Изобретение относится к обработке металлов давлением, в частности к штампам, предназначенным для выполнения отделочных операций - пробивке отверстий в поковках, обрезке заусенцев и правке искривлений, и может быть использовано для поковок двухсторонних прямых торцовых гаечных ключей.
Известен последовательный штамп для обрезки заусенцев и прошивки отверстия в поковке, содержащий верхнюю и нижнюю плиты с направляющими колонками, прошивной и обрезной пуансоны, закрепленные на верхней плите, прошивную и обрезную матрицы с отверстиями на провал и съемник прошивного пуансона (Брюханов А.Н., справочник „Ковка и объемная штамповка стали" под ред. М.В. Сторожева, том 2, стр. 282, рис. 23, изд. „Машиностроение", М., 1968 г.).
При применении известного штампа для производства отделочных операций на поковках двухсторонних прямых торцовых гаечных ключей, получаемых на горизонтально-ковочных машинах (ГКМ), то есть для пробивки отверстий в проушинах головок ключа под вороток, а также для обрезки заусенцев, выявлены следующие недостатки.
Во-первых, при пробивке отверстия в проушине головки ключа происходит искривление поковки в виде небольшого отгиба головки относительно стержня. На величину искривления оказывает влияние состояние режущих кромок пробивного пуансона, а также зазор между матрицей и пуансоном. Увеличение зазора вызывает увеличение степени искривления поковки, которая может превысить допускаемое отклонение от соосности.
Во-вторых, используемый в известном штампе метод фиксации поковки на обрезной матрице по наружному контуру для поковок торцовых гаечных ключей не всегда обеспечивает правильное расположение поковки относительно режущих кромок и качественную обрезку. Так при превышении размера поковки соответствующего размера матрицы, то есть в случаях допускаемого „зареза" тела поковки при обрезке заусенцев, нижняя поверхность заусенцев при фиксировании поковки не соприкасается с поверхностью матрицы и может располагаться под углом к последней. Для поковок торцовых гаечных ключей это выражается в возможном развороте поковки относительно продольной оси при ее установке и фиксации, что вызывает появление брака в виде неполной обрезки и смятия заусенцев. В-третьих, перенесенная с позиции пробивки без поворота относительно продольной оси и установленная на позиции обрезки искривленная поковка ключа имеет отогнутые вверх головку и стержень. Поэтому в процессе обрезки головка и стержень поковки упираются в опорную поверхность охватывающей полости обрезного пуансона не по всей поверхности, а только по линиям первоначального касания, что приводит к местному смятию стержня и головки. Смятие края головки торцового ключа вызывает искажение геометрической формы внутренней шестигранной полости.
Технической задачей, на решение которой направлено заявляемое изобретение, является улучшение качества поковок двухсторонних прямых торцовых гаечных ключей за счет исключения недостатков, присущих известному последовательному штампу путем изменения его компоновки и конструкции.
Поставленная задача решается тем, что в последовательном штампе для пробивки, обрезки и правки поковок торцовых гаечных ключей, содержащем верхнюю и нижнюю плиты с направляющими колонками, пробивной пуансон, закрепленный на верхней плите, съемник, матрицу для пробивки с отверстием на провал, полуоткрытую обрезную матрицу с режущей кромкой и обрезной пуансон с охватывающей поверхностью, обрезная полуоткрытая матрица закреплена на верхней плите и выполнена с расположенной за пояском ее режущей кромки полостью для свободного размещения головки гаечного ключа, обрезной пуансон закреплен на нижней плите, а его охватывающая поверхность выполнена опорной из условия обеспечения фиксации поковки во время обрезки и правки.
Общими признаками заявляемого изобретения и известного последовательного штампа для обрезки заусенцев и прошивки отверстия в поковке являются наличие в штампе верхней и нижней плит с направляющими колонками, пробивного пуансона, закрепленного на верхней плите, съемника, матрицы для пробивки с отверстием на провал, полуоткрытой обрезной матрицы с режущей кромкой и обрезного пуансона с охватывающей поверхностью.
Новыми признаками в заявляемом изобретении являются:
- обрезная полуоткрытая матрица закреплена на верхней плите и выполнена с расположенной за пояском ее режущей кромки полостью для свободного размещения головки поковки гаечного ключа;
- обрезной пуансон закреплен на нижней плите, а его охватывающая поверхность выполнена опорной из условия обеспечения фиксации поковки во время обрезки и правки.
Поковка в штампе по заявляемому изобретению после пробивки отверстия снимается с позиции пробивки и переносится на позицию обрезки заусенцев с отогнутой вверх головкой. Совокупность новых признаков заявляемого изобретения обеспечивает получение следующих результатов. Во-первых, в отличие от известного штампа поковка при обрезке заусенцев фиксируется в охватывающей полости обрезного пуансона, закрепленного на нижней плите. Фиксирование головки поковки осуществляется как по наружному контуру, так и упором на плоскость проушины. Дополнительное фиксирование упором в плоскость проушины предотвращает разворот поковки относительно продольной оси и обеспечивает по сравнению с известным штампом более точную установку поковки на позиции обрезки. Во-вторых, закрепление обрезной матрицы на верхней плите устраняет вероятность местного смятия отогнутых головки и стержня поковки, так как полуоткрытая обрезная матрица имеет полости для их размещения при обрезке и соприкасается с поковкой только по контуру обрезки. В-третьих, по сравнению с известным штампом при обрезке заусенцев осуществляется дополнительная правка отгиба головки поковки торцового ключа, то есть исправление искривления поковки, полученного при пробивке отверстия. Правка отогнутой головки до величины допускаемого отклонения от соосности головки и стержня осуществляется в охватывающей полости обрезного пуансона, которая одновременно играет роль правочного ручья, путем силового воздействия на поковку обрезной матрицей через искривленные заусенцы, расположенные на головке вдоль оси поковки по сторонам от места искривления. Направление правки отгиба совпадает с направлением движения обрезной матрицы. Усилие для правки создается за счет усилия, возникающего при обрезке заусенцев.
Устранение указанным путем недостатков известного последовательного штампа, используемого для выполнения отделочных операций на поковках двухсторонних прямых торцовых гаечных ключей, позволяет улучшить качество поковок.
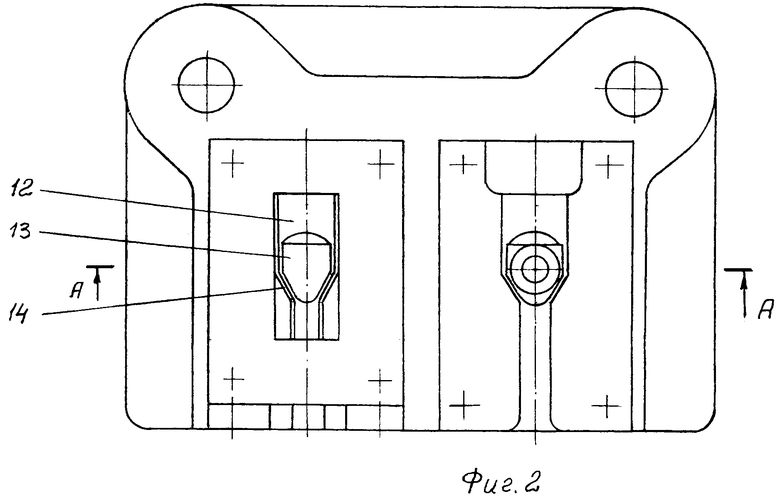
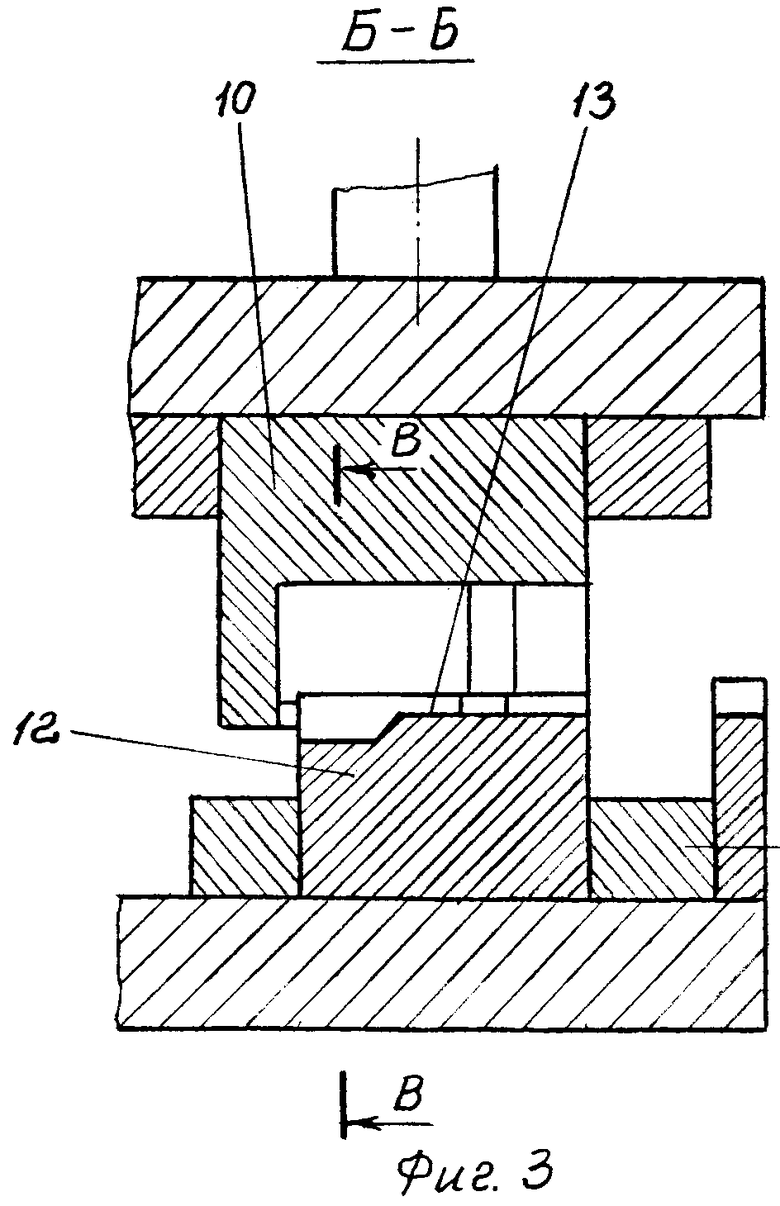
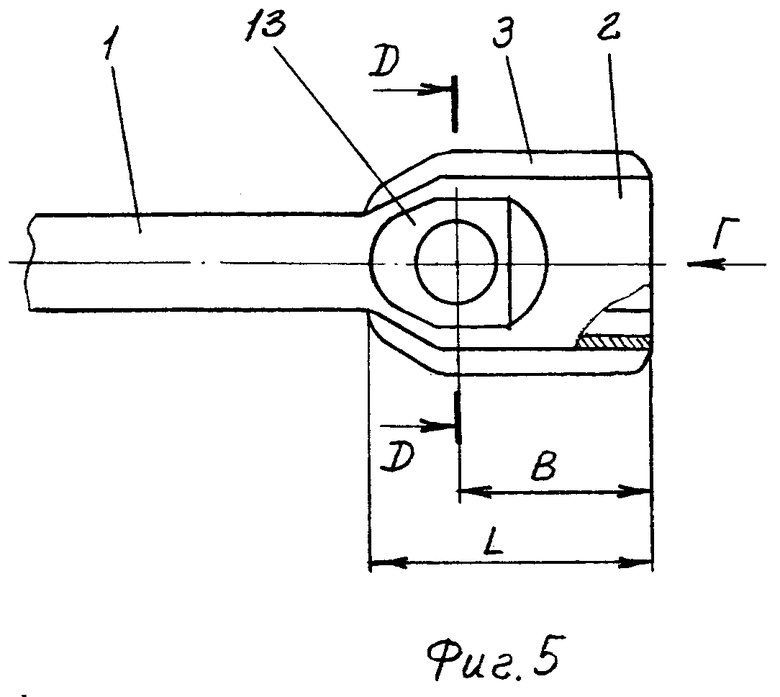
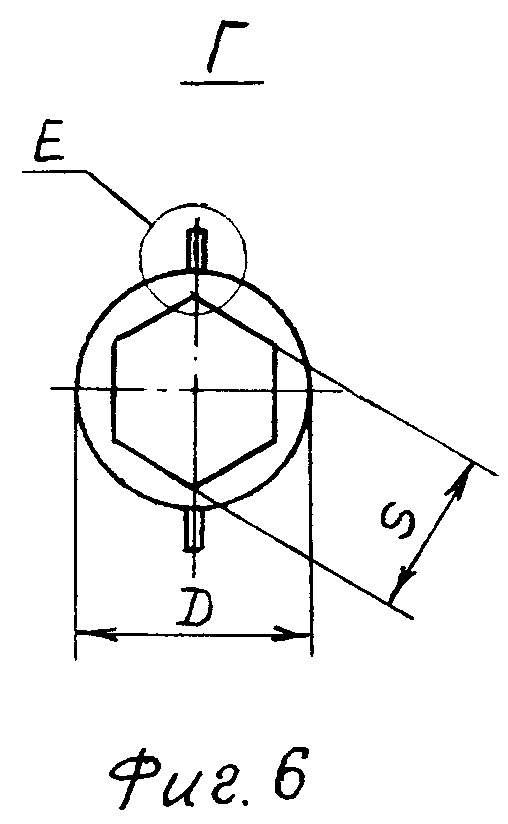
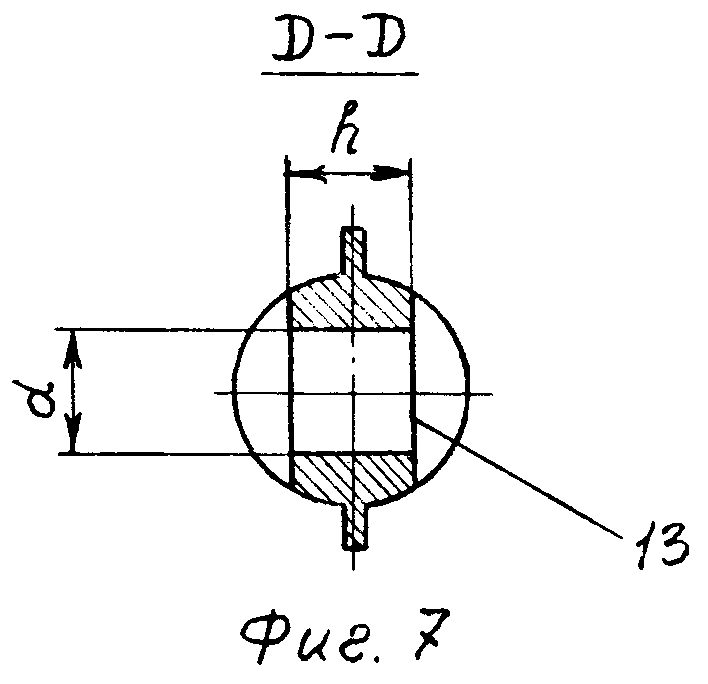
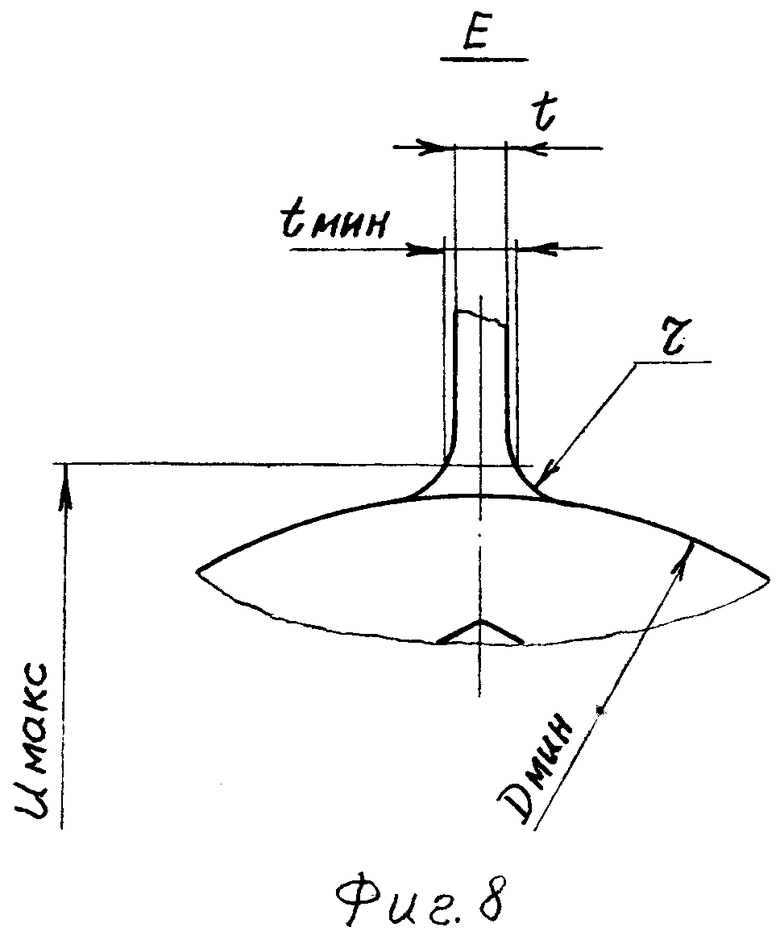
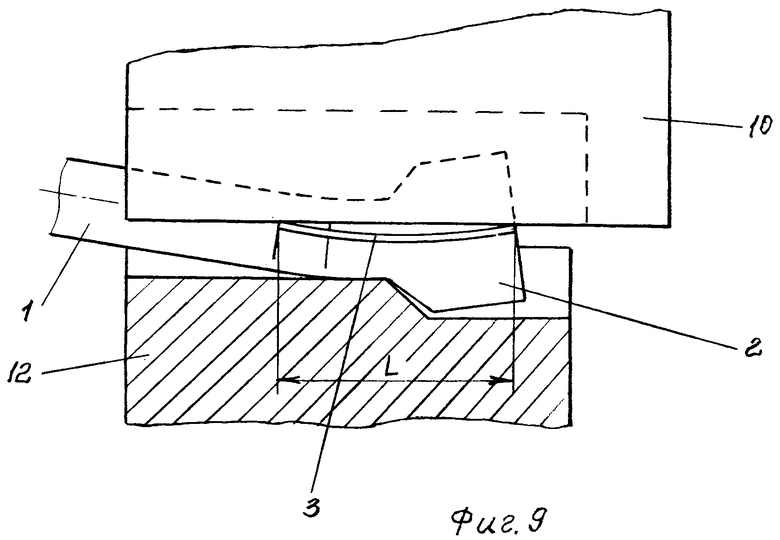
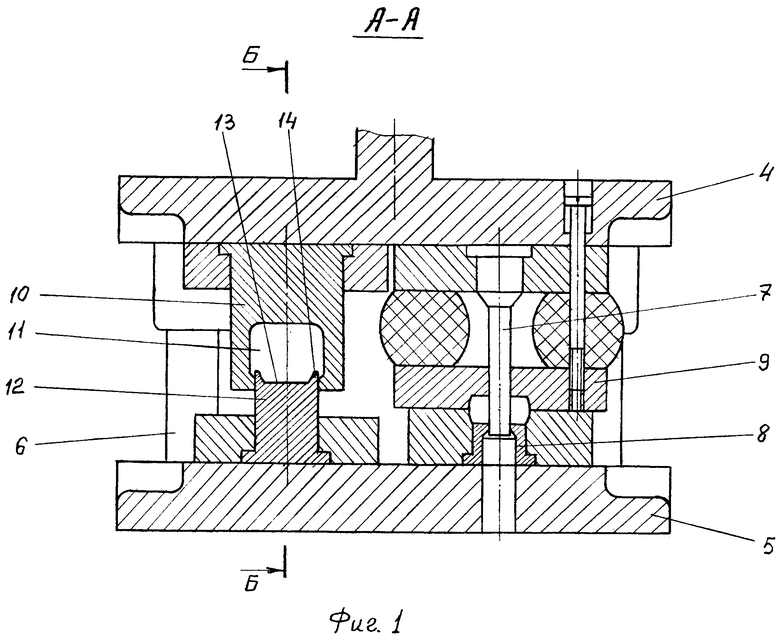
На фиг.1 изображен последовательный штамп для пробивки, обрезки и правки поковок торцовых гаечных ключей, общий вид в разрезе; на фиг.2 - вид сверху (со снятой верхней плитой); на фиг.3 - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.3; на фиг.5 - поковка двухстороннего прямого торцового гаечного ключа после штамповки на ГКМ; на фиг.6 - вид Г на фиг.5; на фиг.7 - разрез Д-Д на фиг.5; на фиг.8 - место Е на фиг.6; на фиг.9 - упрощенная схема обрезки заусенцев поковки и правки.
Последовательный штамп для пробивки, обрезки и правки поковок двухсторонних прямых торцовых гаечных ключей 1, имеющих у головки 2 заусенцы 3, содержит верхнюю 4 и нижнюю 5 плиты, связанные между собой направляющими колонками 6. Пуансон 7, закрепленный на верхней плите 4, и матрица 8 предназначены для пробивки отверстия d под вороток в проушине головки 2 торцового ключа. Для снятия поковки с пробивного пуансона 7 служит съемник 9. Матрица 8 имеет провальное отверстие для удаления отходов после пробивки, расположенное над провальным окном в нижней плите 5. Полуоткрытая матрица 10с режущими кромками для обрезки заусенцев закреплена на верхней плите 4. За пояском режущих кромок матрица имеет полость 11 для свободного размещения головки 2 ключа после обрезки заусенцев. Обрезной пуансон 12, закрепленный на нижней плите 5, одновременно служит для фиксирования поковки перед обрезкой, которое осуществляется посредством охватывающей полости торцевой опорной поверхности пуансона. Фигура охватывающей полости выполняется по поковке с учетом наибольших допускаемых величин предельных отклонений. Смещение поковки в горизонтальной плоскости ограничивается внешним охватывающим контуром полости пуансона, возможный разворот поковки относительно продольной оси ограничивается контактом по плоскости 13 проушины между пуансоном и поковкой. Заусенцы 3 поковки 1 перед обрезкой располагаются выше охватывающих кромок 14 пуансона и не влияют на точность фиксирования.
Штамп работает следующим образом. Поковка торцового ключа 1 укладывается в фиксирующую полость пробивной матрицы 8 и после прижатия съемником 9 производится пробивка отверстия d пробивным пуансоном 7. После пробивки поковка получает, небольшой отгиб головки 2 вверх относительно стержня, причем линия перегиба проходит по осевой линии действия пробивного пуансона, то есть по осевой линии отверстия d. Далее с позиции пробивки поковка без поворота относительно продольной оси переносится и укладывается в фиксирующую полость обрезного пуансона 12. При движении верхней плиты 4 вниз в начале обрезки обрезная матрица 10 соприкасается с искривленными заусенцами в тех местах, которые располагаются по сторонам от осевой линии отверстия d. В процессе обрезки воздействие матрицы на заусенцы передается поковке и выправляет ее. Предложенная в заявленном изобретении схема правки аналогична схеме V-образной гибки (Мошнин Е.Н., справочник „Ковка и объемная штамповка стали" под ред. М.В. Сторожева, том 2, стр. 167, рис. 2, изд. „Машиностроение", М., 1968 г.), причем усилие гибки передается через обрезаемый заусенец. Условием для правки искривления поковки в виде отгиба головки должно быть выполнение соотношения:
Робр.≥ Ргиб., (1)
где Робр. - усилие обрезки заусенцев;
Ргиб. - требуемое усилие гибки по сечению, проходящему по осевой линии отверстия d.
При изгибе величина нормальных напряжений в сечении изгибаемой детали зависит от изгибающего момента, а касательных - от величины поперечной силы. С уменьшением расстояния между опорами L изгибающий момент снижается и при изгибе с расстоянием L<4 h, где h - толщина детали, при расчетах усилия гибки следует исходить из величины поперечной силы: Q≈ 0,5· Fгиб.· GB (Мошнин Е.Н., справочник „Ковка и объемная штамповка стали" под ред. М.В. Сторожева, том 2, стр. 169, ф-ла (5), изд. „Машиностроение", М., 1968 г.),
где Fгиб. - площадь поперечного сечения поковки по осевой линии отверстия d;
GB - временное сопротивление разрыву материала изгибаемой детали.
Расстояние L в начале обрезки определяется как длина проекции заусенцев на продольную ось поковки, в процессе правки величина L будет еще более уменьшаться. Для номенклатурного ряда ключей типа I с внутренним шестигранником, кованых, двухсторонних, прямых соотношение L<4 h выполняется („Ключи торцовые специальные", Технические условия ТУ2-035-550-95, АО „Павловский инструментальный завод", 1996 г.).
Требуемое усилие гибки для сечения по осевой линии отверстия d:
Ргиб.=Q· L/B≈ 0,5· Fгиб· GB·L/B, (2)
где В - расстояние от края головки ключа до осевой линии отверстия d.
Усилие обрезки заусенцев определяется по соотношению (Брюханов А.Н., справочник „Ковка и объемная штамповка стали" под ред. М.В. Сторожева, том 2, стр. 255, изд. „Машиностроение", М., 1968 г.):
Робр.=(1,5-1,8)· GB·Fcp, (3)
где GB - временное сопротивление разрыву;
Fcp=t· lcp - площадь среза;
t - толщина обрезаемых заусенцев;
lcp - периметр среза.
Подставляя в соотношение (1) выражения (2) и (3), условие для правки искривления поковок торцовых ключей конкретизируется в следующем виде:
(1,5-1,8)· GB·Fcp≥ 0,5· Fгиб· GB·L/В.
Принимая в левой части минимальные значения величин и тем самым ослабляя неравенство, условие правки поковки можно представить в виде:
1,5· Fcp мин≥ 0,5· Fгиб· /В; или Fгиб≤ 3· Fcp мин· В/L, (4)
где Fcp мин - минимальная площадь среза заусенцев с учетом максимального размера матрицы, минимального размера поковки и с учетом срезаемых закруглений на переходе от тела поковки к заусенцам.
Равенство левой и правой частей соотношения (4) устанавливает наибольшую величину Fгиб, при которой начинается эффект правки искривления поковок торцовых ключей. При равенстве или превышении правой части соотношения головка поковки после выправления входит в соприкосновение с охватывающей опорной поверхностью пуансона 12. Так как обрезная матрица 10 имеет полость 11 для свободного размещения головки ключа, после обрезки исключается местное смятие головки и стержня поковки 1 и деформация внутренней шестигранной полости.
Пример. Изготовлен и освоен в производстве последовательный штамп для пробивки отверстия, обрезки заусенцев и правки отгиба головки поковки прямого двухстороннего торцового ключа из стали 40Х в горячем виде с размерами головки: S=27 мм; D=39,1-40,5 мм; L=65 мм; В=46 мм; h=21 мм; d=20 мм; Fгиб=385,4 мм.
Обрезаемые заусенцы 3 образуются по линии разъема матриц при получении поковки на ГКМ. Толщина обрезаемых заусенцев t=1 мм, периметр среза t=135 мм, радиус закругления при переходе от тела поковки к заусенцам r=1,5 мм. Размер по ширине режущего контура обрезной матрицы U=39,69-40,31 мм.
Максимальная величина остаточного выступа от заусенцев при обрезке:
е=(Uмакс-Dмин)/2=(40,31-39,1)=0,6 мм.
Для е=0,6 мм толщина среза с учетом радиуса закругления r=1,5 мм определяется графически или расчетным путем: t мин=1,6 мм. Минимальная площадь среза: Fcp мин=tмин· lср=1,6· 135=216 мм2. Выполнение условия правки (4):
Fгиб≤ 3· Fcp мин· В/L; 385,4<3· 216· 46/65=458,6 - выполняется.
Штамп работает в составе штамповочной линии. После высадки головки ключа на ГКМ в горячем виде поковка подается транспортером к штампу. Сначала производится пробивка отверстия d, потом обрезка заусенцев 3 по контуру головки. Операции на штампе выполняются в горячем состоянии с одного нагрева. После пробивки отверстия образуется небольшой отгиб головки относительно стержня. При обрезке заусенцев матрица ложится на заусенцы и выправляет отгиб головки, а при дальнейшем ходе обрезает заусенцы. Контакт полуоткрытой обрезной матрицы с поковкой осуществляется только через боковые заусенцы, поэтому случаев смятия и деформации стержня и головки ключа при работе не наблюдается. Конструкция последовательного штампа, выполненная в соответствии с заявляемым изобретением, на производстве показала свою работоспособность. Качество поковок соответствует установленным требованиям.
Таким образом, использование заявляемого изобретения позволяет исключить недостатки известного последовательного штампа, используемого для обрезки заусенцев и прошивки отверстий в поковках, и выполнять в предлагаемом по заявляемому изобретению последовательном штампе пробивку отверстия, обрезку заусенцев и правку поковок двухсторонних прямых торцовых гаечных ключей с соблюдением установленных требований по качеству. Данный результат обеспечивается благодаря изменению конструкции и компоновки известного штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп | 1978 |
|
SU721237A1 |
| Штамп для обрезки и зачистки поковок | 1972 |
|
SU526430A1 |
| Комбинированный штамп | 1980 |
|
SU980914A1 |
| Штамп | 1980 |
|
SU899216A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Комбинированный штамп | 1979 |
|
SU821019A1 |
| Комбинированный штамп | 1980 |
|
SU969407A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |

Изобретение относится к области обработки металлов давлением и может быть использовано при выполнении отделочных операций для поковок двухсторонних прямых торцовых гаечных ключей. Штамп содержит верхнюю и нижнюю плиты с направляющими колонками, пробивной пуансон, закрепленный на верхней плите, съемник, матрицу для пробивки, полуоткрытую обрезную матрицу и обрезной пуансон. Обрезная матрица закреплена на верхней плите и выполнена с режущей кромкой и расположенной за ее пояском полостью для свободного размещения головки поковки гаечного ключа. Обрезной пуансон закреплен на нижней плите и имеет охватывающую опорную поверхность, которая позволяет фиксировать поковку во время обрезки и правки. В результате обеспечивается повышение качества полученных поковок. 9 ил.
Последовательный штамп для пробивки, обрезки и правки поковок торцовых гаечных ключей, содержащий верхнюю и нижнюю плиты с направляющими колонками, пробивной пуансон, закрепленный на верхней плите, съемник, матрицу для пробивки с отверстием на провал, полуоткрытую обрезную матрицу с режущей кромкой и обрезной пуансон с охватывающей поверхностью, отличающийся тем, что обрезная полуоткрытая матрица закреплена на верхней плите и выполнена с расположенной за пояском ее режущей кромки полостью для свободного размещения головки поковки гаечного ключа, обрезной пуансон закреплен на нижней плите, а его охватывающая поверхность выполнена опорной из условия обеспечения фиксации поковки во время обрезки и правки.
| Ковка и объемная штамповка стали | |||
| Справочник в двух томах, Под ред | |||
| Сторожева М.В., том 2, Москва, Машиностроение, 1968, с.с.256, 259, 282, рис.23, 287, 288 | |||
| Штамп для прошивки и правки заготовок | 1985 |
|
SU1303242A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Штамп для обрезки облоя с поковок | 1985 |
|
SU1355343A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТРОЕНИЯ ЛИТОСФЕРЫ ЗЕМЛИ | 1998 |
|
RU2159452C2 |
| ОГНЕТУШИТЕЛЬ | 2003 |
|
RU2218958C1 |

