Известна неподвижная онравка для изготовления труб из снирально навиваемых проклеенных лент, нрижимаемых к онравке витком подвижного бесконечного ремня, снабженная опорными роликами для вырабатываемой трубы, свободно установленнымина осях и размешенными но спирали.Недостатки известной оправки заключаются в ее конструктивной сложности, в частности, узла скользяищх опор роликов, которые размещены с интервалами, что резко снижает качество изготовляемых труб и затрудняет их навивание.
Описываемая неподвижная оправка не имеет отмеченных недостатков, выполнена с большей упорной поверхностью роликов, более простым креплением осей роликов, а также с их охлаждением и смазкой. Онравка представляет собою шнек с поперечными желобками в его, витках для осей ребристых роликов, размешенных между витками так,, что ребра одних роликов находятся в промежутках между ребрами соседних роликов. Один конец каждой оси роликов выполнен в виде крючка, другой ее конен снабжен резьбой и гайкой. Оправка на одном конце имеет проушины для крючков осей, а другой ее конец выполнен с проточками, в которые частично входят гайки осей. Для охлаждения роликов и их смазывания в оправке имеются продольные каналы, соединяюш,неся с выходящими наружу радиальными каналами, через которые поступает охлаждающая и смазывающая жидкость.
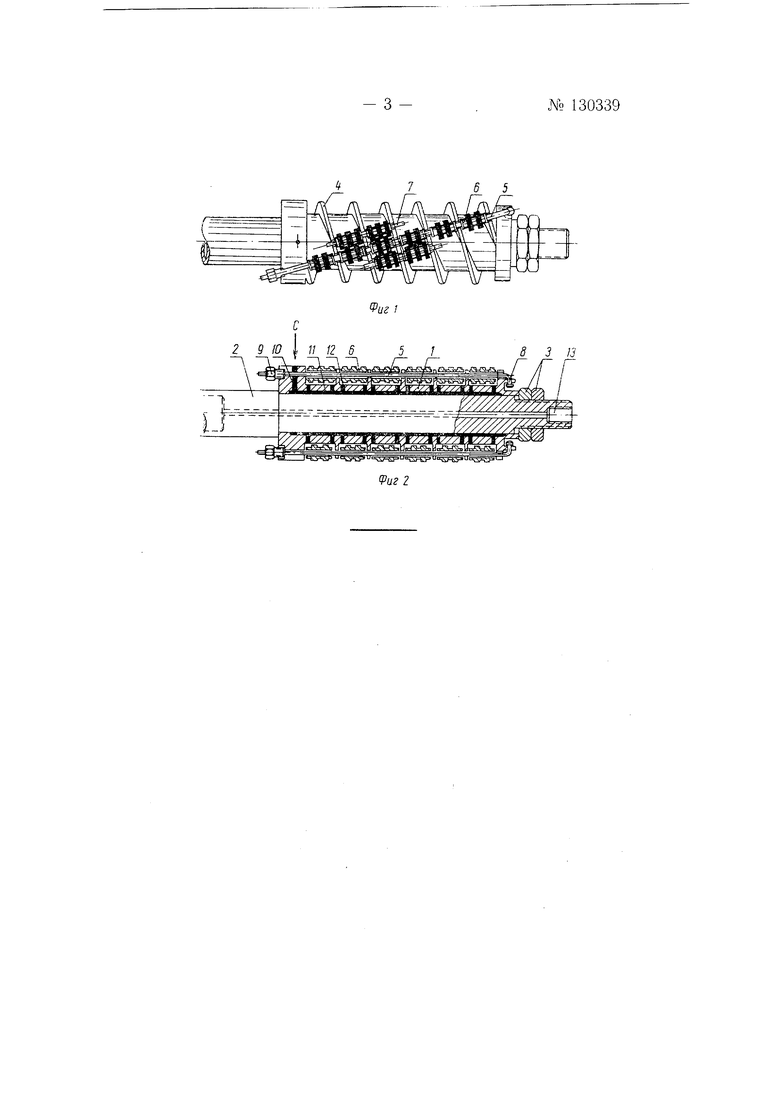
На фиг. 1 изображена неподвижная онравка, обший вид; на фиг. 2- оправка в продольном разрезе.
Полый корпус } оправки надевается на опорный стержень 2 станка и зажимается гайками 3. Оправка выполнена в виде шнека с поперечными желобками в его витках 4. В этих желобках виткОВ шнека установлены оси 5, каждая из которых является обшей для ряда ребристых опорных роликов 6. Ребра одних роликов размещены между
№ 130339 - 2
ребрами смежных роликов, сидящих на другой общей оси 7. Один конец каждой оси имеет крючок 8, входящий в проущину оправки, а другой конец имеет резьбу, на которой навинчена гайка 9, натягивающая ось. Кориус оправки с одного конца выполнен с проточками, в которые частично заходят гайки 9 при их завинчивании. Шахматное расноложение ребер опорных роликов позволяет более уцлотненно расположить ролики в рядах и тем самым увеличить эффективную рабочую поверхность оправки в целом.
Охлаждающая и смазывающая жидкость поступает в направлении стрелки С через радиальный канал 10 в продольные каналы 11, из которых через дюзы 12 направляется к опорным роликам. Канал 13 иредназначен для пропуска жидкого состава, покрывающего внутреннюю поверхность изготовляемой трубы из спирально навиваемых проклеенных лент. Винтообразная поверхность оправки способствует надежному сходу трубы с оправки и таким образом практически полностью разгружает подвижный бесконечный ремень, прижимающий ленты к оправке, от поперечных усилий, чрезмерного натяжения и обрыва.
Предмет изобретения
1.Неподвижная оправка для изготовления труб из спирально навиваемых проклеенных лент, прижимаемых к оправке витком подвижного бесконечного ремня, снабженная опорными роликами для вырабатываемой трубы, свободно установленными на осях и размещенными по спирали, отличающаяся тем, что, с целью увеличения опорной поверхности роликов, она выполнена в виде щнека с поперечными желобками в его витках для осей примененных в ней ребристых роликов, размещенных между витками таким образом, что ребра одних роликов входят в промежутки между ребрамп соседних роликов.
2.Неподвижная оправка по п. 1, отличающаяся тем, что, с целью упрощения крепления осей роликов, один конец каждой оси выполнен в виде крючка, другой ее конец снабжен резьбой с гайкой, оправка на одном конце снабжена проущинами для крючков осей, а другой ее конец выполнен с проточками, в которые частично входят гайки .осей.
3.Неподвижная оправка по п. 1, отличающаяся тем, что, с целью охлаждения роликов и их смазывания, она снабжена продольными каналами, соединяющимися с выходящими наружу радиальными каналами, через которые подают охлаждающую и смазывающую жидкость.

| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейер для транспортирования изделий при их термической обработке в печи | 1959 |
|
SU126130A1 |
| УСТРОЙСТВО для НАВИВКИ ШНЕКОВ | 1972 |
|
SU325070A1 |
| Приспособление к токарному станку для непрерывной навивки спиралей | 1984 |
|
SU1299653A1 |
| Устройство для изготовления многоугольных бумажных труб непрерывной спиральной намоткой | 1982 |
|
SU1077822A1 |
| Полуавтомат для горячей навивки пружин из мерных заготовок | 1977 |
|
SU695745A1 |
| Устройство афраймовича и минской" для сборки ленточных стяжных хомутиков | 1974 |
|
SU488024A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257977C1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН-РЕБЕР ИЗ РУЛОННОЙ ЛЕНТЫ И СБОРКИ СЕКЦИЙ РЕБРИСТЫХБАТАРЕЙ | 1967 |
|
SU196027A1 |
| БЕСКОНТАКТНЫЙ ЛИНЕЙНЫЙ ПРИВОД | 1989 |
|
RU2012121C1 |