Изобретение относится к электрополированию нержавеющих сталей с повышенным содержанием никеля и сплавов типа нимоник и может найти применение при электрохимической обработке в различных областях техники.
Целью изобретения является повьаче- ние стабильности электролита при длительном хранении.
Электрохимическую обработку ведут при плотности тока 150 А/дм и 30 45°С.
Предлагаемый раствор готовят следующим образом.
В воду, температура которой 20 - 25 С, добавляют расчетное количество кислот, затем вводят ацетонораствори- мые продукты фосфатидного концентрата (АПФК), стабилизированного тетра- метилтиурамдисульфидом, последним до- бавляют серно-кислый никель. Раствор перемеишвают и охлаждают до комнатной температуры. Электролит не требует специальной проработки.
АПФК получают путем обработки аде- тоном фосфатидного кондентрата, являющегося попутным продуктом при гидратации растительных масел на стадии обезжиривания фосфатидного кондентрата в процессе получения лецитина из растительного сырья.
Состав АПФК может быть представлен следующим образом, мас.%:
45-48
Триглицериды Жирные кислоты (ли- нолевая, олеиновая 3:1)20-22
Диглицериды 10-13 Фос4)олипиды (лецитины, фосфотидил- серин)20-23
Ацетон3
При хранении и длительном использовании в растворе АПФК окисляется. Для поддержания его в рабочем состоя НИИ необходимо применение антиокси- дантов, в качестве которых использую тетраметилтиурамдисульфид (ТМТД) и серно-кислый никель. Причем первый вводят непосредственно в емкость, в которой хранится АПФК, а второй - в электролит,
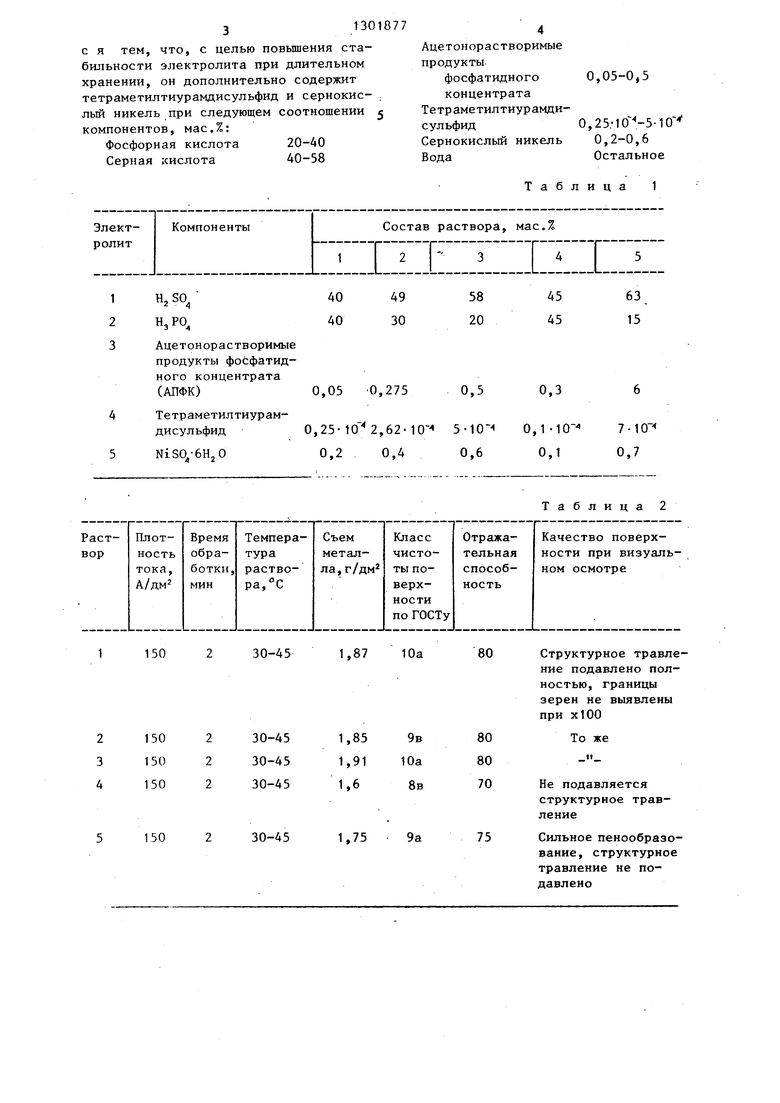
В табл. 1 и 2 представлены сравнительные данные для предлагаемого спо
соба.
Максимальный съем металла и отражательную способность получают в электролитах 1-3 (табл. 2). Введение АПФК в количествах меньше 0,05% не
5
0
0
целесообразно, так как при этом снижается срок службы электролита (добавка быстро выводится), а введение АПФК больше 0,5% приводит к интенсивному пеноо.бразованию, в обоих случаях структурное травление быстро перестает подавляться (электролиты 4 и 5). Уменьшение содержания серно-кислого никеля до 0,1% также не приводит к эффекту подавления структурного травления , а содержание его вьш1е 0,6% снижает срок службы электролита.
Уменьшение содержания ТМТД меньше О, 2510 .% не препятствует протеканию окислительных процессов во времени, а увеличение его содержания вьше 5,0 Ю мас.% нецелесообразно, так как эффект стабилизации АПФК достигается уже при значениях 5,0-10 мас.%.
Положительный эффект (электролиты 1-3) связан с тем, что стабилизиро- ванньш тетраметилтиурамдисульфидом АПФК и серно-кислый никель участвуют в формировании вязкой пленки на поверхности металла, не требуя предварительной проработки электролита,связанной с накоплением в растворе солей никеля. Работоспособность предлагаемого электролита 300-360 А-ч/л.
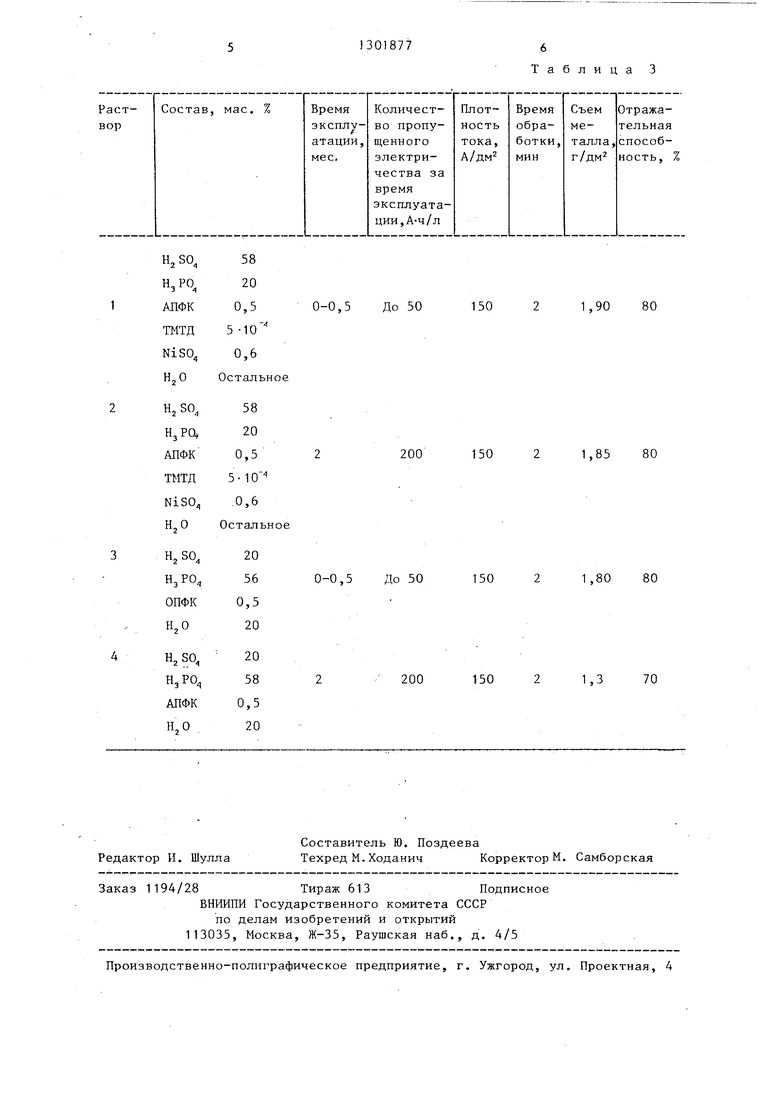
В табл. 3 представлены сравнительные данные для известного электролита.
В свежеприготовленном растворе съем металла в предлагаемом элект- 5 ролите на 0,1 г/дм выше, чем в известном. После двух месяцев работы и пропускании 200 А-ч/л электричества съем металла и отражательная способность в известном электролите существенно уменьшаются, а в предлагаемом - изменяются незначительно.
0
Таким образом, введение АПФК,стабилизированного тетраметилтиурамдисульфидом, и серно-кислого никеля при одновременном снижении концентрации фосфорной кислоты обеспечивает повьш ение стабильности электролита при сохранении высокбго качества поверхности.
Формула изобретения
Раствор для электрохимического полирования, преимущественно сталей с повьш1ением содержания никеля, содержащий фосфорную и серную кислоты и ацетонорастворимые продукты фосфатидного концентрата, отличающийс я тем, что, с целью повышения ста- бш1ьности электролита при длительном хранении, он дополнительно содержит тетраметилтиурамдисульфид и сернокис- лый никель при следующем соотношении компонентов, мас.%:
Фосфорная кислота 20-40 Серная кислота 40-58
продукты фосфатидного концентрата (АПФК)
0,05 0,275
1150
30-45
1,8710а
150 150 150
150
2 2 2
30-45 30-45 30-45
30-45
1,85 1,91 1,6
1.75
Ацетонорастворимые продукты
фосфатидного
концентрата Тетраметилтиурамдисульфид
Сернокислый никель Вода
Таблица
0,5
0,3
Таблица 2
0а
80
9в
0а
8в
а
80 80 70
75
Структурное травление подавлено полностью, границы зерен не выявлены при х100
То же ||
Не подавляется структурное травление
Сильное пенообразо- вание, структурное травление не подавлено
Таблица 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Стимулятор электрохимического растворения металлов в процессах электрополировки | 1983 |
|
SU1171574A1 |
| Электролит для полирования металлов | 1990 |
|
SU1832138A1 |
| Раствор для электрохимического полирования сталей | 1985 |
|
SU1285071A1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2021 |
|
RU2768077C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МОНОКОЛЕСА С ЛОПАТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2719217C1 |
| Электролит для полирования изделий из медных сплавов | 1991 |
|
SU1788100A1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТКИ ГТД ИЗ ЛЕГИРОВАННОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2715396C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2357019C2 |
| СПОСОБ ПОЛИРОВАНИЯ МЕДИ И СПЛАВОВ НА ЕЕ ОСНОВЕ | 1996 |
|
RU2127334C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2715395C1 |
Изобретение относится к электрополированию нержадеющих сталей с повышенным содержанием никеля и сплавов типа нимоник и может найти применение при электрохимической обработке в различньк областях техники.Цель изобретения - повышение стабильности электролита при длительном хранении. Раствор по изобретению имеет состав, мас.%: фосфорная кислота 20-40; серная кислота 40-58; ацетонорастворимые продукты фосфатидного концентрата О,05-0,5; тетраметилтиурамдисульфид 0,25-10 - 5-10 ; сернокислый никель 0,2-0,6; вода остальное. Повышение стабильности электролита при длительной эксплуатации при сохранении высокого качества полирования достигается за счет введения антиоксидантов; тет- раметилтиурамдисульфида и сернокислого никеля. 3 табл. с (Л 00 
| Водный раствор для электрохимического полирования металлов | 1975 |
|
SU550415A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Стимулятор электрохимического растворения металлов в процессах электрополировки | 1983 |
|
SU1171574A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| . | |||
