Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для обрезки облоя, прошивки отверстия и правки, и может найти применение в металлургии и машиностроении в кузнечно-прессовых цехах.
Целью изобретения является повышение производительности и качества получаемых деталей.
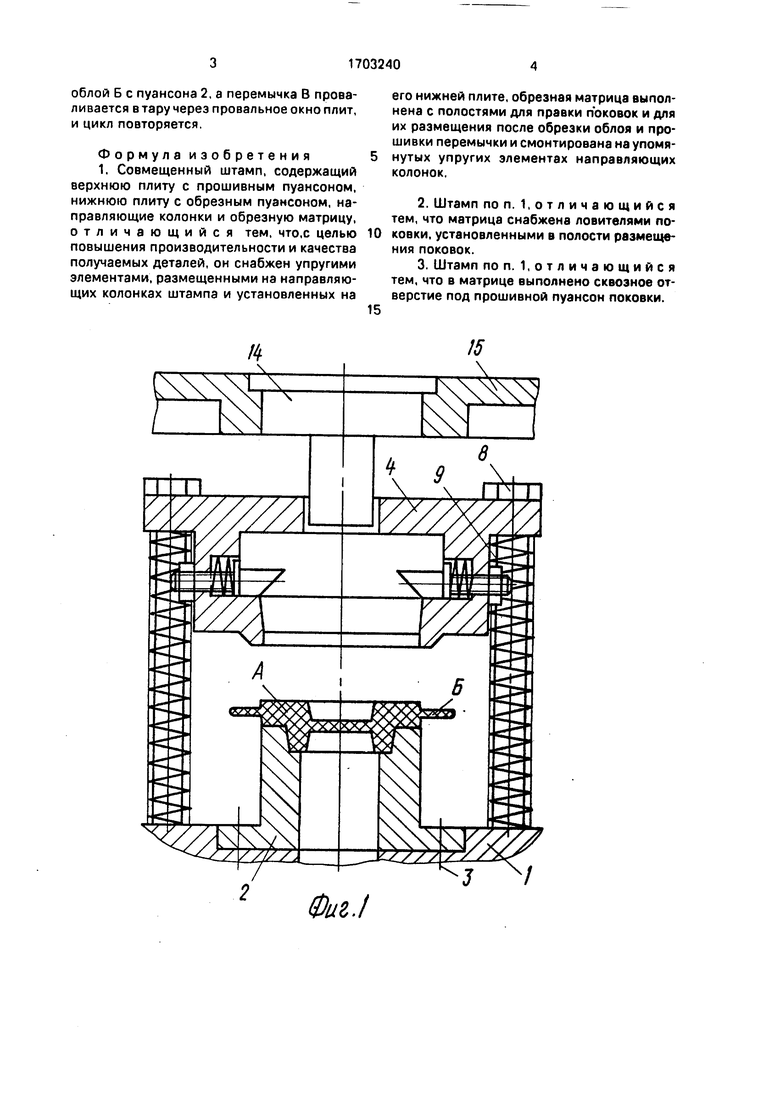
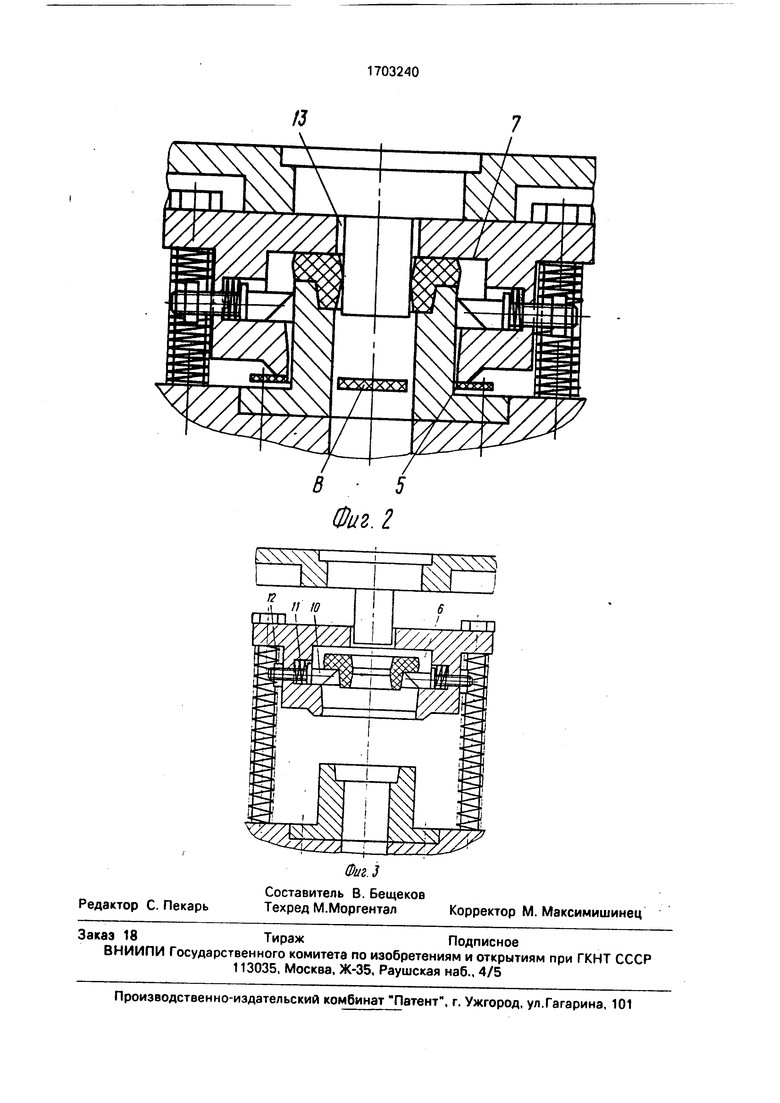
На фиг. 1 представлен штамп в исходном положении; на фиг. 2 - то же, в конечном положении (после обрезки облоя. прошивки отверстия и правки поковки); на фиг. 3 - то же, в положении удаления готовой детали.
Штамп содержит нижнюю плиту 1 штампа с обрезным пуансоном 2, закрепленным винтами 3, обрезную матрицу 4 с рабочей режущей кромкой 5, полостью 6 для размещения поковки и правочной поверхностью 7, смонтированной на колонках 8 с упругими элементами 9, причем обрезная матрица 4 снабжена ловителями 10 с упругими элементами 11 и гайками 12.
Правочная поверхность имеет сквозное отверстие 13 для размещения прошивного пуансона 14, запрессованного в верхней плите 15 штампа.
Штамп работает следующим образом.
Поковка с облоем Б и перемычкой В укладываются на обрезной пуансон 2. Включается рабочий ход ползуна пресса (не показан). При опускании верхняя плита 15с прошивным пуансоном 14 касается поверхности обрезной матрицы 4 и, увлекая ее вниз, производит режущий кромкой 5 обрезку облоя Б, затем прошивной пуансон 14 прошивает перемычку В в поковке А. а пра- вочная поверхность 7 производит правку поковки А. В этом положении упругие элементы 9 и 11 сжаты, а колонки входят в отверстие подштамповой плиты пресса (не показано). Затем ползун поднимается вверх, увлекая за собой верхнюю плиту 15 с прошивным пуансоном 14 и поковкой А. Поковка А, дойдя до прзвочной поверхности 7, освобождается от прошивного пуансона 14, в это же время за счет упругих элементов 11 срабатывают ловители и фиксируют поковку в полости 6 для размещения поковки. Упругие элементы 9 в это время разжаты, а колонки 8 зафиксированы в верхнем положении за счет гаек (не показаны), навинчен-, ных на их концах с упором в нижнюю плиту 1. Далее с помощью клещей поковка А удаляется из полости в тару, так же снимается
fe
ь
облой Б с пуансона 2, а перемычка В проваливается в тару через провальное окно плит, и цикл повторяется.
Формула изобретения 1. Совмещенный штамп, содержащий верхнюю плиту с прошивным пуансоном, нижнюю плиту с обрезным пуансоном, направляющие колонки и обрезную матрицу, отличающийся тем, что,с целью повышения производительности и качества получаемых деталей, он снабжен упругими элементами, размещенными на направляющих колонках штампа и установленных на
0
5
его нижней плите, обрезная матрица выполнена с полостями для правки поковок и для их размещения после обрезки облоя и прошивки перемычки и смонтирована на упомянутых упругих элементах направляющих колонок.
2. Штамп по п. 1,отличающийся тем, что матрица снабжена ловителями поковки, установленными в полости размещения поковок.
3. Штамп по п. 1,отличающийся тем, что в матрице выполнено сквозное отверстие под прошивной пуансон поковки.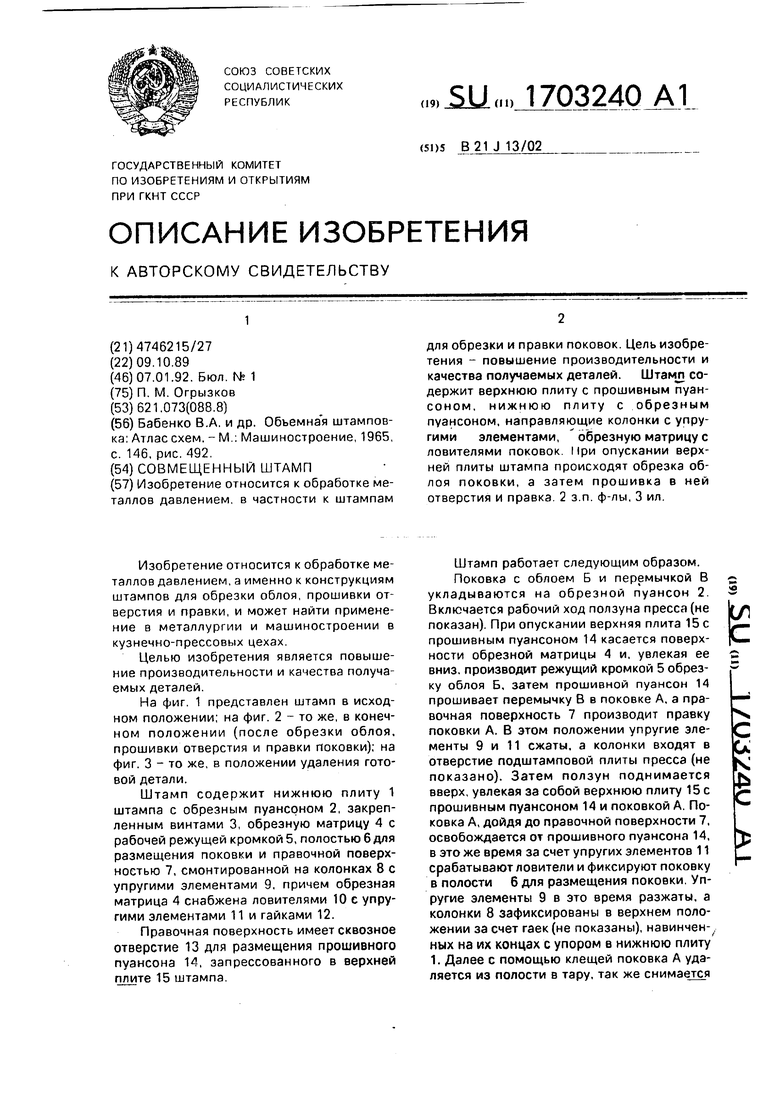
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1978 |
|
SU742022A1 |
| Устройство для обрезки облоя и прошивки перемычки штампованных поковок | 1981 |
|
SU1026914A1 |
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021068C1 |
| Совмещенный штамп | 1988 |
|
SU1581463A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2025185C1 |
| Способ обрезки облоя на поковках и штамп для его осуществления | 1988 |
|
SU1551464A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Совмещенный штамп | 1979 |
|
SU804162A1 |
Изобретение относится к обработке металлов давлением, в частности к штампам для обрезки и правки поковок. Цель изобретения - повышение производительности и качества получаемых деталей. Штамп содержит верхнюю плиту с прошивным пуансоном, нижнюю плиту с обрезным пуансоном, направляющие колонки с упругими элементами, обрезную матрицу с ловителями поковок. 11ри опускании верхней плиты штампа происходят обрезка об- лоя поковки, а затем прошивка в ней отверстия и правка. 2 з.п. ф-лы, 3 ил.
7
т
| Бабенко В.А | |||
| и др | |||
| Обьемная штамповка: Атлас схем | |||
| - М.: Машиностроение, 1965, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Катодный усилитель | 1923 |
|
SU492A1 |
