Изобретение относится к обработке металлов давлением, в частности к приспособлениям для навивки спиралей шнеков из ленты на ребра.
Целью изобретения является обеспечение непрерывности навивки спирали с большим соотно1пением ширины полосы к ее толщине.
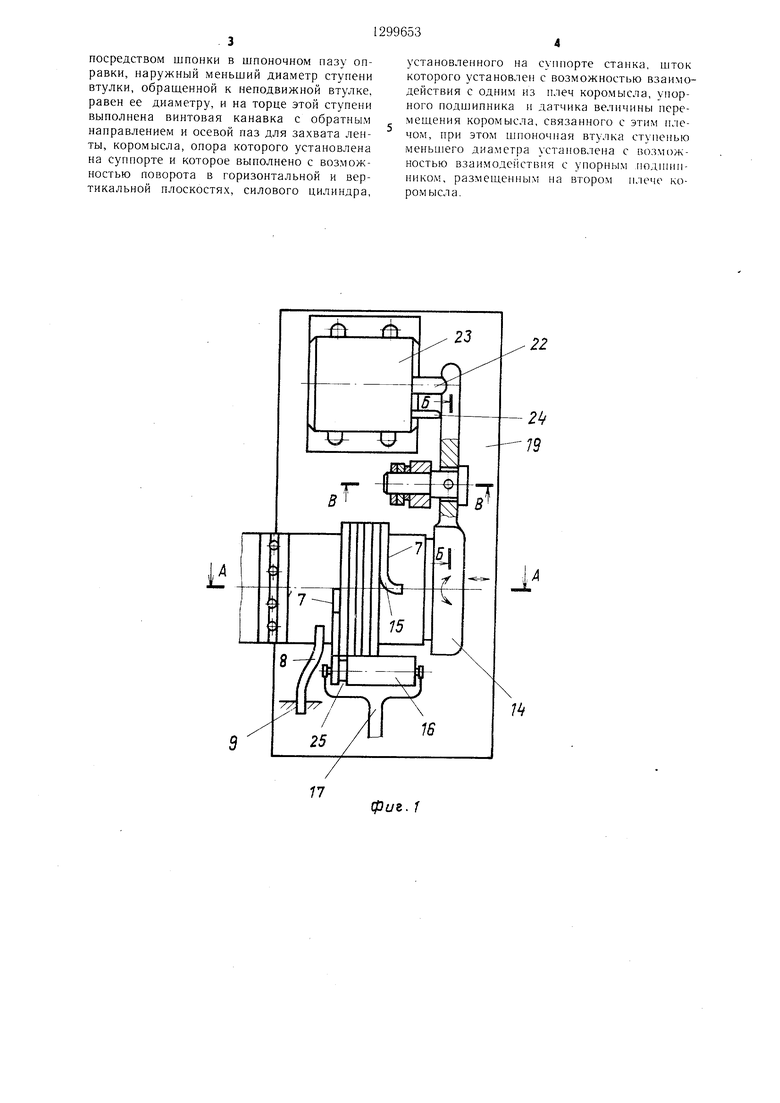
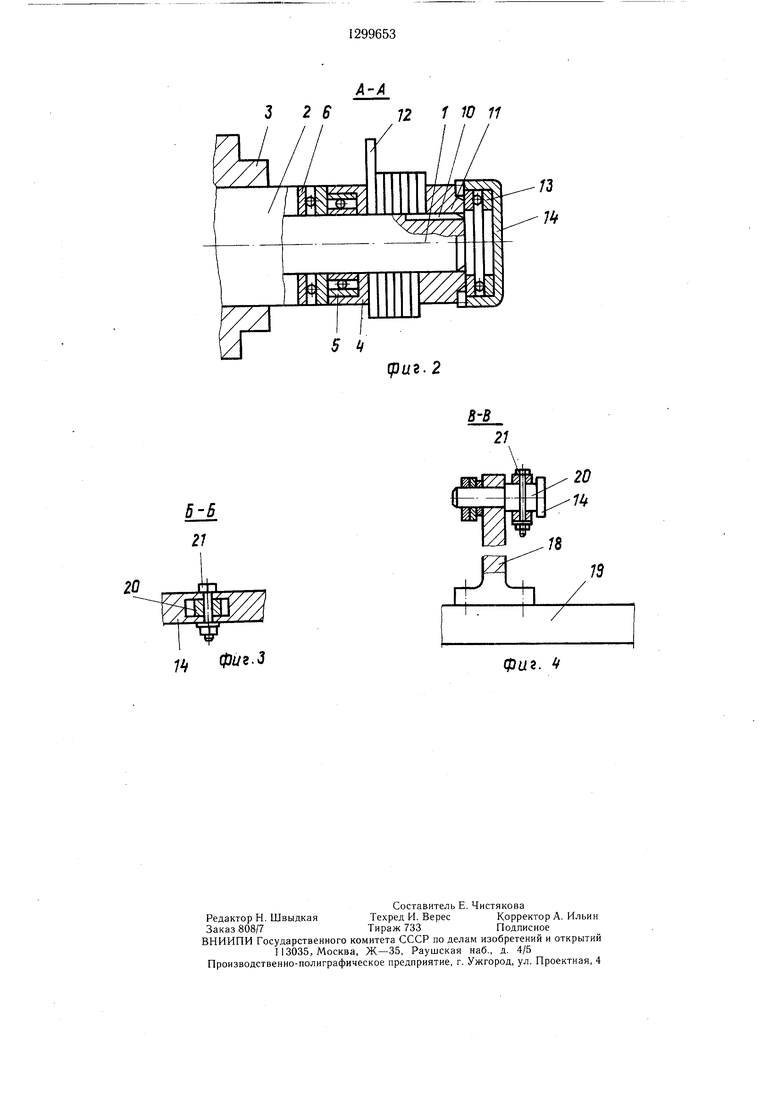
На фиг. 1 изображено данное приснособ- ление, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.
Устройство выполнено в виде ступенчатой цилиндрической онравки 1, которая большей 2 крепится в токарный патрон 3. На меньн е.м диаметре оправки ус- тановлена неподвижная втулка 4, но внутреннему диаметру - на радиальном подшипнике 5, а с торца контактирует с упорным подшипником 6. Со стороны свободного конца на неподвижной втулке 4 выполнен один винтовой виток 7 с ишгом, равным толщине полосы. Стопорение втулки 4 осуществляется с помощью рукоятки 8 по корпусу 9. При этом диаметр втулки меньпш диаметра спирали шнека с нулевым ншгом для прижима последни.х к оправке.
На свободном конце оправки 1 на uno- ночном пазу 10 установлена ступенчатая шпоночная втулка 1 с возможностью осевого перемепления с наружным диаметром, равным диаметру неподвижной втулки. С целью уменьшения усилия трения на ниюнке можно использовать пары трения качения. При этом длина шпоночной втулки вместе с толщиной полосы 12 болыпе или равпа длине свободного конца оправки 1 для обеспечения поджима ее упорным подшипником 13, установленным в коромысле 4.
На шпоночной втулке со стороны навиваемой полосы нарезан один винтовой виток аналогично витку 7, а на неподвижной втулке 4 - обратпого направления. Кроме того, на этой втулке нрорезан осевой паз 15 для захода полосы.
Шпоночный паз 10 нарезан на рабочей части оправки 1. на расстоянии 3-5 витков от неподвижной втулки 4. Свободное пространство без шпопочного паза служит для обеспечения навивки спирали без деформирования ее по внутреннему диаметру.
Полоса 12 контактирует с обжимным роликом 16, установленным в корпусе Г/ с возможностью кругового враш,ения.
Коромысло 14 посредине имеет опору 18, жестко установленную в суппорте 19, а с помощью винта 20 имеет возможность кругового вращения в оноре 18.
Кроме того, коромысло кренится к винту 20 с помощью винта 21, имеющего уг ло- вое перемещение в горизонтальной плоскости. Вторым концом коромысло упирается в 1ПТОК 22 пневмоцилиидра 23, жестко закрепленного на суппорте 19. С этим концом
0
5
j
0
коромысла также контактирует датчик 24 величины перемещения коромысла. Так, после навивки 3-5 витков спирали датчик 24 с помощью дросселя (не показан) отключает пневмоцилиндр и процесс осуществляется без прижим.3,
Устойчивость полосы осуществляется навитыми витками и их прижимом к оправке 1 с помощью ролика 16.
При отключении ппевмоцилиндра 23 коромысло 14 отводится от шпоночной втулки 1 1 и опускается вниз, дает свободный выход втулки 11 и навиваемой спирали.
Постоянное давление в сети по мере поворота коромысла 14 осуществляется с по- мошью предохранительных клапанов пневматических систем.
Работа приспособления осуществляется следующим образом.
Конец полосы 12 изгибается и вводится в паз 15, после чего с помощью упорного подшипника 13 и коромысла 14 осуществляется поджим шпоночной втулки 11 к полосе 12. После этого включается станок и осуществляется навивка 3-5 витков с помощью колы;евой канавки 25 обжимного ролика 16. После этой подготовительной операции осуществляется остановка устройства или продолж.ается дальнейшая непрерывная навивка спирали с отводом упорного под- п ипника 13 по ходу процесса. После схода 1ППОНОЧНОЙ втулки 1 устойчивость полосы осуществляется навитыми витками и обжимным роликом 16.
Резка спирали на мерные отрезки может осуществляться различными известными способами, в том числе и в процессе навивки без прерывания вращения оправки летучими ножницами.
Формула изобретения
0
5
Приспособление к токарному станку для 1епрерывной навивки спиралей из ленты на ребро, преимущественно спиралей щнеков, содержащее оправку, установленную с возможностью вращения, направляющий узел с втулкой, устаповленной на оправке, и узел торцового прижима, отличающееся тем, что, с целью обеспечения непрерывности навивки спирали с болыпим соотпошение.м ширины полосы к ее толшине, оправка выполнена ступенчатой, устанавливаемой ступенью большего диаметра в патроне стапка и имеющей плпоночный паз на свободном конце, направляющий узел снабжен обжимным роликом с кольцевой канавкой, втулка направляюнхего узла установлена на оправке неподвижно, одним торцом контактирую- шая с большей ступенью оправки, и с винтовой канавкой, выполненной на другом ее торце, а узел торцового прижима выполнен в виде ступенчатой втулки, размещенной
посредством шпонки в шпоночном пазу оправки, наружный меньший диаметр ступени втулки, обращенной к неподвижной втулке, равен ее диаметру, и на торце этой ступени выполнена винтовая канавка с обратным направлением и осевой паз для захвата ленты, коромысла, опора которого установлена на суппорте и которое выполнено с возможностью поворота в горизонтальной и вертикальной плоскостях, силового цилиндра,
установленного на суппорте станка, шток которого установлен с возможностью взаимодействия с одним из плеч коромысла, упорного подшипника и датчика величины пере- мешения коромысла, связанного с этим плечом, при этом шпоночная втулка ступенью меньп1его лТиаметра установлена с возможностью взаимодействия с упорным подшипником, размещенным на втором плече коромысла.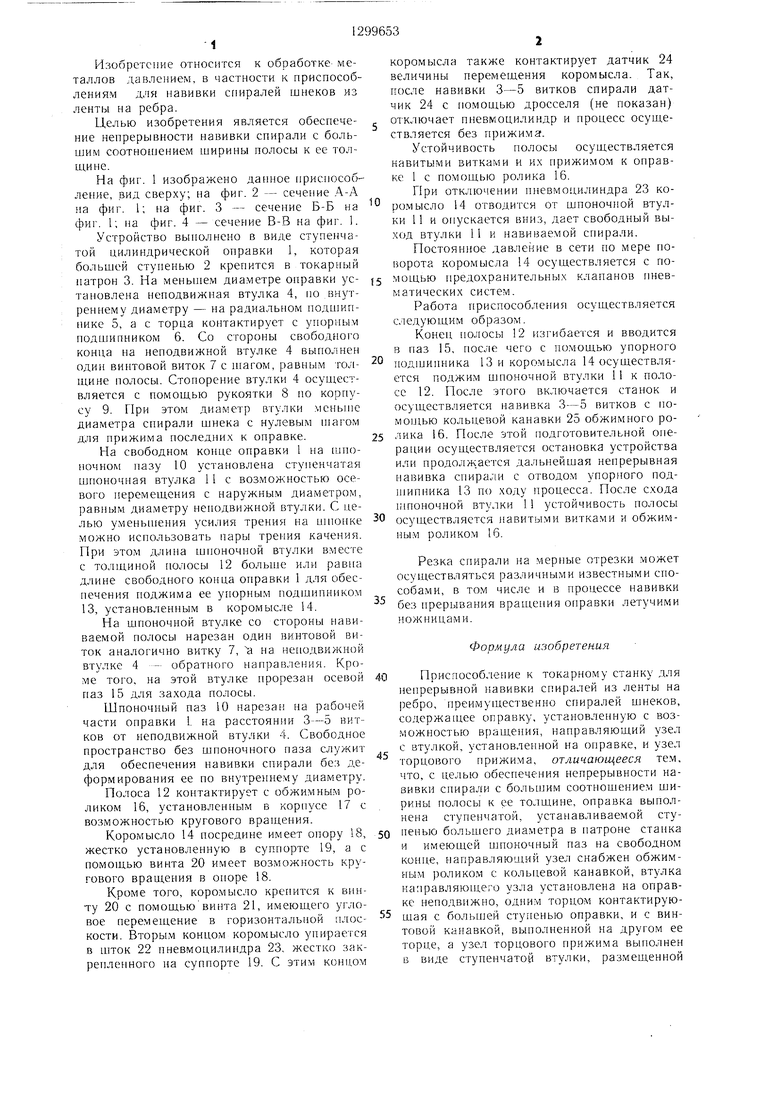
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для навивки спиралей | 1986 |
|
SU1388144A1 |
| Устройство для непрерывной навивки спиралей шнеков | 1988 |
|
SU1563807A1 |
| Устройство для непрерывной навивки спиралей | 1989 |
|
SU1761340A1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| Устройство для навивки полосы в спираль на ребро | 1983 |
|
SU1225642A1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| Устройство для навивки широкополосных спиралей шнеков | 1988 |
|
SU1532128A1 |
| Приспособление к металлорежущему станку для получения кольцевых деталей | 1989 |
|
SU1690900A1 |
| Устройство для изготовления спиралей шнеков | 1991 |
|
SU1792768A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
Изобретение относится к обработке металлов давлением, в частности к приспособлениям к токарному станку для навивки спиралей шнеков. Целью изобретения является обеспечения непрерывной навивки спирали с большим соотношением ширины полосы к ее толш,ине. Приспособление содержит направляющий узел в виде неподвижной установленной на оправке втулки и ролика с кольцевой канавкой, узел торцового прижима спирали, выполненный в виде установленной на коромысле, связанном со штоко.м силового цилиндра, втулки, установленной в шпоночном пазу оправки. После навивки 3-5 витков по сигналу датчика втулка отходит от оправки и процесс навивки осуществляется без прижима. 4 ил. ю со со 05 СП со
фиъ. 1
5 Ч
Г Ю 11
(pi/2.2
20
т
jif фиг.З
фаг. 4
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАВИВКИ ПРУЖИИ | 1971 |
|
SU422509A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
