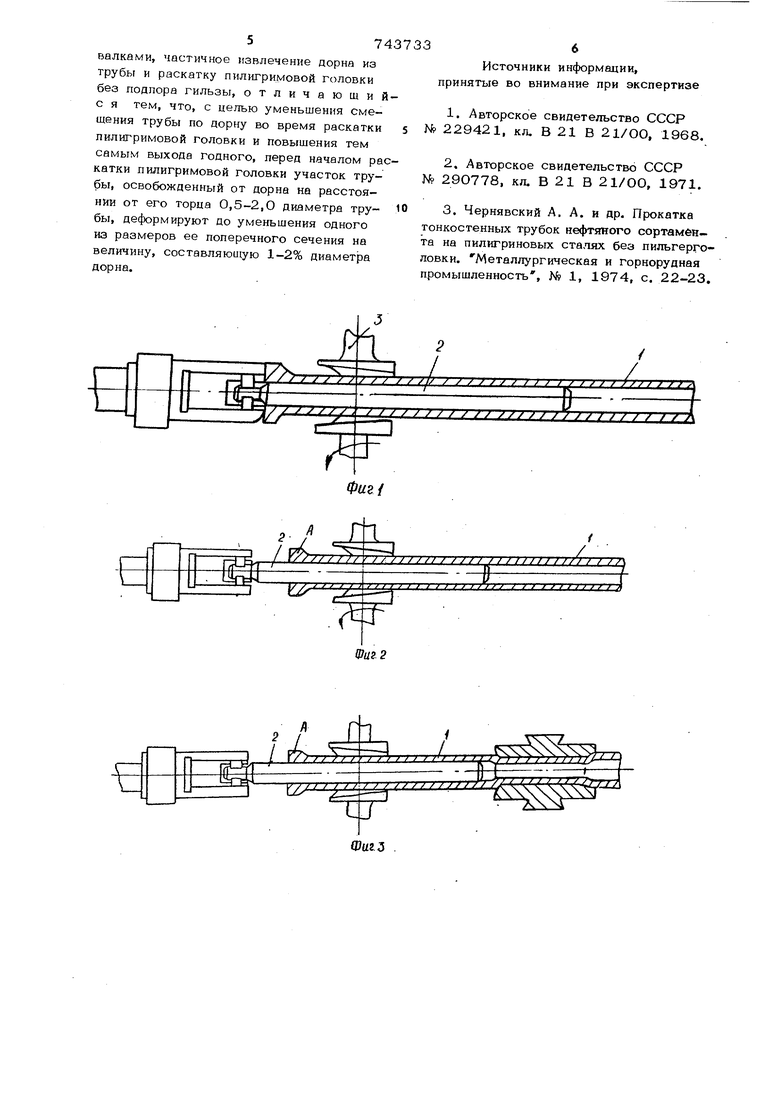
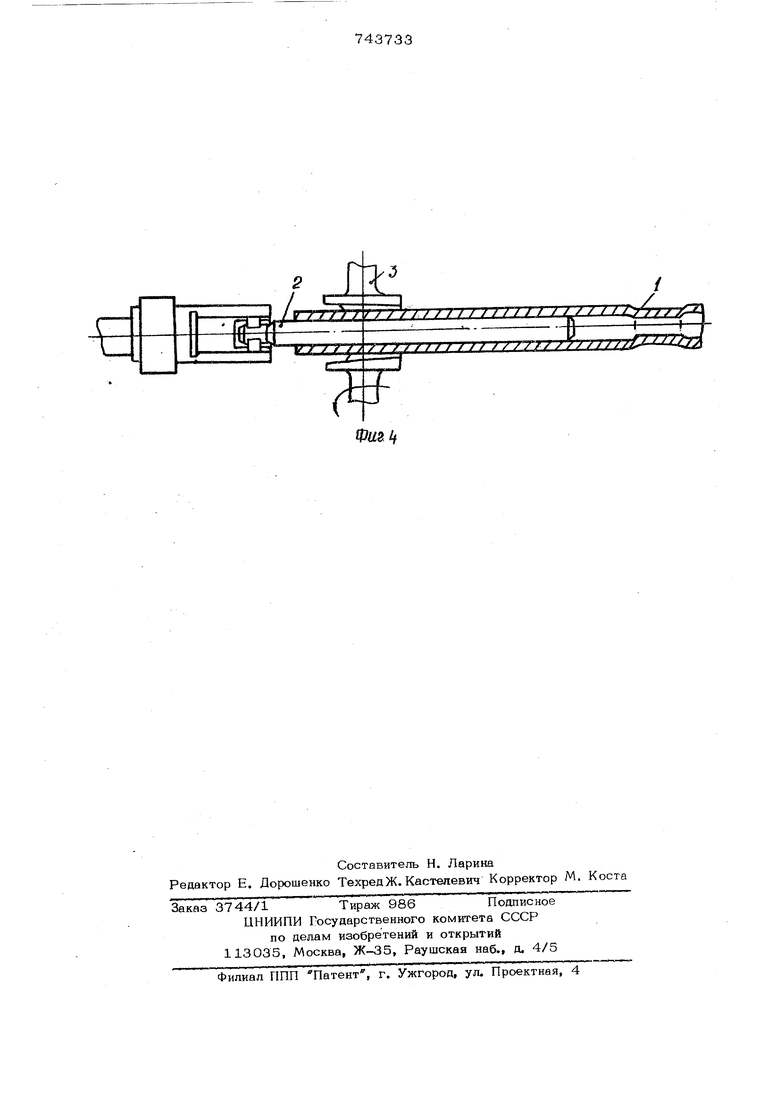
Изобретение относится к трубопрокатному производству, точнее к пилигримово прокатке труб. Известен способ пилигримовой прокатки труб с раскаткой пилигримовой головки, который включает раскатку гильзы ва ками на дорне, причем, конец предыдущей гильзы (пильгерголовку) раскатывают на передней части вновь подготовленного дор на с надетой на нем последующей гильзой 1}. Этот способ используют только при прокатке толстостенных труб из гильз с обработанными (механическим способом) торцами. В противном случае во время прокатки стыки гильз свариваются и их разделение затруднено. Известен также способ горячей пили- гримовой прокатки труб, который предусматривает раскатку пилигримовой головки со снятым усилием подпора в металл. Свободный участок дорна получается за счет смещения гильзы на дорне до начала проката. В процессе прокатки гильза удер живается убирающимся упором, который при докатке гильзы должен смещаться в .сторону дорнового замка. При раскатке пилигримовой головки гильза удерживается на дорне за счет силы трения между гильзой и дорном, полученной при раскатке основной части гишззы 2. Недостатком данного способа является то, что создавая предварительно свободный участок дорна для раскатки пилигримовой головки, необходимо увеличить длину дорна на величину свободного участка для сохранения прежней длины гильзы или уменьшить длину гильзы. Наиболее близким техническим решением к предлагаемому является способ пилигримовой прокатки труб, включающий деформацию- гнльзы на дорне валками, частичное извлечение дорна из трубы, раскатку пилнгримовой головки без подпора гильзы з. Недостаток этого способа заключается в отсутствии надежной фиксации трубы на дорне после его частичного извлечения из 3743 гильзы. Поэтому при первом же соприкосновении металла с валками (после возобновления прокатки) возникающая вследстви удара валков горизонтальная сила заставляет трубу возвращаться в исходное положение, при этом участок трубы,освобождаемы и от дорна при частичном его исзвлечении, на котором должна производиться раскатка пилигримовой ГОЛОЕКИ, частично уменьшается или полностью исчезает, что приводит к снижению выхода годного. Цель изобретения - уменьшение смешения трубы по цорну во время раската пилигримовой головки и повышение тем самым выхода годного.. Цель достигается тем, что в способе пилигримовой прокатки труб) содержащем деформацию гильзы на дорне валками, частичное извлечение дорна из трубы и раскатку пилигримовой головки без подпора гильзы, перед началом раскатки пилигри- мовой Головки участок трубы, освобожденный от дорна на расстоянии от его торца 0,5-2,0 диаметра трубы, деформируют до уменьшения одного из размеров ее попере ного сечения на величину, составл;;1юшую 1-2% диаметра дорна. Уменьшение одного из поперечных размеров трубы {1-2% диаметра дорна)обеспечивает надежную фиксацию дорна относительно трубы и оптимальность выбранной величины уменьшения поперечного сечения, связана с тем, что максимальное значение ограничивается возможностями оборудования для исправления osaj.tbHocTH находящегося за пилигримовым станом, минимальное значение - надежностью фик сации дорна относительно трубы. На фиг. 1 схематически изобретен процесс осуществления способа после раскатки части трубы; на фиг. 2 - процесс частичного извлечения дорна; на фиг,, 3 - процесс уменьшения одного из-размеров поперечного сечения трубы; на фиг. 4 процесс раскатки пильгерголовки без подпора. После деформации передней части трубы 1 на дорне 2 процесс приостанавливают подъ емом верхнего валка 3 (фиг. 1), за тем час- тично, извлекают дорн 2 из трубы 1 (фиг, 2). Свободный участок дорна необходим для раскатки пильгерной головки А Расчеты показывают, что освобожденный участок дорна в зависимости от вытяжки должен колебаться в пределах 200-40Ом но учитывая смещение трубы по дорну во время раскатки пильгерной головки, остав ляют свободный участок 400-1ООО мм. Перед началом раскатки пилигримовой головки участок трубы, освобожденный от дорна на расстоянии от его торца 0,52,0 диаметра трубы, деформируют до уменьшения одного из размеров ее поперечного сечения на величину составляющую 1-2% диаметра дорна (фиг, 3). Деформацию участка трубы путем овализации ее поперечного сечения производят с целью уменьщения смещения трубы по дорну во время прокатки в сторону свободного участка трубы. Это происходит за счет сил, возникающих при раздаче деформированной трубы Дорном. Деформируют трубу так, чтобы внутренний диаметр трубы на 2-6 мм (в зависимости от толщины стенки) был меньше диаметра дорна, что составляет 1-2% от диаметра. Так, при прокатке труб диаметром 219 мм с толщиной стенки больше 12 мм на дорне диаметром 191-192 мм деформируют с уменьшением одного из поперечных сечений на 2 мм, т,е, на 1% диаметра дорна, а при прокатке труб с толщиной стенки до 12 мм на дорне диаметром 341-342 мм уменьшают или овализируют одно из поперечных сечений трубы на 6 мм, что составляет 2% диаметра дорна. Деформацию осуществляют с помощью механизма,, производящего местное снятие трубы по периметру. Начало деформированного участка трубы находится на расстоянии 200-вОО мм от торца дорна. Это Связано с тем, что необходимо предотвратить попадание дорна на сдеформированный участок и исключить полоску механизма, овализируюшей трубу. Необходимо также учитывать, что длина извлечения дорна колеблется до t 100 мм из-за отсутствия точной остановки подающего аппарата. Кроме того, длина Дорна также колеблется в пределах i SO мм. Поело деформации одного из поперечных сечений участка трубы, опускают верхний валок и раскатывают пильгерголовку без подпора (фиг. 4). Использование предлагаемого способа обеспечивает надежное удержание и уменьшенное смещение труб по дорну и их прокатку на пилигримовьгх станах без пильгерной головки, что позволит сэкономить металл на 2-3% при прокатке труб из слитков, полученных обычной разливкой, и на 5-6% при прокатке труб из слитков непрерывной разливки стали. Формула изобретения Способ пилигримовой прокатки труб, содержащий деформации гильзы на дорне валками, частичное извлечение дорна из трубы и раскатку пилигримовой головки без подпора гильзы, отличаюши с я тем, что, с целью уменьшения смещения трубы по дорну во время раскатки пилигримовой головки и повышения тем самым выхода годного, перед началом ра катки пилигримовой головки участок тру0ы, освобожденный от дорна на расстоянии от его торца 0,5-2,0 диаметра трубы, деформируют до уменьшения одного из размеров ее поперечного сечения на величину, составляющую 1-2% диаметра дорна. 7 Источники информации, ринятые во внимание при экспертизе 1.Авторское свидетельство СССР 229421, кл. В 21 В 21/ОО, 1968. 2.Авторское свидетельство СССР 290778, кл. В 21 В 21/00, 1971. 3.Чернявский А. А. и др. Прокатка костенных трубок нефтяного сортамбн.на пилигриновых ста.тях без пильгергоки. Металлургическая и горнорудная мышленность, № 1, 1974, с. 22-23.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей пилигримовой прокатки труб | 1990 |
|
SU1759489A1 |
| Дорн для горячей прокатки труб на пилигримовом стане | 1983 |
|
SU1127652A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ИЗ КОВАНЫХ И НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК (НЛЗ), СЛИТКОВ ЭШП И ВДП НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2276625C2 |
| Способ горячей пилигримовой прокатки труб | 1978 |
|
SU710688A1 |
| Технологический инструмент для горячей пилигримовой прокатки труб | 1981 |
|
SU1007770A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТРУБ ИЗ КОВАНЫХ ЗАГОТОВОК И СЛИТКОВ (НЕПРЕРЫВНОЛИТЫХ, ЭШП И ВДП) НА УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2001 |
|
RU2207201C2 |
| Способ производства труб | 1980 |
|
SU908437A1 |
| Дорновое устройство пилигримового стана | 1983 |
|
SU1189522A1 |
| Дорновое устройство пилигримового стана | 1990 |
|
SU1784308A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ПОВЫШЕННОЙ ТОЧНОСТИ ПО СТЕНКЕ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2001 |
|
RU2207200C2 |
Фиг/
