1128
Изобретение относится к машиностроению, в частности к способам обработки литого инструмента из быстрорежущей стали, механическая обработка которого после литья и отпуска сводится к шлифованию и заточке.
Цель изобретения - повышение прочности, ударной вязкости, тепло-и износостойкости литого инструмента из быстрорежущей стали.
Высокая скорость охлаждения рас
плава из твердожидкого состояния, достигающая , от температуры 1280-1360°С до температуры жидкого азота, приводит к значительным изменениям структуры литого металла, количество эвтектической составляющей резко уменьшается, наблюдаются равномерно распределенные мелкие выделения
15
Ударную вязкость стали ной по предлагаемому и и способам, определяют на о мером 10x10x55 мм без над ятниковом копре с энергие 50 Дж. Теплостойкость оц результатам измерения тв ле 4-часовой выдержки об 620 С. Износостойкость р тин определяют при токар
избыточных карбидов, мартенсит 1-1меет ке стали диаметром 80 мм
тонкодисперсное строение. Структура литой быстрорежущей стали, обработанной по предлагаемому способу, близка к структуре деформированной стали, что приводит к повышению ударной вязкости и износостойкости. Повьпдение твердости и теплостойкости достигается за счет более высокой степени ле- гированности твердого раствора при охлаждении в жидком азоте. Выдержка в среде жидкого азота в течение 15- 25 мин способствует более полному превращению аустенита в мартенсит, в результате чего отпадает необходимость в проведении многократного отпуска.
Пример. Образцы для механических испытаний и режущие пластины из стали изготавливают и обрабатывают по предлагаемому способу следующим образом: расплав заливают в графитовый кокиль, подогретый до , и при температуре литья 1280-1360 С помещают в термоизоляционную емкость заполненную жидким азотом.
После выдержки при минусовых температурах в течение 15-25 мин отливки извлека от и выдерживают на воздухе для Достижения температуры окру
жающеи среды, з.атем подвергают однократному отпуску при 570-580°С в течение 1 ч и механической обработке.
По известному способу отливки в графитовом кокиле охлаждают до комнатной температуры, обрабатывают холодом в жидком азоте, затем отжигают при 560°С в течение 1 ч и подвергают механической обработке.
Ударную вязкость стали, обработанной по предлагаемому и известному способам, определяют на образцах размером 10x10x55 мм без надреза на маятниковом копре с энергией удара 50 Дж. Теплостойкость оценивают по результатам измерения твердости после 4-часовой выдержки образцов при . 620 С. Износостойкость режущих пластин определяют при токарной обработке стали диаметром 80 мм
с шпоноч
ным пазом по следующему режиму резания: подача 0,125 мм/об , глубина 1 ММ , скорость 38 м/мин.
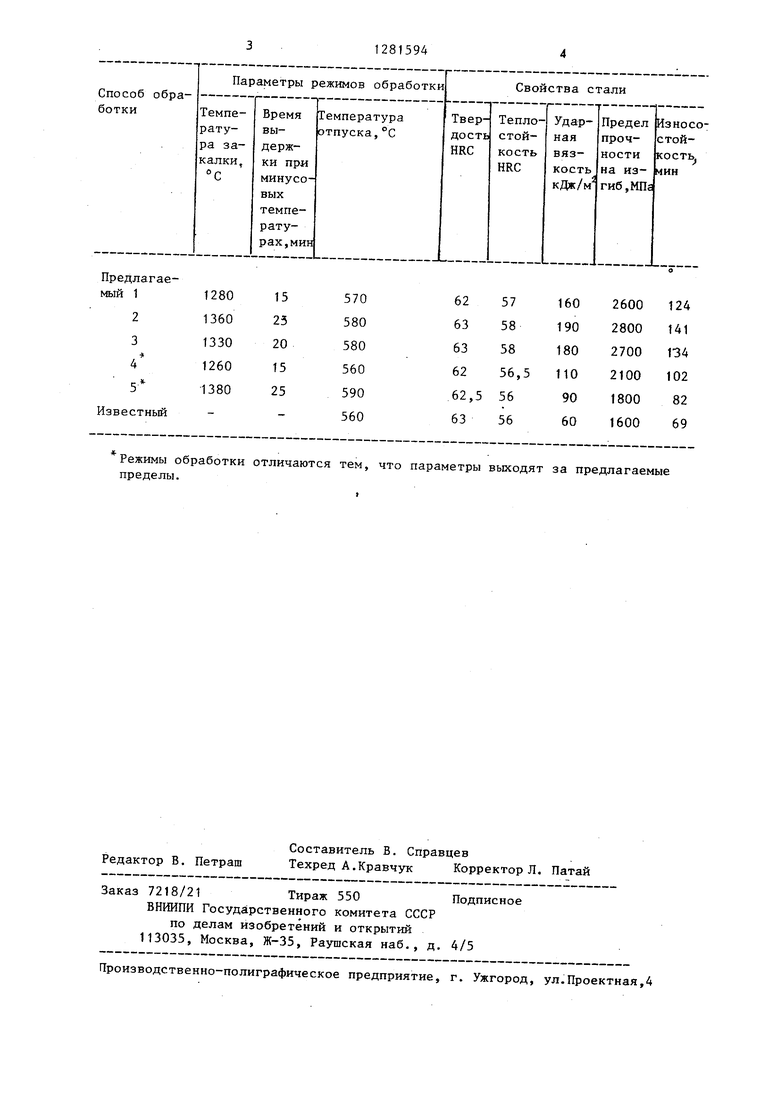
Режимы обработки стали по предлагаемому и известному способам и ее свойства приведены в таблице.
Как следует из приведенных в таблице данных, предлагаемый способ обработки литого инструмента из быстрорежущей стали обеспечивает по сравнению с известным повьпление ударной вязкости в 2,6-3,1, износостойкости в 1,8-2,0, предела прочности на изгиб в 1,6-1,75 раза и теплостойкости на 1,8-3,5%.
Формула изобретения I
Способ обработки литого инструмента -из быстрорежущей стали, включаю- щий закалку, отпуск и механическую обработку, отличающийся тем, что, с целью повышения прочности, ударной вязкости, тепло-и износостойкости инструмента, закалку осуществляют непосредственно при твердожид- ком состоянии от температур 1280- 1360°С в среде жидкого азота с выдержкой в течение 15-25 мин.
Режимы обработки отличаются тем, что параметры выходят за предлагаемые пределы.
Редактор В. Петраш
Составитель В. Справцев
Техред А.Кравчук Корректор Л. Патай
Заказ 7218/21 Тираж 550Подписное
ВНйИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул.Проектная,4
| название | год | авторы | номер документа |
|---|---|---|---|
| Быстрорежущая сталь | 1991 |
|
SU1788074A1 |
| Способ термической обработки быстрорежущих сталей | 1982 |
|
SU1101459A1 |
| Быстрорежущая сталь | 1983 |
|
SU1113423A1 |
| Лигатура для выплавки, раскисления, легирования и модифицирования вольфрамомолибденкобальтовой стали для режущего инструмента | 1988 |
|
SU1507843A1 |
| БЫСТРОРЕЖУЩАЯ СТАЛЬ | 2001 |
|
RU2243283C2 |
| Способ обработки штамповых сталей | 1977 |
|
SU771173A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 2013 |
|
RU2543027C2 |
| Способ обработки инструментальных сталей | 1976 |
|
SU655734A1 |
| Инструментальная сталь | 1990 |
|
SU1735428A1 |
Изобретение относится к машиностроению, в частности, к способам обработки литого инструмента из быстрорежущих сталей. Целью изобретения является повышение прочности, ударной вязкости, тепло-и износостойкости литого инструмента. Закалку отливок, находящихся в твердожидком состоянии при температуре 1280-1360 с, проводят в среде жидкого азота со скоростью охлаждения, достигающей 700 с/с. Длительность вьщержки при минусовых температурах составляет 15-25 мин. После извлечения на воздух и достижения температуры окружающей среды изделия подвергают отжигу при 570-580 0 в течение 1 ч и механической обработке. 1 табл. с ел to 00 ел со ij
| Способ термической обработки инструмента | 1978 |
|
SU954450A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Ревис И.А., Левинсон A.M., Налетов B.C | |||
| Использование глубокого охлаждения при производстве литого инструмента без закалки.- В сб.: Использование холода в инструменталь- йом производстве, ДЦНТП, 1977, с.11-14. | |||
