Изобретение относится к гальваностегии, в частности к электролитическому полированию металлов и сплавов, и может найти применение в машиностроительной, приборостроительной, инструментальной и других отраслях промышленности, как для декоративной отделки поверхности металлоизделий, так и в качестве промежуточной операции перед финишной обработкой металлопродукции.
Цель изобретения - повышение степени сглаживания поверхности.
Указанная цель достигается тем, что электролит, содержащий ортофосфориую кислоту и глицерин дополнительно содержит серную или карбоновую кислоту, выбранную из группы, включающей ледяную уксусную кислоту, винную кислоту, щавелевую кислоту и молибденовую кислоту при следующем соотношении компонентов, мас.%:
Ортофосфорная кислота
(d 1.7)20,4-80
Глицерин10-35
Серная (d 1,84) или
карбоновая кислота0,5-25
Молибденовая кислота0,1-5
Вода4-20
Процесс электрополирования ведут при напряжении 5-20 В, плотности тока 6-55 А/дм и температуре 65-90°С в течение 10- 15 мин.
Как показали результаты исследования, достижение поставленной цели обусловлено всей совокупностью отличительных признаков, характеризующих данное решение, и. заключающихся в совместном присутствии в электролите фосфорной кислоты, глицерина, серной или карбоновой кислоты и молибденовой кислоты, и позволяющих вести электрополирование самых различных металлов, включая алюминий, сплавы на его основе, медь, различные стали.
При этом качество получаемой поверхности, наряду с температурой электролиза, в значительной степени определяется количественным соотношением компонентов в электролите.
Так, например, уменьшение концентрации серной или карбоновой кислоты ниже
сл
00
со
ГО
GJ 00
минимального значения: снижает способность электролита к сглаживанию шероховатостей.
Кроме того, при низком содержании компонента, относящегося к упомянутой группе, в случае длительной эксплуатации электролита, имеет место выпадение ссадкоп солей, растворимых металлов, что неблагоприятно отражается на работоспособности электролита.
Увеличение концентрации этого компонента свыше максимального значения резко снижает эффективность сгложмзаиил. При этом толщина растворившегося слоя металла оказывается значительно больше высоты неровностей.
Большое влияние на качество полирования оказывает присутствие н электролите глицерина, При содержании этого компонента в электролите ниже его минимального значения для некоторых видов металлон. в частности для алюминия и его сплавов на его основе, наблюдается сильное, химическое растравливание. Это явление особенно нежелательно при полировании полых изделий, когда после погружения изделия в электролит и .включения тока имеет место интенсивное травление его внутренней поверхности.
Введение в состав электролита глицерина значительно снижает травящее действие раствора, однако полностью его но устраняет даже при максимальном содержании глицерина, равном его верхнему значению.
Более высокая концентрация этого компонента является нежелательной, поскольку приводит к существенному снижению электропроводности раствора.
Наилучшие результаты с точки зрения эксплуатационных свойств электролита и качества получаемой-поверхности достигаются при введении в состав электролита молибденовой кислоты. Указанная добавка выступает в роли интенсивного пассиватора поверхности, При виеденим в электролит молибденовой кислоты резко снижается его травящее действие, Поверхность приобретает зеркальный блеск при полном отсутствии следов травления. При этом достигается наибольшее сглаживание поверхности, возрастает коэффициент эффективности сглаживания при низком съеме металла, что позволяет успешно вести обработку металлопродукции с грузообработанной исходной поверхностью,
Характерная особенность электролита состоит в том, что его электрополирующие
0.
0
5
0
свойства улучшаются по мере проработки электролита током. Обнаруженная особенность, вероятно, связана с тем,что на катоде протекает электровосстановительный процесс с участием молибденовой кислоты, в результате чего образуются оксидные соединения молибдена с более низкой степенью окисления, которые в свою очередь, обладают лучшей адсорбционной способностью, легко вступают в анодную реакцию и в большей степени оказывают пассивирующее действие на обрабатываемую поверхность., что обуславливает достижение высоких результатов.
Электролит стабилен в работе и не требует корректировки из расчета прохождения не менее 700 А/ч-л электричества.
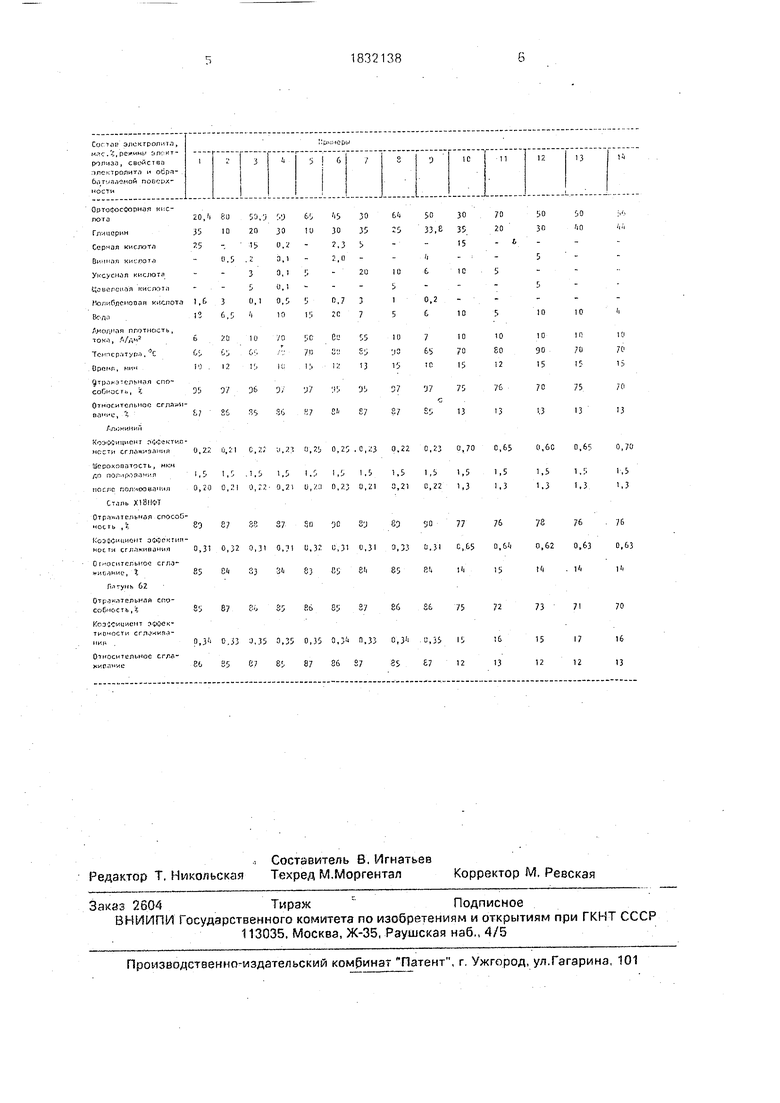
Копкрчн ньм: примеры, иллюстрирующие использование изобретения представлен ь; в таблице. Как видно из представленных дачных, электролит позволяет нести эффективную злектрополировку различных сталей и сплавов, обеспечивая получение высок ткачеством ной зеркальной поверхности при высокой степени сглажи- вяния.
Отрожзтельная способность контролировалась пучем регистрации светового потока, отраженного под прямым углом от поверхности образца на фотоэлемент, и выражалась и проца;. по отношению котрэ- жательной способности серебряного ззркзла, принятой 3Ј, 101/%, Относительное сглаживание определяли ни цилиндрических образцах как отношение разности значений до и после электрохимической обработки к первоначальному значению. Коэффициент эффективности сглаживания определяли как отношение высоты растворившихся микровыступоп к толщине растворившегося слоя металла.
ей о р м у л а и зоб р е т е и и я Электролит для полирования металлов,, включающий ортофесфорную кислоту и глицерин, о т л и ч а ю щ л и с я тем, что, с Целью повышения степени сглаживания.обрабатываемой поверхности, он дополнительно со- дрржит молибденовую кислоту и серную и/или карболовую кислоту, выбранную из группы .включающей уксусную, винную и щавелевую кислоты, преследующем соотношении компонентов, мас.%:
Ортофосфорная кислота20,4-8.0,0
Г лице риг- 10-35
Молибденовая кислота0,1-5,0
Сериал и/или
карбоновзя кислота0,5-25,0
Вода4-20

| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 1990 |
|
RU2023767C1 |
| Раствор для электрохимического полирования сталей | 1985 |
|
SU1285071A1 |
| Электролит для электрополирования металлических каркасов зубных протезов | 1985 |
|
SU1456154A1 |
| Способ обработки металлических каркасов зубных протезов из кобальтхромового сплава | 1982 |
|
SU1165394A1 |
| Раствор для электрохимического полирования | 1981 |
|
SU985161A1 |
| ПРИМЕНЕНИЕ HSO В КАЧЕСТВЕ ЭЛЕКТРОЛИТА В ПРОЦЕССАХ СГЛАЖИВАНИЯ И ПОЛИРОВАНИЯ МЕТАЛЛОВ ПУТЕМ ПЕРЕНОСА ИОНОВ С ПОМОЩЬЮ СВОБОДНЫХ ТВЕРДЫХ ТЕЛ | 2019 |
|
RU2750390C1 |
| СПОСОБ ОБРАБОТКИ ЗУБНЫХ ПРОТЕЗОВ | 2000 |
|
RU2159596C1 |
| Раствор для электрохимического полирования высокохромистых сплавов | 1982 |
|
SU1108143A1 |
| Электролит для полирования алюминия и его сплавов | 1990 |
|
SU1773951A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2003 |
|
RU2260079C2 |
Сущность изобретения: электролит содержит, мас.%: ортофос- форную кислоту 20,4-80; глицерин 10-3.5, молибденовую кислоту 0,1- 5; серную кислоту и/или карбоно- вую кислоту (уксусная, винная, щавелевая) 0,5-25 и воду 4-20. 1 табл.
| Щеголев П.В | |||
| Электрохимическое и химическое полирование металлов | |||
| М., АН СССР, 1959 | |||
| с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
| Справочное руководство по гальванотехнике | |||
| М.: Металлургия, 1969 | |||
| с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
