оо
О) О)
сд
00
со
1
Изобретение относится к металлургии, конкретнее к литейному производству и термической обработке Деформирующего и формообразующего инс румента, а также кокилей, и может быть использовано на предприятиях, использующих литые штампы для горячего деформирования сплавов, кокили и пресс-формы для литья под давле- ниемо
Цель изобретения - повышение стокости литых штампов, кокилей и прес форм.
Изобретение иллюстрируется следу ющими примерами
Литые штампы извлекают из форм
при температуре на 200-250 С выше начала распада аустенита, подстужи- вают на воздухе со скоростью 2-10 С/ до 800-600°С и проводят ускоренное охлаждение в масле со скоростью 50 200 С/с, Затем отливки отжигают при температуре на 20-30 0 ниже Ас и проводят окончательную закалку от температуры на 50-80 С вьппе принятых о Проведены испытания литых штампов из стали 4Х5МФС размерами 250 х150 к 100 мм для твердожидкой штамповки бронз БроОЦС, полученных по предлагаемому способу с различными значениями температуры извлечения (тоизво) отливки из формы, скорости последующего охлаждения и температуры закалки (тозако) при окончательной термообработке, а также по известному способу, содержащему извлечение из формы при 500-800 0, медленное охлаждение со скоростью 150- и закалку с температуры 1030-1050°Со Значения параметров способа и результаты испытаний штампов приведены в таблице.
Использование способа термической обработки литых штампов, кокилей и пресс-форм в промьшшенности позволяет пошлсить работоспособность штампов, кокилей .и пресс-форм за счет создания наследственной субструктуры после литья, снизить энергозатраты на проведение термообработки, а также снизить продолжительность охлаждения отливок и увеличить производительность .труда
Формула изобретения
Способ термической обработки литых штампов, кокилей и пресс-форм, отлитых в земляные или корковые фор-
мы, включающий извлечение отливки, охлаждение, ..отжиг, закалку и отпуск, отличающийся тем, что, с целью повьшхения стойкости, отливку извлекают из формы при температуре, превьш1ающей на 200-250 0 тем- пературу начала распада аустенита (Агj), далее дополнительно подсту- живают на воздухе до 800-600°С, охлаждение проводят в масле, отжиг
осуществляют при температуре Ас., (-20-30)°С, а закалку осуществляют с температуры, превьшгающей на 50- 80 С принятую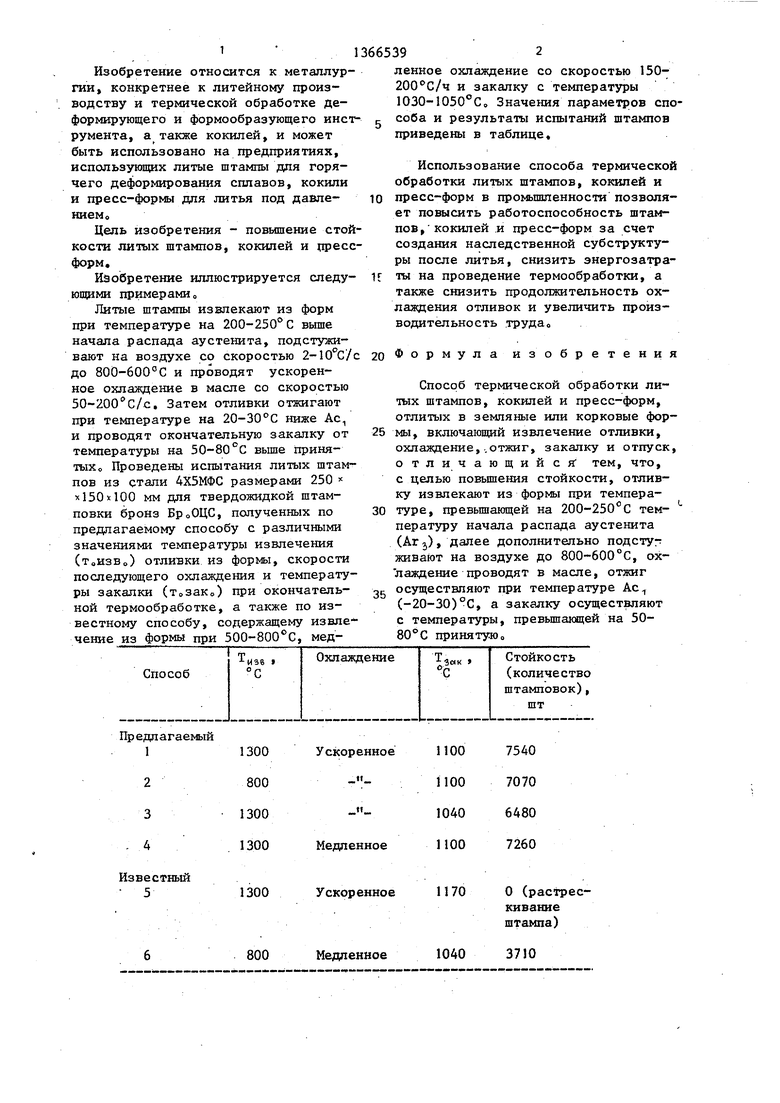
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки штампов и пресс-форм | 1984 |
|
SU1301857A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО ИНСТРУМЕНТА И ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ИЗ ЛИТЫХ ЗАГОТОВОК МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2011 |
|
RU2448806C1 |
| Способ изготовления изделий из чугуна | 1988 |
|
SU1640179A1 |
| Способ изготовления изделий из высокохромистого чугуна | 1989 |
|
SU1740450A1 |
| Способ обработки штампов для горячего деформирования | 1984 |
|
SU1280030A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ШТАМПОВ | 2013 |
|
RU2530598C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ШТАМПОВ СИСТЕМЫ ФЕРРИТНАЯ СТАЛЬ - АЛЮМИНИЕВЫЙ ЧУГУН | 2012 |
|
RU2507026C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2015 |
|
RU2605016C2 |
| Способ получения литых биметаллических штампов системы "ферритокарбидная сталь - аустенитно-бейнитный чугун" | 2018 |
|
RU2677645C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ШТАМПОВ И ПРЕСС-ФОРМ | 2013 |
|
RU2527575C1 |
Изобретение относится к области металлургии, а именно к литейному производству и термической обработке деформирующего и формообразующего инструмента, а также кокилей, и может быть использовано на предприятиях, применякщих литые штампы для горячего деформирования сплавов, ко- кили и пресс-форьы для литья под давлением. Цель изобретения - повьшхение стойкости литых штампов, кокилей и пресс-формо Отливки штампов, кокилей и пресс-форм, полученные литьем, в земляные или корковые формы, извлекают из форм при температуре на 200-250 С вьш1е.начала распада аусте- нита, подстуживают на воздухе со скоростью до 800-600°С и охлаждают в масле со скоростью 50- 2QO°C/Co Затем отливки отжигают при температуре на 20-30° С ниже Ас и проводят окончательную закалку от температуры на 50-80° С вьш1е принятой с последующим отпуском, 1 табл с (Л
ый
1300
800
1300 1300
1300
Ускоренное - tf
Медленное Ускоренное
1170
О (растрескиваниештампа)
| Технология металлов и сварка,/ Под реде ПоИоПолухинао М,: Высшая школа, 1977, с 464о Геллер ЮоАо Инструментальные ста- лио Мо: Металлургия, 1983, с, 527, Василевский ПоВо Технология сталь-, ного литья, MO Машиностроение, 197ч, Сс 408, |
