112
Изобретение относится к электрохимической обработке сталей преимуп1е ственно с гетерогенной структурой типа ДИ-22, ДИ-23 и мож°т найти применение в машиностроительной промыш- леннОсти.
Цель изобретения - повышение отражательной способности в широком диапазоне температур и плотностей тока.
Процесс электрополирования ведут при 18-65 С на переменном токе при анодной плотности тока 10-150 А/дм в течение 5-10 мин.
Раствор готовят следующим образом В ортофосфорную кислоту осторожно вливают необходимое количество серной кислоты, после перемешивания и охлаждения до 20-30 С в раствор добавляют фосфорно-кисльм калий (одно- замещенный). После его полного растворения вводят бромистый аммогшй, а затем ортойоданилин и раствор тщательно . перемешивают .
Адсорбционная способность орто- йодаиршина усиливается в присутствии фосфорно-киспого калия (однозамеш,ен- ного) и бромистого аммония, вследствие чего на поверхности полируемого металла образуется совершенная пас- сивная пленка. Причем эффект повьше- ния качества электрохимически полированной поверхности стали растет с ростом температуры, в отличие для известных электролитов, где повьшение температуры раствора свыше приводит к резкому ухудшению качества полируемой поверхности.
Обработке подвергают образцы из сталей ДИ-22, ДИ-23, 12Х18Н9Т.
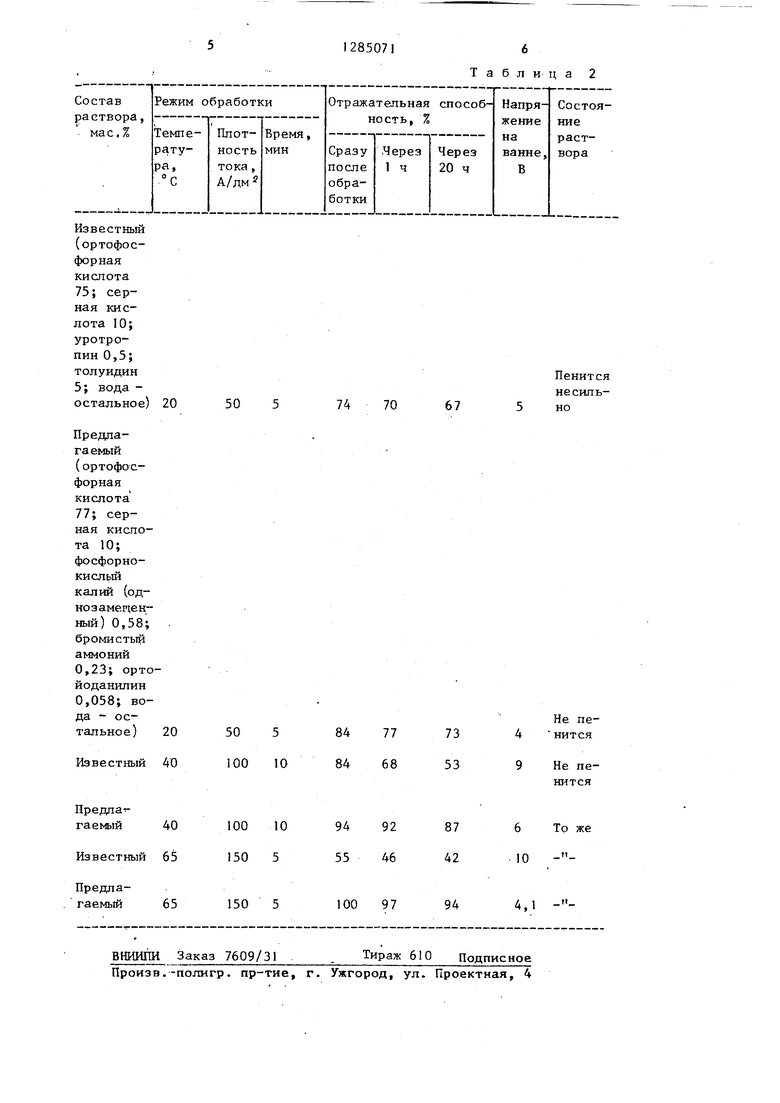
В табл. 1 приведены данные состава предлагаемого раствора и режима и его обработки. В табл. 2 представ- лены сравнительные данные для известного электролита и предлагаемого.
Ортофосфорная
кислота 86
Серная кислота 0,1
72,577777777
1510101010
5
- 0
30 5
5
0
5
12
Как видно из представленных данных, предлагаемый электролит обеспечивает значительное улучшение качества полируемой поверхности (отражательная способность достигает 100%, относительное сглаживание 50-60%). Причем отражательная способность практически не изменяется во времени, что свидетельствует о наличии на поверхности полированного металла совершенной пассивной пленки.
Совместное введение ортойоданили- на, фосфорно-кислого калия (одноза- мещенного) и бромистого аммония улучшает отражательную способность и снижает шероховатость поверхности в широкой области Плотностей тока (10- 150 А/дм ) легированных и нержавеющих сталей за счет нивелирования гетерогенности структуры и расширяет диапазон рабочих температур до .
Формула изобретения
Раствор для электрохимического полирования сталей преимущественно с гетерогенной структурой, содержащий ортофосфорную и серную кислоты, органическую добавку и воду, отличающий ся тем, что, с целью повышения отражательной способности в широком диапазоне температур и плотностей тока, он дополнительно содержит фосфорно-кислый калий и бромистый аммоний, а в качестве органической добавки - ортойоданилин при следующем соотношении компонентов, мас.%;
Ортофосфорная
кислота72,5-86
Серная кислота0,1-15
Фосфорно-кислый
калий (однозамещенный)0,058-2,34
Бромистый аммоний 0,058-1,17
Ортойоданилин 0,001-0,12
ВодаОстальное
Таблица I
Фосфорно-кислый калий (одно- замещенньй)
Бромистый аммоний
Ортойоданипин Вода
Сталь
Температура раствора, °С
0,0582,340,580,581,171,17
0,0581,170,230,230,581,175
0,0010,120,058-,0,001 0,001 0,058
Осталь-Осталь-Осталь-Осталь- Осталь- Остальноеноеноеноеноенов
ДИ-2да-22ДИ-2212Xt8H9T 12Х18Н9Т ДИ-22
18
40
65
40
65
22
Плотность тоft
ка, А/дм
10
Время обработки , мин
Отражательная способность (блеск), %
Относительное сглаживание, %
Съем металла, г/дм
Шероховатость до полирования, мкм
Шероховатость после полирования , мкм
Класс шероховатости
до полирования
после полирования
75
27
77
78
10
98
43
100
47
10
96
53
10
100
55
10
95
42
1,0512,74,073,352,973,56
0,950,950,950,950,950,95
0,690,540,500,450,420,55
v7
v8
v7
v8
v7
v8
77.
v8
v7
78
Продолжение табл. I
65
40
65
22
150
150
100
100
10
10
10
10
100
96
100
95
47
53
55
42
v7
v7
77.
v7
v8
v8
v8
78
)
20
50
74
- 20
40
40
65
505
10010
10010
1505
8477
8468
9492
5546
Таблица 2
67
Пенится несиль- 5 но
4 9
Не пе- нится
Не пенится
6 То же . 10 

| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для электрохимического полирования металлической поверхности | 1978 |
|
SU779453A1 |
| Раствор для электрохимического полирования цинка | 1977 |
|
SU662572A1 |
| Раствор для электрохимическогопОлиРОВАНия НЕРжАВЕющиХ СТАлЕй | 1979 |
|
SU836248A1 |
| Раствор для электрохимического полирования сталей | 1978 |
|
SU789641A1 |
| Раствор для электрохимического полирования алюминиевых сплавов | 1983 |
|
SU1154382A1 |
| Раствор для электрохимического полирования металлов | 1981 |
|
SU1013520A1 |
| Раствор для электрохимического полирования титана и его сплавов | 1978 |
|
SU773156A1 |
| РАСТВОР ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ | 1990 |
|
RU2023767C1 |
| Раствор для электрохимического полирования сталей | 1987 |
|
SU1406220A1 |
| Раствор для электрохимического полирования нержавеющих хромистых сталей | 1981 |
|
SU1171570A1 |
Изобретение относится к электрохимической обработке сталей преимущественно с гетерогенной структурой типа ДИ-22, ДИ-23, и может найти применение в машиностроительной промышленности. Цель изобретения - повышение отражательной способности в широком диапазоне температур и плотностей -тока. Раствор имеет состав, мас,%: ортофосфорная кислота 72,5-86; сер- най кислота 0,1-1,5; калий фосфорнокислый (однозамещенный) 0,058-2,34; бромистый аммоний 0,058-1,17; орто- йоданилин 0,001-0,12; вода - остальное. Совместное введение ортойодани- лина, калия фосфорно-кислого и бромистого аммония повьшает отражатель- ную способность в широком диапазоне 8 плотностей тока и температур за 4//% нивелирования гетерогенности струк- jVr туры. 2 табл,ICZ N9 00 сл
| Раствор для электрохимического полирования сталей | 1978 |
|
SU789641A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Водный раствор для электрохимического полирования металлов | 1975 |
|
SU550415A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
