f
Изобретение относится к области магнитных методов неразрушающего контроля, в частности к способам определения режима намагничивания изделий при магнитопорогаковом контроле, и может быть использовано во
всех областях машиностроения.
Цель изобрет ения - повышение точ- Ности и качества магнитопорошкового контроля, что достигается за счет более праы-шьного выбора и установления режима намагничивания локального места (участка) на контролируемом изделии.
д. Это значение Вд сравнивается с
Способ реализуется с помощью уст- 15 заданным значением индукции. По сигройства. для контроля режима намагничивания при магнитопорошковой дефектоскопии .
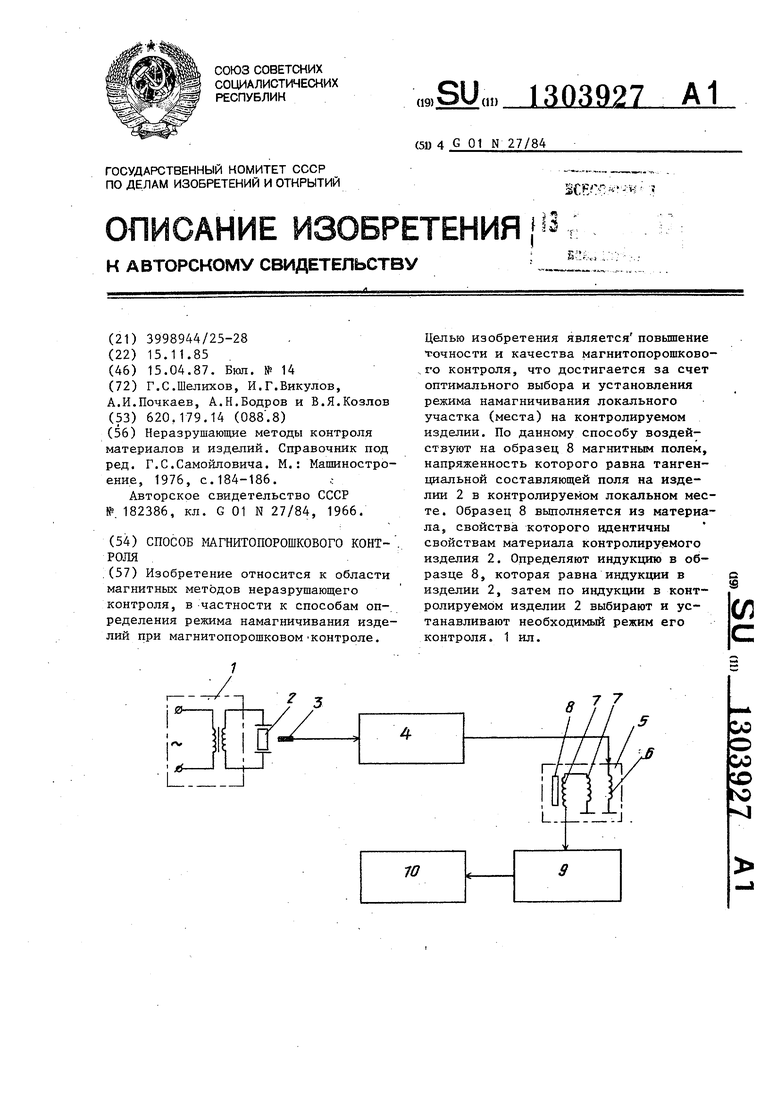
На чертеже изображена блок-схема устройства для реализации способа.
З стройство содержит намагничивающий узел 1 (дефектоскоп), в зажимах (не обозначены) которого размещается контролируемое изделие 2 для нама.гни чивания, датчик 3 для измерения тангенциальной П составляющей поля, последовательпо соединенные согласу- юшдй элемент 4, блок 5 преобразования тангенциальной Нх составляющей поля в ИНДУК1ЩЮ БД изделия 2, содер- жащий соленоид 6, измерительные катушки 7 .и контрольный образец В, вы- полнеиньш из материала идентичного материалу контролируемого изделия 2
С блоком 5 последовательно соединекь 35 те изделия, дает зозможность точнее
устанавливать режим намагничивания при магнитопорошковом контроле, ис- Kjnii4aeT случаи пропуска дефектных изделий в эксплуатацию по причине
блок 9 измерения индукции В и индикатор 10 ИНДУК1ЩИ БД.
Способ осуществляют с помощью устройства следующим образом.
Контролируемое изделие 2 помещают ошибочного назначекня намаг- в намах личиваюпр-1й узел 1 и намагничи- ничивания„ Способ может найти приме- вают ei o. Значение тангенциальной нение во всех магнитных методах неразрушающего контроля, а именно в системах автоматического установления заданных ре;кимов намагничивания контролируемых изделий в магнитных дефектоскопах:, а таюхе в электрических устройствах измерения индукции.
45
Hi составляющей напряженности поля снимается с датчика 3, установленного на проверяемом участке изделия 2. Сигнал с датчик;а 3 через согласующий элемент 4 подается на блок 5 преобразования Н в индукцию. В блоке 5 заранее з станавливают образец 8 и
на поверхности образца 8, выполненно- 50 ф о р м у л а. и з о б го из такого же материала, что и проверяемое изделие 2, выдерживается
р е
е н и я
Способ магнитопорошкового контроля, заключающийся в том, что намагзначение тангенциальной Е составляющей поля, равное П на поверхности контролируемого изделия 2. При этом условии, т,е. при Н. П, будут равны также соответственно тангенциальные составляющие напряженнос039272
ти ПОЛЯ в материале образ1 а 8 и в материале изделия 2$ что следует из граничных условий.
При идентичности магнитных свойств J материала образца 8 и изделия 2 будут соответственно равны значения магнитных индукций в образце 8 и изделии 2, Индукция в образце 8 легко поддается измерению с помощью измерительных катушек 7 и блока 9 измерения индукции В намагничиваемого изделия 2. С блока 9 измерения индукции сигнал поступает на индикатор 10 индукции
10
В
д. Это значение Вд сравнивается с
заданным значением индукции. По сиг
8 (при l-t
папу h рассогласовггния, представляющему собой разность между измеренным и заданным значениями индукции соответственно устанавливают или из- 0 меняют релсим наьшгничивания. Форма образца выбирается такой, чтобь на измерения не оказыва:. су цественкого влияния размагничиваюи д й фактор,можно считать, что это условна практи- чески выполня-ется для целей магнито- цорошковой дефектоскопии, если длина цшлиндрического образца больше его диаметра в десять и более раз. Таким образом, из e;pяя индукцию в образце - Н .), можно определить
ОБ - Д
индукцию в проверяемом месте изделия 2.
Предлагаемый способ позволяет определять индукцию Е проверяемом мес5
устанавливать режим намагничивания при магнитопорошковом контроле, ис- Kjnii4aeT случаи пропуска дефектных изделий в эксплуатацию по причине
р е
е н и я
ф о р м у л а. и з о б
Способ магнитопорошкового контроля, заключающийся в том, что намагничивают магнитным полем контролиру- 55 емое изделие, измеряют на его поверхности тангенциальную составляющую напряженности поля, наносят на контролируемый участок изделия магнитньй
31303927 .4
индикатор в виде суспензии или сухо-зец из материала изделия,воздействуют
го порошка и по распределению частицна него измеренным значением поля,равпоследнего на поверхности контролиру- ным или пропорциональным тангенциальемого участка судят о наличии дефек-ной составляющей, определя от значение
тов, отличающийся тем, «НДУ ЦИИ в образце, с учетом которой
что, с целью повышения точности иустанавливают режим намагничивания
качества контроля, используют обра-изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения намагниченности при магнитопорошковой дефектоскопии | 1985 |
|
SU1325345A1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ | 1996 |
|
RU2118816C1 |
| ЭЛЕКТРОННЫЙ МАГНИТОГРАФИЧЕСКИЙ ДЕФЕКТОСКОП | 2016 |
|
RU2631909C2 |
| МАГНИТОПОРОШКОВЫЙ ДЕФЕКТОСКОП | 2017 |
|
RU2653121C1 |
| СПОСОБ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ | 2011 |
|
RU2474815C1 |
| ТЕСТ-ОБРАЗЕЦ ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ | 1994 |
|
RU2092831C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНОГО КОНТРОЛЯ | 1996 |
|
RU2095804C1 |
| СПОСОБ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2356042C1 |
| Способ магнитопорошкового контроля | 1981 |
|
SU958953A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| Неразрушающие методы контроля материалов и изделий | |||
| Справочник под ред | |||
| Г.С.Самойловича | |||
| М.: Мапшностро- ение, 1976, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| ,; Авторское свидетельство СССР № | |||
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ВЕЛИЧИНЫ НАМАГНИЧИВАЮЩЕГО ПОЛЯ В МАГНИТНЫХ | 0 |
|
SU182386A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
