Для регулировки размера прошивного отверстия 8 матрицы 5 установлены прокладки 22, при этом угол наклона периферийных участков частей матрицы выбран равным 45 для облегчения перемещения секторов матрицы.
Для удаления после штамповки заготовки в плите 3 предусмотрено окно 23 и устройство, состоящее из выбраI .1303242
Изобретение относится к штамповочному производству для очистки от заусенцев и приливов заготовок с после- дующей их правкою.
Целью изобретения является повыше- 5 ние качества получаемых изделий, стойкости инструмента и снижение энергозатрат процесса.
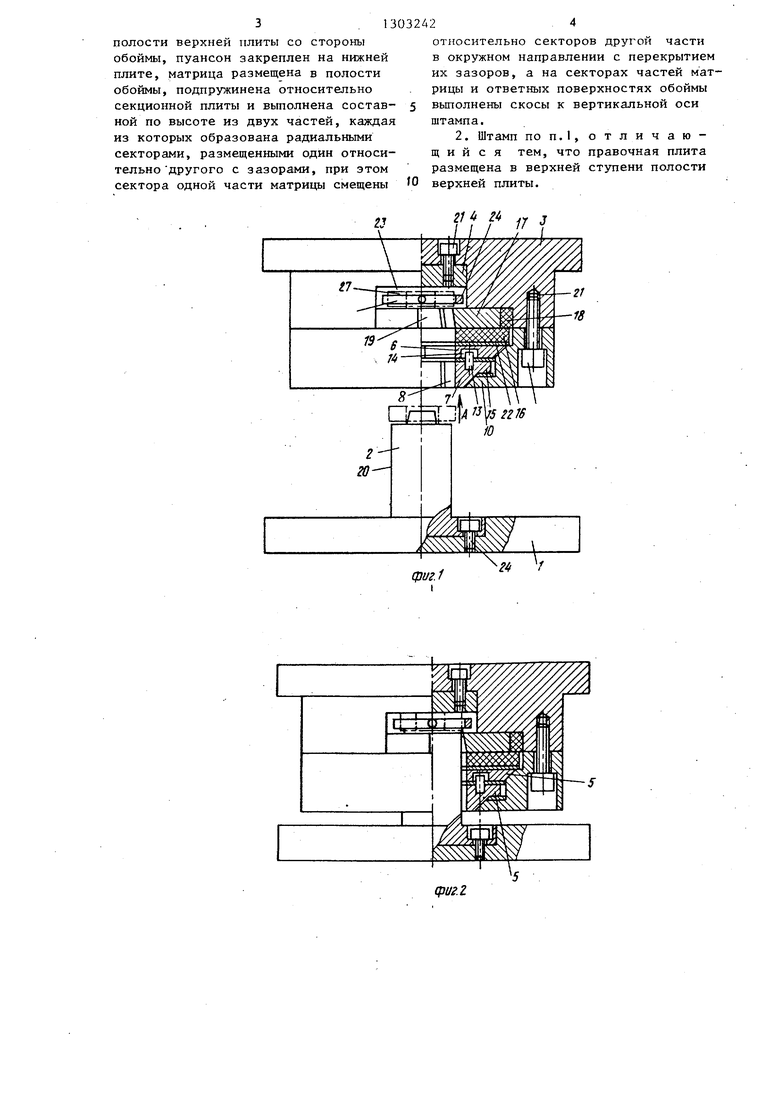
На фиг.1 представлен штамп в исходном положении, общий вид; на фиг.2 - О сьшателя 24, имеющего на одном конце то же, в конечном положении, на возвратную пружину 25, а на другом - фиг.З - вид А на фиг.1; на фиг.4 - ручку 26. секторная прошивная матрица; на фиг.5- вид Б на фиг.4; на фиг.6 - сектора верхнего ряда прошивной мат рицы; на фиг.7 - сектора нижнего ряда прошивной матрицы.
Штамп для прошивки и правки заготовок состоит из нижней плиты 1, на
20
которой закреплен пуансон 2.
Верхняя часть штампа состоит из верхней плиты 3, в которой закреплена правочная плита 4, прошивная матШтамп для прошивки и правки заготовок работает следующим образом.
После укладки заготовки 27 на пуансон 2 включается ход пресса. Опускаясь, верхняя часть штампа матрицей 5 находит на заготовку 27 и очищает ее от заусенцев и приливов секторами нижнего ряда 7, При дальнейшем перемещении заготовки в сторону верхнего ряда 6 происходит очистка тех мест, которые не обработаны секторами нижрица 5, состоящая из верхней 6 и ниж- ней части 7 матрицы; в местах зазопрошивное
ней 7 частей, образую1дих отверстие 8.
Матрица 5 вьтолнена со скосами на наружной боковой поверхности, участком 9 с углом наклона, равным, напри- мер, 45°, и взаимодействует по участку 9 с ответной поверхностью обоймы 10.
Верхняя часть 6 матрицы 5 по зазорам 11 между секторами смещена относительно аналогичных зазоров 12 ниж- ней части 7, что обеспечивается штифтом 13, запрессованным в сектор нижнего ряда матрицы 5 и входящим в выемку 14 верхней части 6 матрицы 5.
Сектора нижнего ряда 7 матрицы 5 вьтолнены с буртом 15, опираюш 1мся на-выступ обоймы 10.
40
ров между секторами.
Далее заготовка следует через сек торную плиту 17 и до упора в плиту 4 При ходе пресса вверх заготовка 27, снижаясь, находит на плиту 17 и за счет уменьшенного относительно заготовки 27 отверстия остается в ней.
После ухода верхней части штампа в исходное положение путем приложения усилия к ручке выбрасывателя заготовка крючкообразной частью выбра сывателя выводится из рабочей зоны, вручную снимается и укладывается в тару. С освобождением от тяги выбра сывателя возвратная пружина 25 ставит тягу в исходное положение.
Формула изобретени
Верхние плоскости секторов верхней части 6 матрицы 5 контактируют с упругой пластиной 16, взаимодействующей в свою очередь с секционной плитой 17, охватываемой по периферии упругим элементом 18. В сомкнутом положении проходное отверстие 19 плиты 17 несколько меньше (например, 1,5-2 мм на сторону) габарита заготовки, на столько же меньше периферийный контур 20 пуансона 2,
Обойма 10, плита 4 и пуансон 2 закреплены, соответственно, к деталям 3 штампа крепежными элементами 2 ) .
Для регулировки размера прошивного отверстия 8 матрицы 5 установлены прокладки 22, при этом угол наклона периферийных участков частей матрицы выбран равным 45 для облегчения перемещения секторов матрицы.
Для удаления после штамповки заготовки в плите 3 предусмотрено окно 23 и устройство, состоящее из выбрасьшателя 24, имеющего на одном конце возвратную пружину 25, а на другом - ручку 26.
сьшателя 24, имеющего на одном конце возвратную пружину 25, а на другом - ручку 26.
Штамп для прошивки и правки заготовок работает следующим образом.
После укладки заготовки 27 на пуансон 2 включается ход пресса. Опускаясь, верхняя часть штампа матрицей 5 находит на заготовку 27 и очищает ее от заусенцев и приливов секторами нижнего ряда 7, При дальнейшем перемещении заготовки в сторону верхнего ряда 6 происходит очистка тех мест, которые не обработаны секторами ниж
0
ров между секторами.
Далее заготовка следует через секторную плиту 17 и до упора в плиту 4. При ходе пресса вверх заготовка 27, снижаясь, находит на плиту 17 и за счет уменьшенного относительно заготовки 27 отверстия остается в ней.
После ухода верхней части штампа в исходное положение путем приложения усилия к ручке выбрасывателя заготовка крючкообразной частью выбрасывателя выводится из рабочей зоны, вручную снимается и укладывается в тару. С освобождением от тяги выбрасывателя возвратная пружина 25 ставит тягу в исходное положение.
Формула изобретения
1. Штамп для прошивки и правки заготовок, содержащий верхнюю плиту,- нижнюю плиту, правочную плиту, пуансон, а также прошивную матрицу, о т- л и чающийся тем, что, с целью повьш ения качества получаемых изделий, стойкости инструмента и снижения энергозатрат процесса, он снабжен съемной секциойной плитой и охва- тываюш;им ее по боковой поверхности кольцевым упругим элементом, а также жестко связанной с верхней плитой обоймой, в обойме и верхней плите вьтолнены ступенчатые полости, секционная плита размещена в ступени
полости верхней плиты со стороны обоймы, пуансон закреплен на нижней плите, матрица размещена в полости обоймы, подпружинена относительно секционной плиты и выполнена составной по высоте из двух частей, каждая из которых образована радиальными секторами, размещеннь:ми один относительно другого с зазорами, при этом сектора одной части матрицы смещены
to
относительно секторов другой части в окружном направлении с перекрытием их зазоров, а на секторах частей матрицы и ответных поверхностях обоймы вьшолнены скосы к вертикальной оси штампа.
2. Штамп по п.1, отличающий с я тем, что правочная плита размещена в верхней ступени полости верхней плиты.
fl/ .м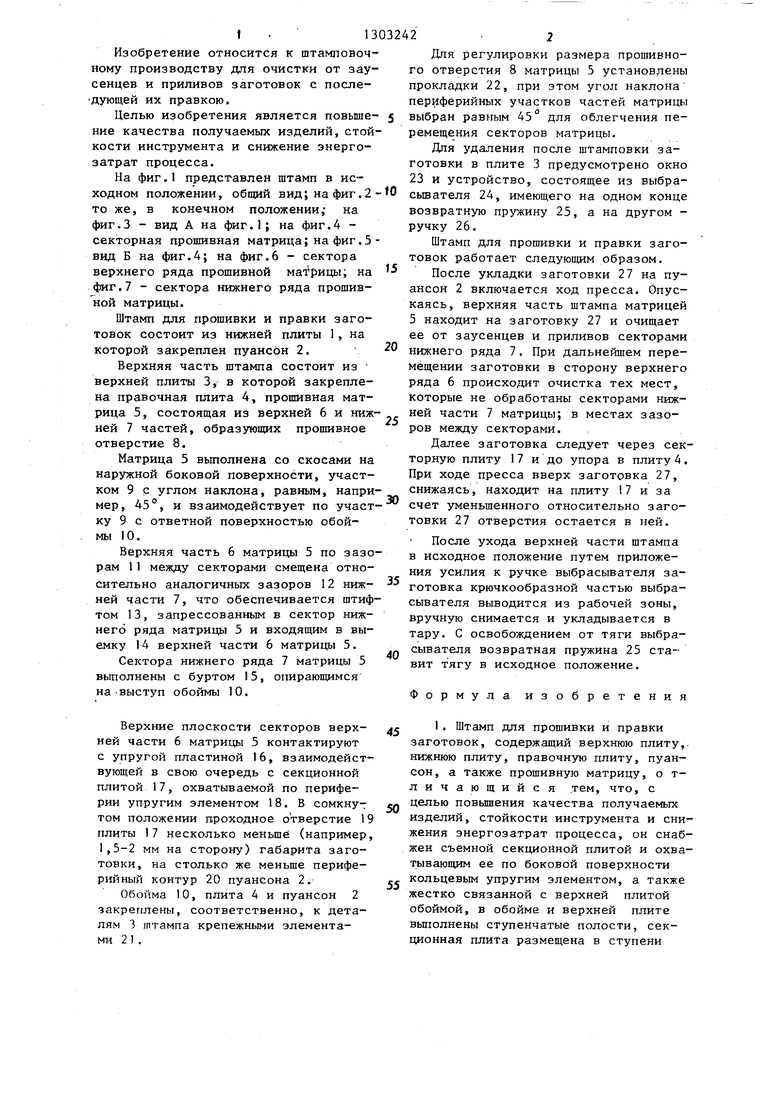
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРАВОЧНЫЙ ШТАМП КОНТАКТНОГО ДЕЙСТВИЯ | 1994 |
|
RU2090295C1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| ПРАВОЧНЫЙ ШТАМП ДЛЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2090294C1 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| Штамп для раздачи кольцевых заготовок | 1989 |
|
SU1755994A1 |
| Штамп для прошивки и правки изделий | 1975 |
|
SU565764A1 |
| Штамп совмещенного действия | 1978 |
|
SU742022A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК В ШТАМП | 1991 |
|
RU2045409C1 |
| Комбинированный штамп | 1979 |
|
SU821019A1 |
| Штамп для прошивки и обрезки деталей | 1974 |
|
SU532440A1 |


Изобретение относится к штамповочному производству, к устройствам для очистки отливок от заусенцев и приливов. Изобретение позволяет повысить качество получаемых изделий. стЬикость инструмента и снизить энергозатраты процесса. Для этого заготовку размещают на пуансоне и воздействуют на нее секционной двухрядной прошивной матрицей. Проходя через ряды секторов матрицы, заусенцы обрезаются со всех сторон заготовки. При этом сектора матрицы подпружинены в вертикальной и горизонтальной плоскости. В конце рабочего перемещения пуансона обрезанная заготовка взаимодействует с секционной съемной плитой и правочной плитой. 1. з.п. ф-лы, 7 ил. со о со to го
26
п
ги
V
фиг.
1303242
5ид6
11
Р едак тор К.Волощук
ашп
Составитель А.Быстрое
Техред Н.Глущенко Корректор С.Шекмар
фиг. 5
Заказ 1245/10Тираж 583 . Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Штамп для прошивки и правки изделий | 1975 |
|
SU565764A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
