Изобретение относится к машиностроению, в частности к способам термической обработки штампов горячего деформирования, пресс-форм для литья под давлением, кокилей и т.п.
Целью изобретения является сокращение длительности обработки и энер- гетическ1их затрат при сохранении уровня износостойкости изделий.
Термоциклическая обработка поверх- ностной рабочей зоны изделия на глубину 2-5 мм, осуществляемая азотом с помощью спрейерного устройства, обеспечивает получение мартенситной структуры только в тонком поверхностном слое. При этом операции предварительной термообработки осуществляются непосредственно в камерной печи без переноса изделий из нагревательной камеры в охлаждающее устройство, что
позволяет сократить длительность обработки и энергетические затраты, при сохранении уровня износостойкости изделий.
Пример. Обработку по предла- гаемому способу осуществляют следующим образом: нагревают изделие до температуры закалки 1070,С, затем интенсивно охлаждают поверхность струей азота в течение 0,4-2 мин, что обес- печивает закалку поверхностного слоя на 2-5 мм, затем охлаждение азотом прекращают и температуру поверхности повышают до 580-620 С, прсле паузы 1 мин осуществляют повторное охлаж- дение поверхности до 50-100 С, далее щтамп вновь нагревают до 1070°С, и цикл поверхностной обработки повторяется. Окончательная обработка по
предлагаемому способу состоит из закалки с 1070°С в масло и отпуска при 590°С в течение 2ч.
Обработка по известному способу состоит из двух- или трехкратной закалки в масло с 1070°С с промежуточными отпусками при 600 С в течение 1 ч. Окончательньш отпуск проводится при 590 С в течение 2 ч.
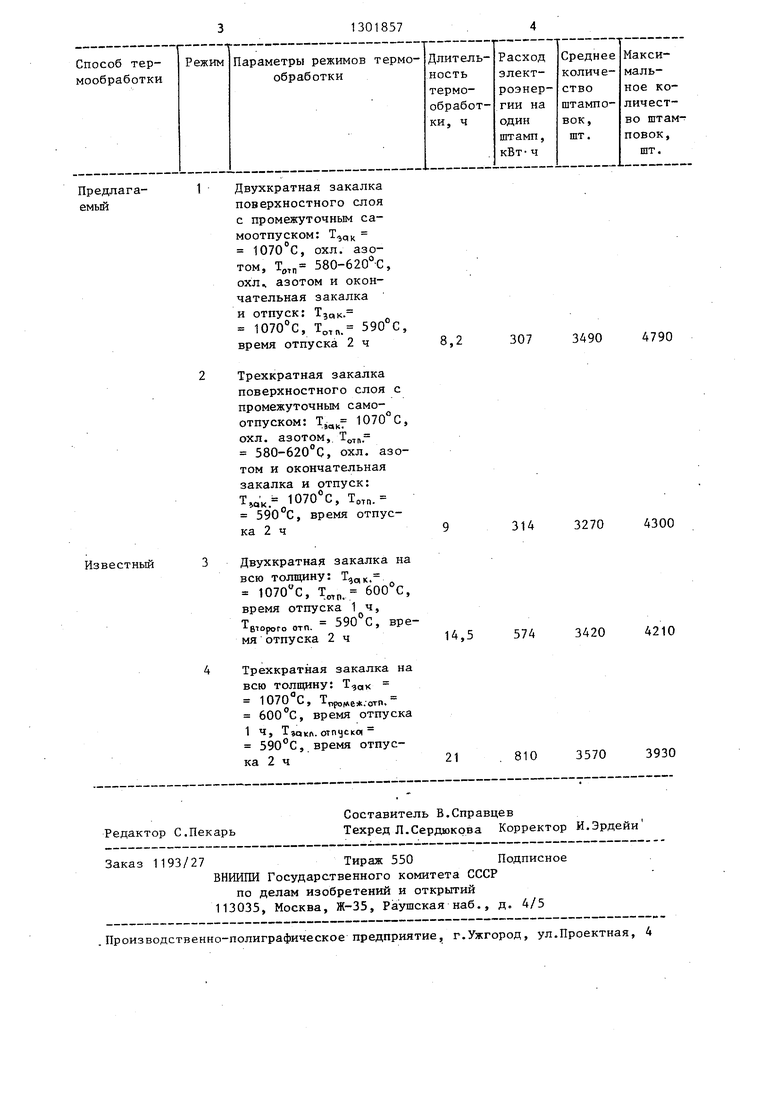
Результаты обработки по предлагаемому и известному способам приведены в таблице.
Износостойкость изделий определяют по количеству штамповок, изготавливаемых с помощью одного щтампа.
Как следует из приведенных в таблице, данных, предлагаемый способ термоциклической обработки штампов и пресс-форм обеспечивает по сравнению с известным снижение длительности обработки в 1,6-2,5 раза и энергетических затрат в 1,8-2,6 раза при сохранении уровня износостойкости изделий.
Формула изобретения
Способ термической обработки штампов и пресс-форм, включающий многократные закалки с отпусками и окончательную закалку с отпуском, о т- л ич ающий с я тем, что, с целью сокращения длительности обработки и энергетических затрат при сохранении уровня износостойкости, многократные закалки поверхности на глубину 2-5 мм с последующими самоотпусками и охлаждением поверхности до 50-100 С осуществляют струей газа.
ага-
Двухкратная закалка поверхностного слоя с промежуточным самоотпуском: T,q 1070°С, охл. азотом, Т,п 580-620 -С, охл азотом и окончательная закалка и отпуск: TjdK. 1070°С, Т„,„. 590°С, время отпуска 2 ч
Трехкратная закалка поверхностного слоя с промежуточным самоотпуском: 1070° С,
охл. азотом,. TOTH.
580-620°С, охл. азотом и окончательная закалка и отпуск: Т, 1070°С, То,п. 590°С, время отпуска 2 ч
Двухкратная закалка на всю толщину: , Т„„. , время отпуска 1 ч, ТВ.ОРОГООТП. 590 С, время отпуска 2 ч
Трехкратная закалка на всю толщину: Тзак 1070 С, Т„р„,.„, 600 с, время отпуска
1 ч, TjQKft. отпуска 590°С, время отпуска 2 ч
Редактор С.Пекарь
Составитель В.Справцев
Техред Л.Сердюкова Корректор И.Эрдейи
Заказ 1193/27Тираж 550 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
. Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
8,2
307
3490
4790
314
3270
4300
14,5
574
3420
4210
21
810
3570
3930
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки детали из стали | 2022 |
|
RU2795332C1 |
| Способ изготовления металлоизделий шарообразной формы | 2021 |
|
RU2779559C1 |
| Способ обработки пресс-форм под давлением из штамповых сталей | 1990 |
|
SU1786184A1 |
| Способ термической обработки литых штампов,кокилей и пресс-форм | 1986 |
|
SU1366539A1 |
| Способ термической обработки инструментальной марки 4Х5МФ1С | 2024 |
|
RU2837081C1 |
| Способ обработки литого инструмента из быстрорежущей стали | 1984 |
|
SU1281594A1 |
| Способ изготовления напильников | 1978 |
|
SU737478A1 |
| Способ изготовления высокоточных прессинструментов | 1976 |
|
SU582304A1 |
| Способ термической обработки рельсов | 1982 |
|
SU1118698A1 |
| Способ термической обработки башмаков гусеничного хода | 1990 |
|
SU1786124A1 |
Изобретение относится к способам термической обработки штампов горячего деформирования, пресс-форм для литья под давлением, кокилей и т.п. Целью изобретения является сокращение длительности обработки и энергетических затрат при сохранении уровня износостойкости изделий. Изделие нагревают до температуры закалки (1070 С), затем интенсивно охлаждают поверхность струей газа в течение О,4-2 мин, что обеспечивает закалку поверхностного слоя на глубину 2-5 мм. Охлаждение прекращают, температура поверхности повышается до 580-620 С, после паузы 1 мин осуществлялось повторное охлаждение поверхности до 50 - 100 С, затем образец вновь нагревался до 1070 С, и цикл -поверхностной термообработки повторялся. Окончательная обработка состояла из закалки с температурой 1070 С в масло и отпуска при 590 С в течение 2 ч. Длительность обработки уменьшается в 1,6-2,5 раза, с энергетические затраты снижаются в 1,8-2,6 раза при сохранении уровня износостойкости. 1 табл. (Л 00 Л vj