Изобретение относится к области металлургии и может быть использовано в чистовых клетях трио Лаута при прокатке листовой стали. Известен способ прокатки листовой стали в клети трио Лаута с использованием валков переменного сечения (патент 2152277, 2000 г., 6 МКИ В 21 В 1/22). Недостатком этого способа являются возникновения осевых усилий, действующих на валки, для компенсации которых клеть должна быть оборудована специальным устройством для их восприятия.
Наиболее близким к заявляемому изобретению прототипом является способ прокатки листовой стали в клети трио Лаута, сущность которого заключается в том, что прокатка осуществляется в валках, выполненных с коническими участками в середине и на краях валков с противоположным направлением конусности средних и краевых участков каждого из валков, а также с противоположным направлением конусности участков на неприводном валке относительно конусности участков на приводных валках. За счет такого профилирования валков происходит взаимное уравновешивание возникающих осевых усилий на различных участках бочек валков. (Вестник горно-металлургической секции Российской академии естественных наук. Отделение металлургии: Сборник научн. трудов. Вып.9/ Сибирский государственный индустриальный университет. - Новокузнецк, 2000, - 198 c., c.84).
Недостатком прототипа является отсутствие осевых усилий на валки только при прокатке расчетной ширины листа, когда равны вертикальные проекции прокатной щели по участкам длины бочки (средней части и крайних частей), а при прокатке ширины листа меньшей или большей расчетной осевые усилия на валки неизбежны. Кроме того, не обеспечивается четкая фиксация положения среднего валка относительно верхнего или нижнего валков при прокатке, что отрицательно отражается на проведении процесса прокатки и качестве продукции.
Задача изобретения - ликвидация осевых усилий на валки при прокатке любой ширины листа и обеспечение четкой фиксации положения среднего валка относительно верхнего или нижнего при прокатке.
Технический результат при осуществлении изобретения характеризуется совокупностью от улучшения качества продукции, повышения производительности и облегчения условий труда за счет того, что при прокатке листов в клети трио Лаута, предусматривающей прокатку в верхнем и нижнем горизонтах валков с противоизгибом полосы по пропускам в валках переменного сечения с радиальной их регулировкой и изменением в процессе эксплуатации профилировки бочки среднего валка из-за износа валков при взаимном уравновешивании осевых усилий по участкам бочки валков, взаимное уравновешивание осевых усилий по участкам бочки валков при прокатке осуществляют вне зависимости от ширины прокатываемого листа за счет профилирования всех трех валков, выполненного симметричным на двух половинах валков относительно центральной вертикальной оси и состоящего для каждой половины из цилиндрического участка с края прокатываемой полосы, конических участков в средней части и в части, прилегающей к вертикальной оси валков, с противоположным направлением конусности средних и прилегающих к вертикальной оси участков каждого из валков, а также противоположным направлением конусности участков на неприводном валке относительно конусности соответствующих участков на приводных валках, при этом конусности средних участков неприводного валка выполнены двойными при следующих соотношениях параметров.
Д1-Д2=0,6-0,8 мм,
Lk =B/4,
d1-d0=0,2÷0,3 мм,
d0-d2=0,1÷0,2 мм,
lk1=lk2=Lk/2=lk3,
где Д1 и Д3 - диаметры крайних сечений конических участков средней части верхнего и нижнего валков, Д3 - диаметр по центральной вертикальной оси верхнего и нижнего валков, Lk, lk3 - протяженность конических участков средней и прилегающей к центральной части верхнею и нижнего валков, В - ширина прокатываемой полосы, d1, d0, d2 - диаметры крайних и среднего сечений конических участков средней части среднего валка, d3 - диаметр по центральной вертикальной оси среднего валка, lk1, lk2, lk3 - протяженность конических участков на бочке среднего валка.
При этом во время прокатки осуществляется центрирование среднего валка по отношению к верхнему или нижнему независимо от изменения в процессе эксплуатации его профилировки за счет равенства углов наклона (α) к вертикали образующих конусных поверхностей на участках, прилегающих к центральной вертикальной оси валков (lk3) на всех трех валках. При этом необходимо отметить, что выполненная двойная конусность средних участков левой и правой половины неприводного валка позволяет за счет уменьшения конусности по участкам следующих по очередности работы средних валков решать вопросы компенсации выработки приводных валков и сохранения устойчивого профиля.
Таким образом, заявляемый способ соответствует критерию "новизна".
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены и потому обеспечивают заявляемому техническому решению соответствие критерию "изобретательский уровень".
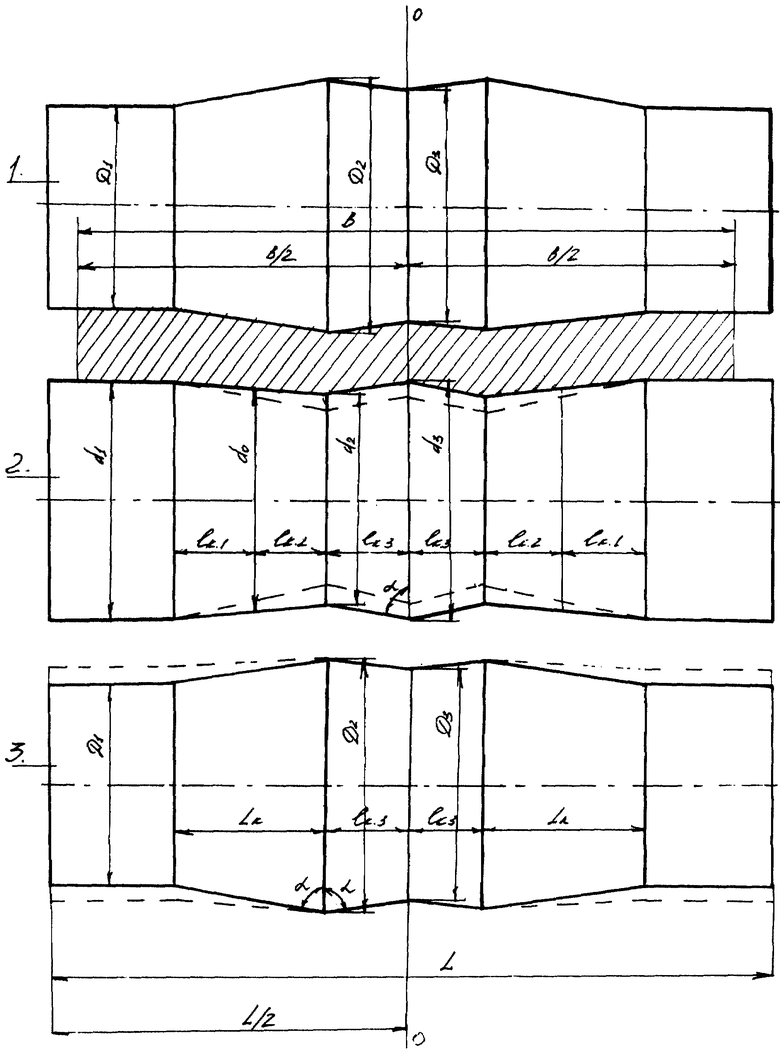
На чертеже схематично представлен предлагаемый способ прокатки листовой стали.
В клети трио Лаута применяются верхний, средний и нижний рабочие валки. Верхний и нижний (1 и 3) приводные, средний валок (2) - неприводной и при прокатке прижимается поочередно к верхнему или нижнему валкам.
На чертеже условно средний валок изображен без контакта с верхним или нижним валком, чтобы наглядно было видно формоизменение прокатываемой полосы изгибом при прокатке в верхнем (заштриховано) и нижнем горизонтах. Вертикальной линией О-О все три валка разделены на две половины - левую и правую. Одна половина является зеркальным отображением второй. Соответственно и раскат, прокатываемый на клети разделен относительно линии О-О на две равных половины с шириной каждой, равной В/2. Рассматривая одну половину валков (например, левую), видно, что средний валок имеет конусность в средней части, противоположно направленную приводным валкам; конусность двойная, о чем говорилось выше, в противоположность приводным валкам. Пунктиром на среднем валке отмечена его конфигурация в случае, если бы конусность на нем была одинаковая с верхним и нижним валками, показанными сплошными линиями. В центральной части валков конусность всех трех валков одинакова (за счет равенства углов α на участке ширины lk3). Кроме того, на приводных валках углы α равны между собой на участках длины бочки валка Lk, lk3. Это облегчает расточку валков на вальцешлифовальном станке ввиду своей постоянной величины на всех комплектах валков и позволяет центрировать средний валок относительно верхнего и нижнего валков при прокатке (показано пунктиром на нижнем валке), что обеспечивает улучшение устойчивости поведения раската при его деформации. По краям прокатываемой полосы все три валка имеют одинаковой ширины по длине бочки валка цилиндрические участки, что облегчает расточку валков и стабилизирует процесс прокатки. Следует отметить, что образующие конусности любого участка всех трех валков выполнены прямыми линиями, что позволяет выполнять их на обычных вальцешлифовальных станках. Из чертежа видно, что при прокатке любой ширины листа осевые усилия на валки, возникающие слева от линии О-О, взаимно уравновешиваются в правой части.
При таком исполнении и подготовке валков производится прокатка листовой стали.
В настоящее время проводится подготовка к прокатке по данному способу листа толщиной 4 мм.
Конкретный пример подготовки валков к прокатке листа толщиной 4 мм, шириной 1500 мм на стане трио Лаута 850/560•2150 нашего предприятия.
Валки клети трио Лаута будут подготовлены по следующим показателям:
Д2-850 мм, Lk=1600/4=400 мм,
где 1600 - ширина прокатываемого листа с боковой обрезью.
Д1=Д2-0,6=850-0,6=849,4 мм.
На основании равенства углов на большом валке
Средний валок
d1=560 мм; d0=d1-0,3=560-0,3=559,7 мм
d2=d0-0,2 мм=559,7-0,2=559,5 мм
Определяем значение d3
d3=d2+0,4=559,5+0,4=559,9 мм
Технологические показатели прокатки при этом окажутся следующими:
исходная сляба 120•700•1260 мм из стали 3пс нагревается в методической печи до температуры t= 1340oC и прокатывается в черновой клети дуо в 13 проходов до сечения 12•1600•~6000 мм.
Далее, с температурой t=1050-1150oС прокат осуществляется на клети трио Лаута в 7 проходов до сечения 4•1600•15000 мм, температура конца прокатки 720-760oС.
Как видно из чертежа (заштриховано), прокатываемая полоса (В) относительно центральной линии О-О разделяется на два равных участка (В/2).
На этих участках возникающие при прокатке осевые усилия на валки взаимно ликвидируют друг друга, поэтому для установки валков в осевом направлении вполне достаточными окажутся имеющиеся приспособления для этой цели и не потребуются какие-то специальные устройства, о чем было сказано выше.
Использование предлагаемого способа прокатки листовой стали обеспечивает по сравнению с существующим следующие преимущества:
1. Снижение поперечной разнотолщинности при прокатке, что сопровождается значительной экономией металла.
2. Снижение ударных нагрузок на главный привод при захвате полосы валками.
3. Ликвидация осевых усилий на валки, что позволит увеличить при необходимости величину их конусности и улучшить настройку полосы валками при прокатке.
4. Возможность увеличения абсолютного обжатия в последних пропусках при пониженной температуре металла и повышение за счет этого механических свойств листа, что особенно важно при прокатке легированного металла.
5. Возможность подготовки профиля валков на вальцешлифовальном станке обычной конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ В КЛЕТИ ТРИО ЛАУТА | 1999 |
|
RU2197343C2 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 1998 |
|
RU2152277C1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 2007 |
|
RU2344888C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2209125C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2221653C1 |
| СПОСОБ ПРОДОЛЬНОГО РАЗДЕЛЕНИЯ ПРОКАТА | 2001 |
|
RU2201816C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| СПОСОБ ПРОКАТКИ | 2001 |
|
RU2185903C1 |
| Валковый комплект многовалкового стана | 1988 |
|
SU1546185A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
Изобретение относится к области металлургии, конкретнее к прокатке листовой стали. Задачей изобретения является ликвидация осевых усилий на валки при прокатке любой ширины листа и обеспечение четкой фиксации положения среднего валка относительно верхнего или нижнего при прокатке. Способ включает использование валков переменного сечения с радиальной их регулировкой, с изменением в процессе эксплуатации профилировки бочки среднего валка из-за износа валков. Способ предусматривает прокатку в верхнем и нижнем горизонтах валков с противоизгибом полосы по пропускам при взаимном уравновешивании осевых усилий по участкам бочки валков. Взаимное уравновешивание осевых усилий по участкам бочки валков при прокатке осуществляют за счет профилирования трех валков, выполняя его симметричным на двух половинах валков относительно центральной вертикальной оси и состоящего для каждой половины из цилиндрического участка с края прокатываемой полосы конических участков в средней части, прилегающей к вертикальной оси валков, с противоположным направлением конусности средних и прилегающих к центральной вертикальной оси участков каждого из валков, а также противоположным направлением конусности участков на неприводном валке относительно конусности соответствующих участков на приводных валках, при этом конусность средних участков неприводного валка выполняют двойной. Во время прокатки осуществляют центрирование среднего валка по отношению к верхнему или нижнему независимо от изменения в процессе эксплуатации его профилировки за счет равенства углов наклона к вертикали (α) образующих конусных поверхностей на участках, прилегающих к центральной вертикальной оси валков. Изобретение обеспечивает возможность устранения осевых усилий на валки без каких-либо специальных устройство. 1 ил.
Способ прокатки листовой стали в клети трио Лаута, включающий использование валков переменного сечения с радиальной их регулировкой, с изменением в процессе эксплуатации профилировки бочки среднего валка из-за износа валков, предусматривающий прокатку в верхнем и нижнем горизонтах валков с противоизгибом полосы по пропускам при взаимном уравновешивании осевых усилий по участкам бочки валков, отличающийся тем, что взаимное уравновешивание осевых усилий по участкам бочки валков при прокатке осуществляют за счет профилирования трех валков, выполняя его симметричным на двух половинах валков относительно центральной вертикальной оси и состоящего для каждой половины из цилиндрического участка с края прокатываемой полосы, конических участков в средней части, прилегающей к вертикальной оси валков, с противоположным направлением конусности средних и прилегающих к центральной вертикальной оси участков каждого из валков, а также противоположным направлением конусности участков на неприводном валке относительно конусности соответствующих участков на приводных валках, при этом конусность средних участков неприводного валка выполняют двойной при следующих соотношениях параметров:
Д1-Д2=0,6-0,8 мм,
Lк=В/4,
d1-d0=0,2-0,3 мм,
d0-d2=0,1-0,2 мм,
lk1=lk2=Lk/2=lk3
где Д1 и Д2 - диаметры крайних сечений конических участков средней части верхнего и нижнего валков,
Lk, lk3 - протяженность конических участков средней и прилегающей к центральной оси частей верхнего и нижнего валков,
В - величина прокатываемой полосы,
d1, d2, d0 - диаметры крайних и среднего сечений конических участков средней части среднего валка,
lk1, lk2, lk3 - протяженность конических участков на бочке среднего валка,
при этом во время прокатки осуществляют центрирование среднего валка по отношению к верхнему или нижнему независимо от изменения в процессе эксплуатации его профилировки, за счет равенства углов наклона к вертикали (α) образующих конусных поверхностей на участках, прилегающих к центральной вертикальной оси валков.
| ВЕСТНИК ГОРНО-МЕТАЛЛУРГИЧЕСКОЙ СЕКЦИИ РОССИЙСКОЙ АКАДЕМИИ ЕСТЕСТВЕННЫХ НАУК | |||
| ОТДЕЛЕНИЕ МЕТАЛЛУРГИИ: СБОРНИК НАУЧН | |||
| ТРУДОВ | |||
| Вып | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| индустр | |||
| УНИВЕРСИТЕТ - Новокузнецк, 2000, с.84 | |||
| Способ прокатки полос на широкополосном стане и комплект валков широкополосного стана | 1986 |
|
SU1435333A1 |
| Прокатная клеть | 1987 |
|
SU1816235A3 |
| RU 99103894 С1, 27.12.2000 | |||
| СПОСОБ ПРОКАТКИ ЛИСТОВОЙ СТАЛИ | 1998 |
|
RU2152277C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС | 1992 |
|
RU2006299C1 |
| 0 |
|
SU173906A1 | |

