей прокатки неодинаковы. Это связано с тем, что охлаждение, а следовательно, температурные условия работы нижних валков значительно лучше, чем верхних, что приводит к их меньшему износу. : Цель - повьшение устойчивости процесса прокатки и улучшение тем самым качества проката. Поставленная цель до.стигается тем, что в валковом узле клети кварто, содержащем, опорные валки с вьтуклой образующей бочки и рабочие валки с вогнутой образующей бочки, образующая опорных валков выполнена криволинейной в соответствии с уравнением /1 id-fe-a f /9 Z Чт) КЧтМХт). где L - длина бочки опорного валка,, а - показатель степени, учитывающий тип стана; b - коэффициент, учитывающий положение валка в клети, для верхнего валка b 0,37, для нижнего валка b 0,66; Q - показатель, учитываюсщй алия ние твердости опорного валка ( Q 0,0125Н - 0,25); Н - твердость опорного валка ед.по Иору; X - расстояние от середины бочки до точки на образующей поверхности опорного валка, мм, а величина вогнутости рабочих валков составляет 1:3-1:5 к соответствующим ординатам профиля опорных валков. На г. 1 показан валковый узел клети кварто; на фиг. 2 профилировка верхнего опорного валка; на фиг. 3 - профилировка .нижнего опорного вапка. В валковом узле, состоящем из двух опорных и двух рабочих валков, исходная профилировка верхнего 1 и нижнего 2 опорных валков выполнена по криволинейным зависимостям (фиг. 2 и 3), Рабочие валки 3 выпол нены вогнутыми. Величина вогнутости рабочих валков определяется профиле опорных валков. Контактирование валков с рекомен дуемой профилировкой позволяет как показывают опыты, получать лист (особенно большой ширины) повышенно го качества по точности размеров и плоскостности в связи с переменной жесткостью валкового комплекта по длине бочки. При вогнутости рабочих валков, большей чем 1/3 вьшукпости опорного валка, жесткость комплекта и его прогиб таковы, что лист получается волнистым по кромкам, а опор ные валки изнашиваются по крайним участкам бочки. Вогнутость рабочих валков меиее чем 1/5 выпуклости опорных .валков приводит-к повьш1енно му износу средней части бочки опорных валков, причем профилировка последних интенсивно изменяется в процессе прокаткИ| что вызывает необходимость частых перестроек стана. В этих условиях получеш листы с волной посередине (коробоватые). За счет низкой жесткости рабочего валка, опирающегося на уменьшенный участок опорного валка, его крайние зоны под действием металла отходят в сторону опорного валка, что умень шает обжатие кромочных участков полосы и создает неравномерность обжатий по ширине прокатываемого листа,. Спрофилированные по предлагаемом закону валки обеспечивают повьш1ение устойчивости процесса прокатки и ка чества прокатываемой полосы, поскольку в процессе работы вьфавнивае ся межвалковое давление, а также становится более равномерным износ :вдоль бочек рабочих и опорных валко Пример. Опорные валки девятой клети стана (как и остальных клетей) независимо от их твердости профилируют: верхний - цилиндрический со скосами, нижний - с выпуклостью 0,30 мм. Рабочие валки профилируют; верхние - выпуклые по 0,20 №1, а нижние - цилиндрические. Износ опорных валков с указанной профилировкой после прокатки 300 тыс металла доходит до 1,8 мм по диамет ру валка,, Новая профилировка образующей бочки опорных валков девятой клети при длине бочки опорного валка L 2400 мм, показателе степени а 0,16, твердости верхнего опорного валка Н 52 ед, по Шору, нижнего Н 39 ед. по Шору описьшается уравнениями:для верхнего валка Yg 1,08 X l - 0,35(1) -для нижнего валка Y, 1,01 X l - 0,51() -, - где X - расстояние от середины бочки до точки на образующей поверхности опорного валка,мм. Относительный износ опорных валков. уменьшается до величины 0,7 мм, что приводит к снижению в 1,2-1,4 раза износа рабочих валков. , Результаты опытной прокатки показывают, что применение предлагаемой профилировки валкового узла клети кварто позволяет повысить устойчивость процесса прокатки и значительно улучшить геометрические размеры прокатного листа. Однако не всякие соотношения вьтуклости опорного валт ка и вогнутости профиля рабочего валка позволяют получать положительный эффект, заключающийся в уменьшении износа опорных и рабочих валков, а также в улучшении плоскостности прокатьшаемой листовой полосы. Так, при использовании одинаковой величины вьтуклости опорных и вогнутости рабочих валков, равной 0,30 мм по абсолютной величине, износ опорных валков доходит до 1,8-2,0 мм по диаметру валка после прокатки 250300 тыс. т металла. При этом отсортировка листового металла по плоскостности составляет 0,082%. При соотношении величин вогнутости ра- бочих и выпуклости опорных валков 1 1:2 отсортировка листового металла с.оставляёт 0,062%, износ опорных валков составляет 1,5 мм; при соотношениях 1:3-1:5 отсортировка металла 0,037%, износ опорных валков составляет OjjJ, в, при соотношениях
1:6-1:8 отсортировка металла увеличивается до 0,150%, а износ опорных валков составляет 1,6 мм. При этом сортамент стана постоянный, ..а количество прокатного металла составляет 250-300 тыс.т. L
Внедрение предлагаемого валкового узла клети кварто позволит увеличить выпуск листового проката по улучшенной плоскостности на 10000 т и по высокой плоскостности на 5000 т в год.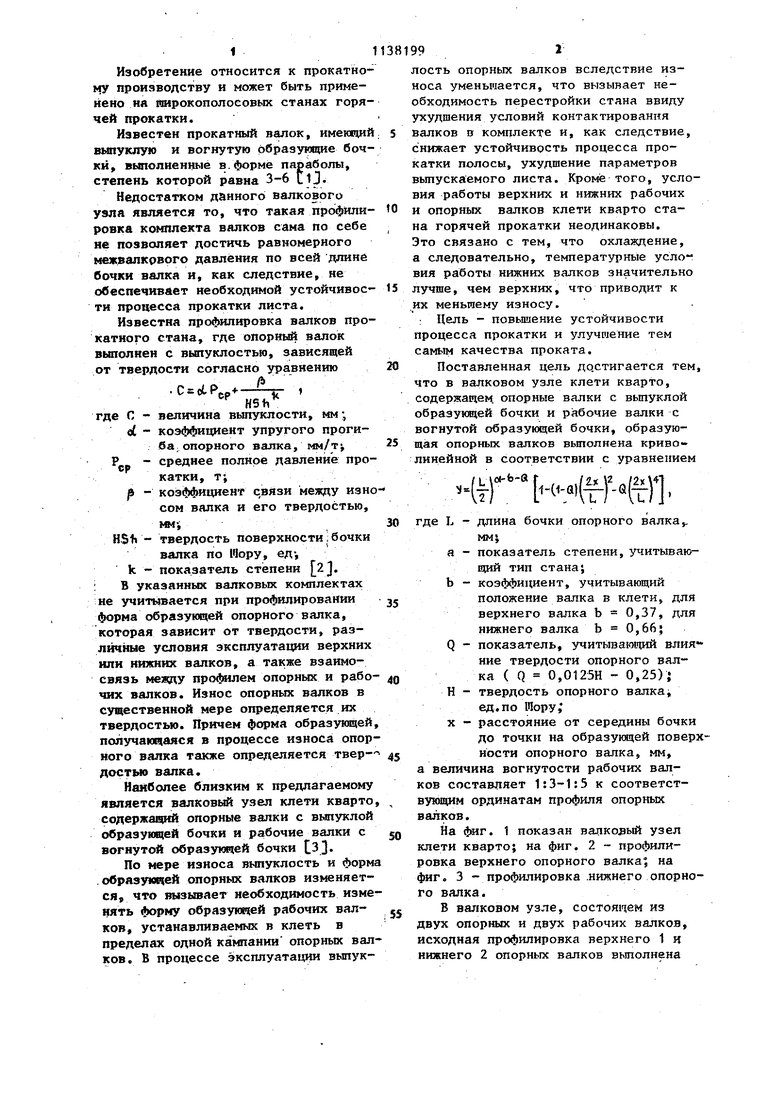
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| Валковый комплект кварто | 1988 |
|
SU1516155A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
| Валковый комплект кварто | 1984 |
|
SU1212640A1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| ЧЕТЫРЕХВАЛКОВЫЕ СИСТЕМЫ ДЛЯ КЛЕТЕЙ ЧИСТОВОЙ ГРУППЫ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1989 |
|
SU1591269A1 |
| Комплекты рабочих валков чистовой группы листового стана кварто и способ подготовки и эксплуатации комплектов рабочих валков чистовой группы листового стана кварто в течение кампании | 1989 |
|
SU1678473A1 |
ВАЛКОВЬЙ УЗЕЛ КЛЕТИ КВАРТО, содержащий опорные валки с выпуклой образуклчей бочки и рабочие валки с , вогнутой образукмчей бочки, отличающийся тем, что, с целью повышения устойчивости процесса прокатки и улучшения тем самым качества проката, образующая опорных валков выполнена в соответствии с уравнением л..«-ьз l - 
J
