113032092
Изобретение относится к обработке камеру на позицию клеймения, а криво- изделий давлением, а именно к устрой- шип 6, взаимодействуя через шатун 7
ствам для нанесения клеим на металлические детали методом давления.
Целью изобретения является увеличение производительности за счет сокращения времени, затрачиваемого на подачу рабочего агента в силовой механизм и сброс агента в атмосферу„
На чертеже представлено устройство О нейшему движению плунжера 3, В этом
для клеймения.
Устройствосодержит клеймовочную камеру, состоящую из закрепленного на жестком основании 1 регулируемого упора 2 5 плунлсера 3, размещенн-эго в направляющих с возможностью продольного перемещения, и пуансона 4, закрепленного на плунжере 3, силовой механизм, состоящий из привода вращаположении кривошип 6 перемещает шатун 7 и связанное с ним через поршень 15 плечо рычага 8 в крайнее нижнее пололсение, в результате чего плун 5 жер 3 с пуансоном 4 перемещаются в сторону обрабатываемой детали, в результате чего в месте контакта развиваются усилия, необходимые для деформирования материала при клеймении.
тельного движения с валом 5, кинема- Эти усилия определяются соотношением
тически соединенным с плунжером 3 посредством кривошипа .о, шатуна 7 и
плеч рычага 8, углом между продольными осями стойки 9 и плунжера 3, рабочей площадью поршня 15 и давлением сжатого воздуха в камере А шатуна 7.
двуплечего рычага 8, опора качания
которого размещена па стойке 9, ку- . . - , .
лачка 10, взаимодействующего со скли-При достижении заданных усилий в мес- зом 11 через толкатель 12 и рычаг контакта пуансона 4 с деталью даль- Шатун 7 выполнен в виде полого ци-нейшее перемещение плунжера 3, рыча- линдрического корпуса 14, внутри ко-га 8 и поршня 15 прекращаются, а вра- торого размещен поршень 15 с уплотнещающийся кривошип 6 перемещает, преодолевая сопротивление сжатого воздуха, корпус 14 шатуна 7 относительно поршня 15 до тех пор, пока кривошип 6 не займет положение, соответствующее ходу плунжера 3 в направлении от
нием 16 Рабочая камера А шатуна 7 через постоянно открытый канал 17 сообщена с источником сжатого воздуха (пневмосетью). Стойка 9, на которой размещена опора качания двуплечего
рычага 8, закреплена шарнирно на ос-- 35 детали. При ходе плунжера 3 от детали с помощью кулачка 10 и кинематически связанного с ним склиза 11 автоматически производится съем обработанной детали и установка на позицию
новании 1 так, что продольная ось стойки с продольной осью плуннсера 3 образуют острый (меньше угла самоторможения) yrosicf. ,
ли с помощью кулачка 10 и кинематически связанного с ним склиза 11 автоматически производится съем обработанной детали и установка на позицию
Устройство для клеймения работает клеймения новой детали. В дальнейшем
следующим образом,
В исходном положении камеру А шатуна 7 сообщают через канал 17 с источником сжатого воздуха (пневмосетью) . Под действием сжатого воздуха поршень 15 перемещается внутри поло-го цилиндрического корпуса 14 в нижнее крайнее положение. Соединенные с порщнем 15 двуплечий рычаг 8, плунжер
процесс повторяется. При отсутствии детали на позиции клеймения плунжер 3 не испытывает сопротивления продольному перемещению, в результате 45 чего энергия привода вращательного движения затрачивается только на холостой ход.
Предлагаемое устройство для клеймения в сравнении с устройством-про3 и стойка 9 занимают соответствующее 5(3 тотипом обеспечивает работу практи- положение. Устройство готово к ра- чески без расхода сжатого воздуха, боте.позволяет увеличить производительДля клеймения деталей включают при- ность путем снятия ограничений по
вод вращательного движения. Вращающийся вал 5 перемещает вокруг своей оси кулачок 10 и кривошип 6. Кулачок 10, взаимодействуя через толкатель 12 и рычаг 13 со склизом 11, подает обрабатываемую деталь 18 в клеймовочную
и рычаЖную систему с плунжером 3, приводит его в возвратно-поступательное движение. При соприкосновении пуансона 4, закрепленного на плунжере 3, с поверхностью детали деталь прижимается к упору 2 и в месте контакта возникают усилия, препятствующие дальположении кривошип 6 перемещает шатун 7 и связанное с ним через поршень 15 плечо рычага 8 в крайнее нижнее пололсение, в результате чего плун- 5 жер 3 с пуансоном 4 перемещаются в сторону обрабатываемой детали, в результате чего в месте контакта развиваются усилия, необходимые для деформирования материала при клеймении.
плеч рычага 8, углом между продольными осями стойки 9 и плунжера 3, рабочей площадью поршня 15 и давлением сжатого воздуха в камере А шатуна 7.
. . - , .
При достижении заданных усилий в мес- те контакта пуансона 4 с деталью даль- нейшее перемещение плунжера 3, рыча- га 8 и поршня 15 прекращаются, а вра-
0
щающийся кривошип 6 перемещает, преодолевая сопротивление сжатого воздуха, корпус 14 шатуна 7 относительно поршня 15 до тех пор, пока кривошип 6 не займет положение, соответствующее ходу плунжера 3 в направлении от
детали. При ходе плунжера 3 от детали с помощью кулачка 10 и кинематически связанного с ним склиза 11 автоматически производится съем обработанной детали и установка на позицию
процесс повторяется. При отсутствии детали на позиции клеймения плунжер 3 не испытывает сопротивления продольному перемещению, в результате 45 чего энергия привода вращательного движения затрачивается только на холостой ход.
Предлагаемое устройство для клеймения в сравнении с устройством-проскорости заполнения пневмоцилиндра 55 рабочим агентом - сжатым воздухом, а также за счет улучшения условий взаимодействия кулачка, установленного на валу привода вращательного движения, с толкателем и склизом в процессе автоматической установки и снятия деталей с позиции клеймения.
Устройство в процессе работы создает значительно меньший уровень производственного шума, так как его работа ведется без расхода сжатого воздуха (использование которого неизбежно, даже при наличии глушителей, сопровождается шумом), а размещенный на вращающемся валу кулачок, взаимодействующий через толкатель, со скли- зоМ, позволяет исключить ударные на- груз1 и, которые имеют место при кулачке, установленном на штоке корот- коходового пневмоцилиндра прототипа.
Формула изобретения
1. Устройство для клеймения, содержащее корпус, пневмосистему и раз-2о мещенные в корпусе, связанные с общим приводом механизм маркирования, сос
тоящий из ползуна с клеймом и связанного с ползуном двуплечего рычага, и механизм перемещения изделий, состоящий из склиза, лежемента и выталкивателя, связанного с общим приводом посредством кулачка, отличающ е- е с я тем, что, с целью снижения энергозатрат и повышения надежности работы, оно снабжено шарнирно закрепленной на корпусе стойкой и пневмо- цилиндром, поршень которого шарнирно связан с вторым концом двуплечего рычага, а корпус пневмоцилиндра связан с общим приводом, при этом ось качания двуплечего рычага размещена на стойке, одна полость цилиндра посто- янно соединена с источником сжатого воздуха, а другая - с атмосферой.
2. Устройство по п. 1, отличающееся тем, что с целью повышения произво ительности, общий привод выполнен в виде кривошипа. ,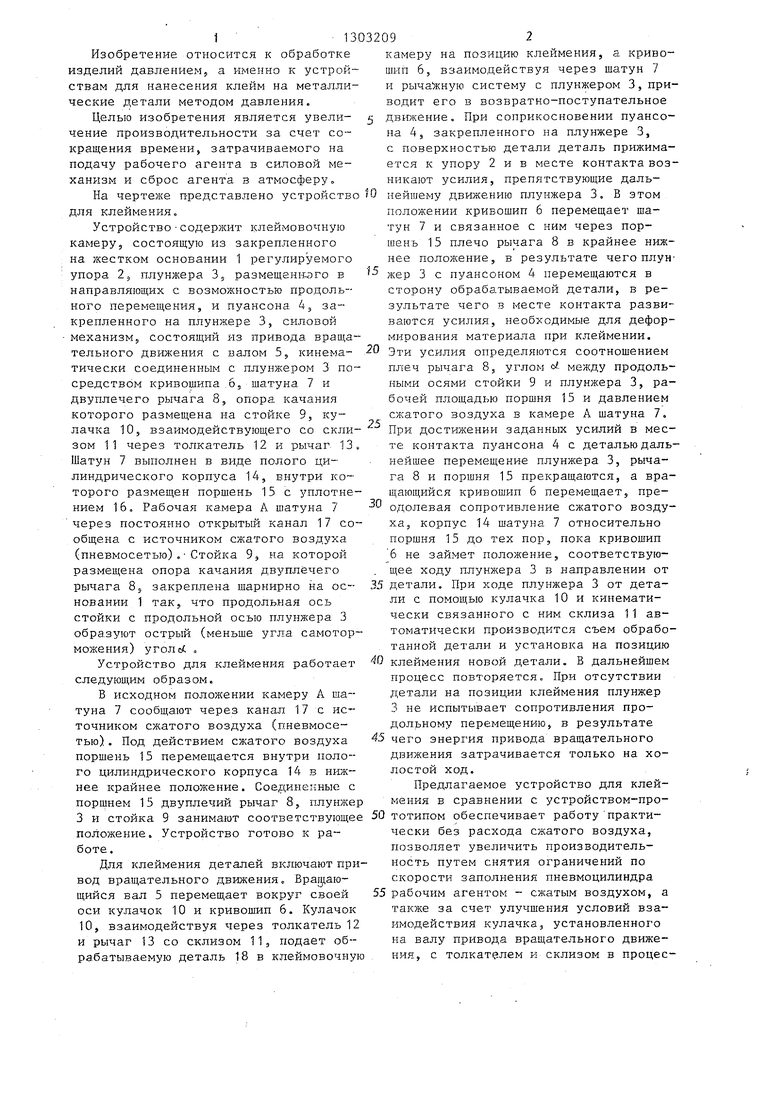

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения | 1975 |
|
SU595037A1 |
| Пневматическое компрессионное оружие | 1989 |
|
SU1828992A1 |
| Холодновысадочный автомат | 1982 |
|
SU1346320A1 |
| СИСТЕМА РЕВЕРСИВНОГО ПРЕОБРАЗОВАНИЯ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ В ПРЯМОЛИНЕЙНОЕ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОЕ ДВИЖЕНИЕ | 1992 |
|
RU2106553C1 |
| ШАТУН ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СТЕПЕНИ СЖАТИЯ ДВС | 2011 |
|
RU2496016C2 |
| МЕХАНИЗМ ПРЕОБРАЗОВАНИЯ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ ПОРШНЯ ВО ВРАЩАТЕЛЬНОЕ ДВУМЯ ПОДВИЖНЫМИ ЗУБЧАТЫМИ РЕЙКАМИ НА ШАТУНЕ В ДВИГАТЕЛЕ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2479734C2 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Устройство для перемещения деталей к прессу | 1986 |
|
SU1398959A1 |
| СПОСОБ ПОВЫШЕНИЯ ТОПЛИВНО-МОЩНОСТНОЙ ЭФФЕКТИВНОСТИ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2038497C1 |
Изобретение относится к области обработки изделий давлением, а именно к устройствам для нанесения клейм на металлические детали. Цель изобретения - повышение эффективности путем снижения расхода сжатого воздуха и увеличение производительности. Для клеймения деталей включают привод вращательного движения. Кривошип 6, вращаясь, пе1 едает усилие через шатун 7 и рычаг 8 на плунжер 3, который производит клеймение предварительно установленной заготовки 18. Шатун представляет собой двухкамерный пневмоци- линдр, в одной камере находится под давлением сжатый воздух, а другая сообщается с атмосферой, при этом сокращается время, затрачиваемое на подачу рабочего агента в силовой механизм и сброс агента в атмосферу. 1 з.п. ф-лы, 1 ил. 77/4(Л
| Устройство для клеймения | 1975 |
|
SU595037A1 |
