Изобретение относится к машиностроению, а именно к инструменту для нарезания зубьев зубчатых колес.
Цель изобретения - повышение точности нарезания зубьев внутренних зубчатых мелкомодульных венцов глухих отверстий в деталях из труднооб- рабатьшаемых материалов.
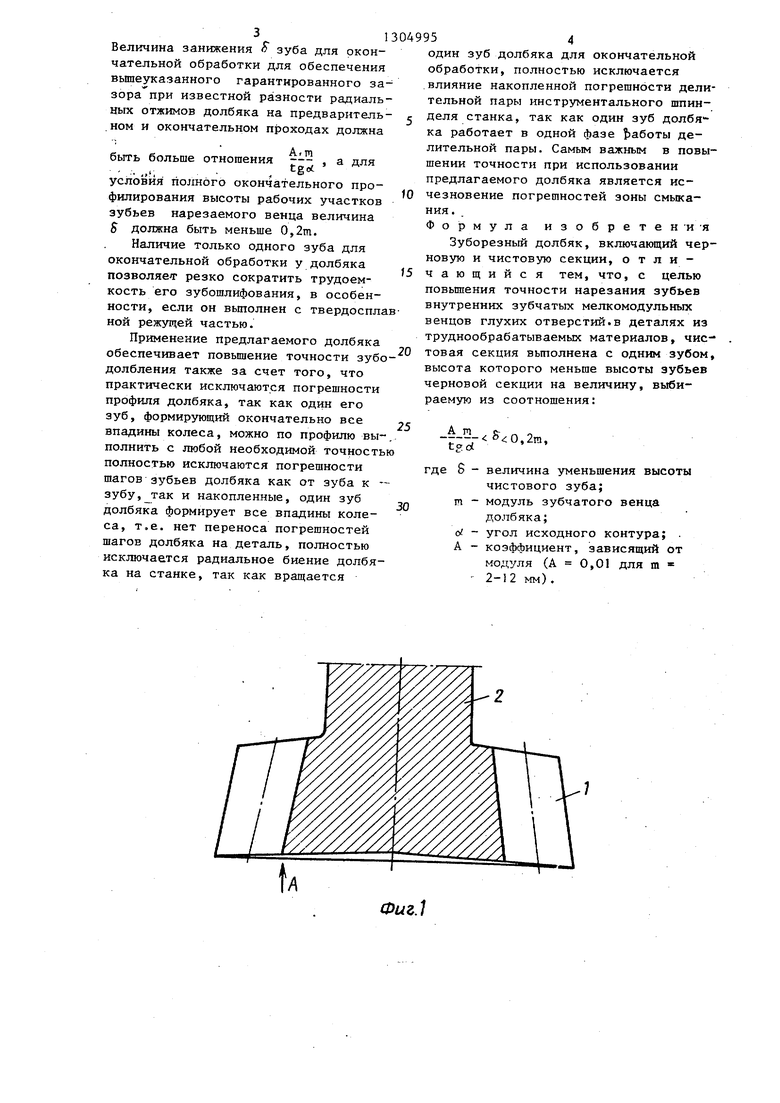
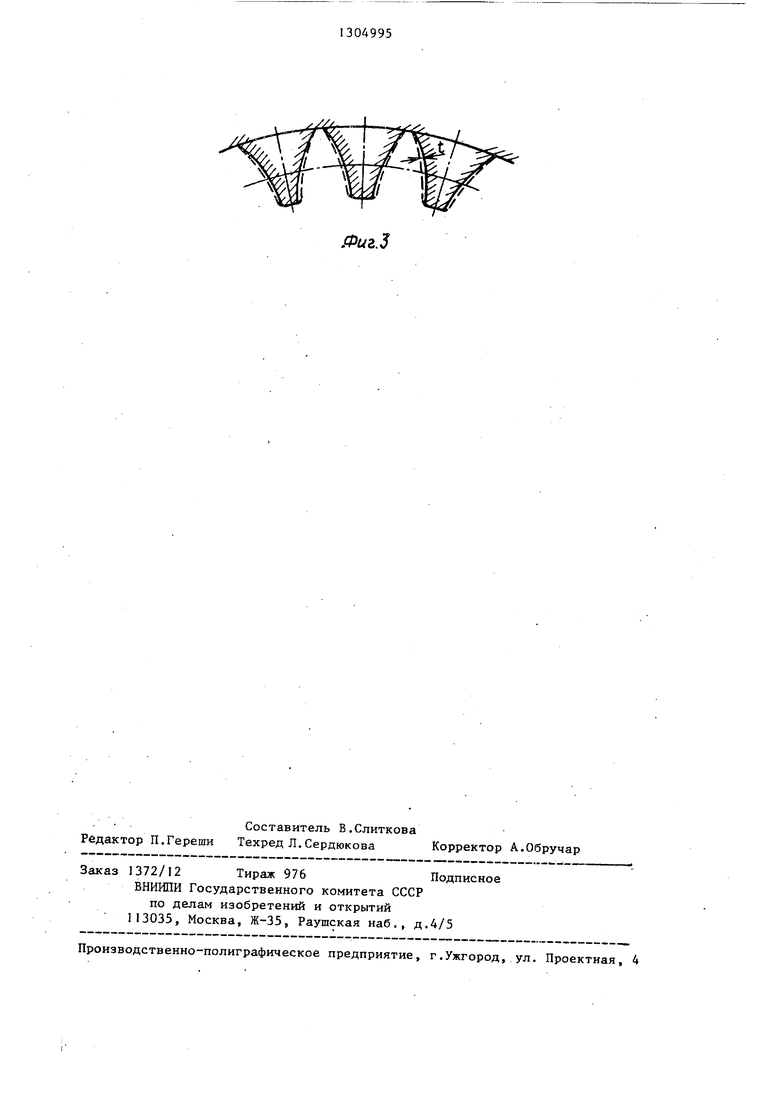
На фиг.1 показан зуборезный хвос- товый долбяк, осевое сечение; на фиг.2 - вид А на фиг.1; на фиг.3 - форма впадины зубьев внутреннего венца детали, нарезанного зуборезным
долбяком предлагаемой конструкции.
Зубчатый венец 1, выполненньш на режущей части долбяка 2, содержит все, за исключением одного, зубья 3 черновой секции для предварительной обработки, утоненные на величину удвоенного припуска t на окончательную обработку. Единственный зуб 4 чистовой секции для окончательной обработки нормальной толщины по высоте выполнен меньшим черновых зубь- ев 3 на величину 6 , выбираемую из соотношения
A ln с- л о
,g, 0,2т,
где m - модуль зубчатого венца; сЛ - угол исходного контура; А - коэффициент, зависящий от модуля: А 0,01 для m 2- 12 мм.
зубьев долбяка в этих случаях больше половины зубьев нарезаемого венца. При последуюв;их проходах окончательной обработки, количество которых
5 должно быть не менее произведения числа всех зубьев долбяка и передаточного о тношения числа зубьев долбяка к числу зубьев нарезаемого венца, за каждый оборот долбяка его зу10 бом 4 номинальной толщины формируется окончательно следующая предвари- тельно прорезанная впадина.
Исключение повторяемости окончательной обработки впадин зубом номи 5 нальной толщины достигается за счет выбора числа всех зубьев долбяка равным произведению Простых сомножителей, отличных от простых сомножителей числа зубьев нарезаемого вен20 ца. Так, для обработки внутреннего венца с числом зубьев 12, простые сомножители которого 2x2x3, выбира- ют долбяк 6 числом зубьев 5 шш 7. Для обработки внутреннего венца .с
числом зубьев 30 (2x3x5) долбяк
может быть выбран с числом зубьев 7, 11,13,17 и 19.
Уменьйение высоты зуба 4 оконча- 30 тельной обработки на величину S по сравнению с зубьями 3 для предварительной обработки обеспечивает гарай- тированньй между вершиной зуба долбяка для окончательной обработки
Верхний предел соотношения опре- 35 предварительно прорезанными зубьями 3 впадин венца.
Указанный зазор позволяет исклю7 чить влияние сил сопротивления резанию, действующих на вершину зуба 40 долбяка, и, соответственно, наиболее прогрессируюп1его изнашивания долбяка по вершинам зубьев на точность окончательной обработки.
Предварит ;льно на первом проходе
Обработку зуборезным долбяком осу-45 прорезанная зубом 4 для окончатель- ществляют следующим образом. обработки впад;ина на втором проходе углубляется зубом 3 для предварительной обработки и окончательно обрабатывается зубом 4 с номин,альной
деляется условием отсутствия контакта вершины чистового зуба 4 долбяка 2 и донышка впадин нарезаемого венца , а нижний предел - минимальной высотой формируемых зубьев. Число всех зубьев 3 и 4 долбяка 2 равно произведению простых сомножителей, отли 1НЬ1х от простых сомножителей числа зубьев нарезаемого венца
За первьш проход в отверстии детали нарезают внутренний венец с полным, числом,зубьев, но с зауженными впадинами. Исключение составляют . впадины, образованные единственным зубом 4 долбя1 а. При долблении зубчатых венцов в оттзерстиях малых диаметров после первого прохода образу- сравнению с зубьями окончательной ется в болььчинстве случаев только обработки осуидествляется в зависи- одна впадина уменьшенной глубины и нормальной ширины зуба для окончамости от требований к точности из готовления зубьев долбяка, характеристики обрабатываемого материала.
тельной .обработки, так как -число всех
049952
зубьев долбяка в этих случаях больше половины зубьев нарезаемого венца. При последуюв;их проходах окончательной обработки, количество которых
5 должно быть не менее произведения числа всех зубьев долбяка и передаточного о тношения числа зубьев долбяка к числу зубьев нарезаемого венца, за каждый оборот долбяка его зу10 бом 4 номинальной толщины формируется окончательно следующая предвари- тельно прорезанная впадина.
Исключение повторяемости окончательной обработки впадин зубом номи 5 нальной толщины достигается за счет выбора числа всех зубьев долбяка равным произведению Простых сомножителей, отличных от простых сомножителей числа зубьев нарезаемого вен20 ца. Так, для обработки внутреннего венца с числом зубьев 12, простые сомножители которого 2x2x3, выбира- , ют долбяк 6 числом зубьев 5 шш 7. Для обработки внутреннего венца .с
числом зубьев 30 (2x3x5) долбяк
может быть выбран с числом зубьев 7, 11,13,17 и 19.
Уменьйение высоты зуба 4 оконча- 30 тельной обработки на величину S по сравнению с зубьями 3 для предварительной обработки обеспечивает гарай- тированньй между вершиной зуба долбяка для окончательной обработки
5Q ТОЛЩИНОЙ на последнем проходе с удалением припуска от радиального отжима инструмента на первом проходе.
Выбор величины утонения 2t зубьев для предварительной обработки по
сравнению с зубьями окончательной обработки осуидествляется в зависи-
мости от требований к точности изготовления зубьев долбяка, характеристики обрабатываемого материала.
Величина занижения зуба для окончательной обработки для обеспечения вьшеуказанного гарантированного зазора при известной разности радиальных отжимов долбяка на предваритель- .ном и окончательном проходах должна
13
А.п
а для
быть больше отношения ,
условия полного окончательного профилирования высоты рабочих участков зубьев нарезаемого венца величина S должна быть меньше 0,2т.
Наличие только одного зуба для окончательной обработки у долбяка позволяет резко сократить трудоемкость его зубошлифования, в особенности, если он вьтолнен с твердоспланой режущей частью.
Применение предлагаемого долбяка обеспечивает повышение точности зубо долбления также за счет того, что практически исключаются погрешности профиля долбяка, так как один его зуб, формирующий окончательно все впадины колеса, можно по профилю выполнить с любой необходимой точность полностью исключаются погрешности шагов зубьев долбяка как от зуба к - зубу,так и накопленные, один зуб долбяка формирует все впадины колеса, т.е. нет переноса погрешностей шагов долбяка на деталь, полностью исключается радиальное биение долбяка на станке, так как вращается
. 049954
один зуб долбяка для окончательной обработки, полностью исключается .влияние накопленной погрешности делительной пары инструментального шпин- г деля станка, так как один зуб долбяка работает в одной фазе Ьаботы делительной пары. Самым важным в повышении точности при использовании предлагаемого долбяка является ис10 чезновение погрешностей зоны смыкания. Формула изобретен И-я
Зуборезный долбяк, включающий черновую и чистовую секции, о т л и -
J5 чающийся тем, что, с целью повьш1ения точности нарезания зубьев внутренних зубчатых мелкомодульных венцов глухих отверстий.в деталях из труднообрабатываемых материалов, чис20 товая секция вьтолнена с одним зубом, высота которого меньше высоты зубьев черновой секции на величину, выбираемую из соотношения:
-f;B-.S.0.2n,,
где S - величина уменьшения высоты
чистового зуба; п - модуль зубчатого венца
долбяка;
с/ - угол исходного контура; А - коэффициент, зависящий от
модгшя (А 0,01 для га мм).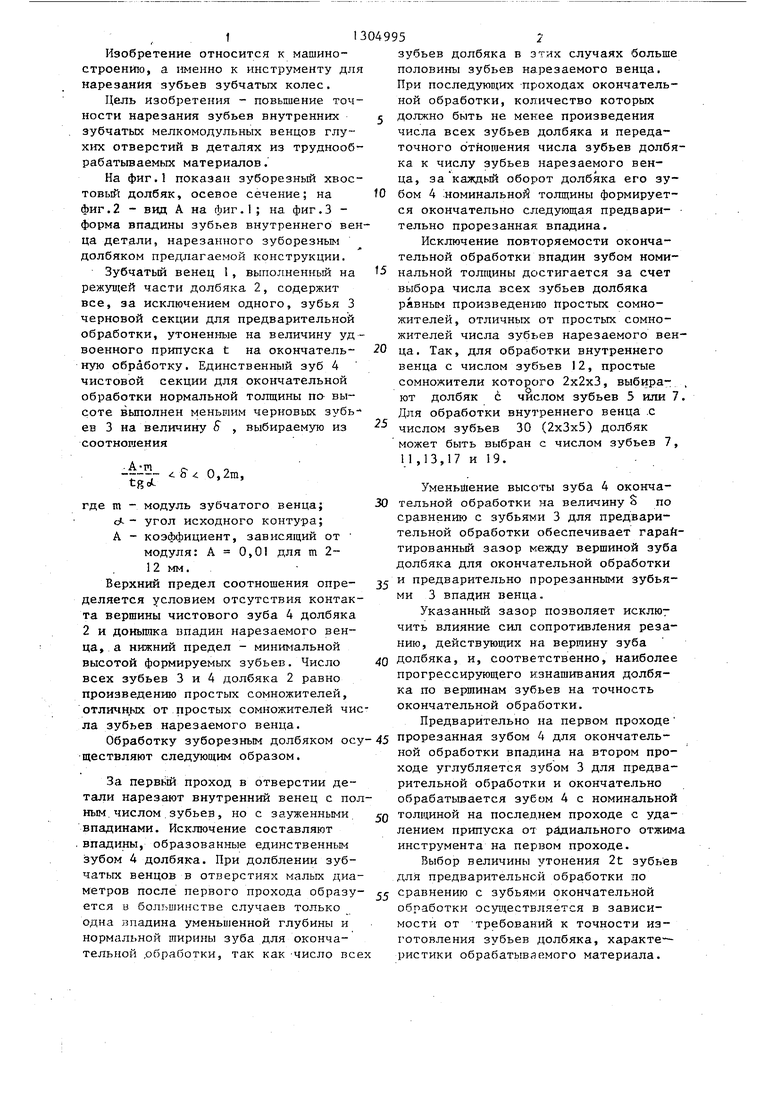
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБОДОЛБЛЕНИЯ С ДИФФЕРЕНЦИРОВАНИЕМ СРЕЗАЕМОГО СЛОЯ | 2004 |
|
RU2255842C1 |
| СПОСОБ ЧИСТОВОГО ДОЛБЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443517C1 |
| ДОЛБЯК ДЛЯ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443518C1 |
| Долбяк и способ его использования для восстановления зубчатых колес | 1981 |
|
SU973283A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ КАЧЕНИЯ | 2007 |
|
RU2359790C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| КОМПЛЕКТНЫЙ ДОЛБЯК С ДИФФЕРЕНЦИРОВАНИЕМ СРЕЗАЕМОГО СЛОЯ | 2004 |
|
RU2258584C1 |
| Зуборезный долбяк | 1987 |
|
SU1414530A1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТОГО ВЕНЦА ЖЕСТКОГО КОЛЕСА ВОЛНОВОЙ ПЕРЕДАЧИ С ПРОМЕЖУТОЧНЫМИ ТЕЛАМИ | 2007 |
|
RU2342230C1 |
Изобретение относится к области машиностроения, а именно к инструменту для нарезания зубьев зубчатых колес. Цель изобретения - повьшение точности нарезания зубьев внутренних зубчатых мелкомодульных венцов глухих отверстий в деталях из труднообрабатываемых материалов за счет Вид исключения влияния накопленной по- сгрешности. 3y6ope3Hbtfi долбяк содержит зубчатый венец 1 с зубьями 3 для предварительной и зубом 4 для окончательной обработки. Зубья для предварительной обработки по сравнению с зубом для окончательной обработки . утонены на величину удвоенного припуска на окончательную обработку.Зуб долбяка для окончательной обработки имеет высоту, меньшую высоты зубьев для предварительной обработки на величину, выбираемую из соотношения Am/tg ot 0,2 m, где S - величина уменьшения высоты чистового зуба; m - модуль зубчатого венца; о - - угол исходного контура; А - коэффициент, зависящий от модуля,(А 0,01 для m 2-12 мм). 3 ил. 1C (Л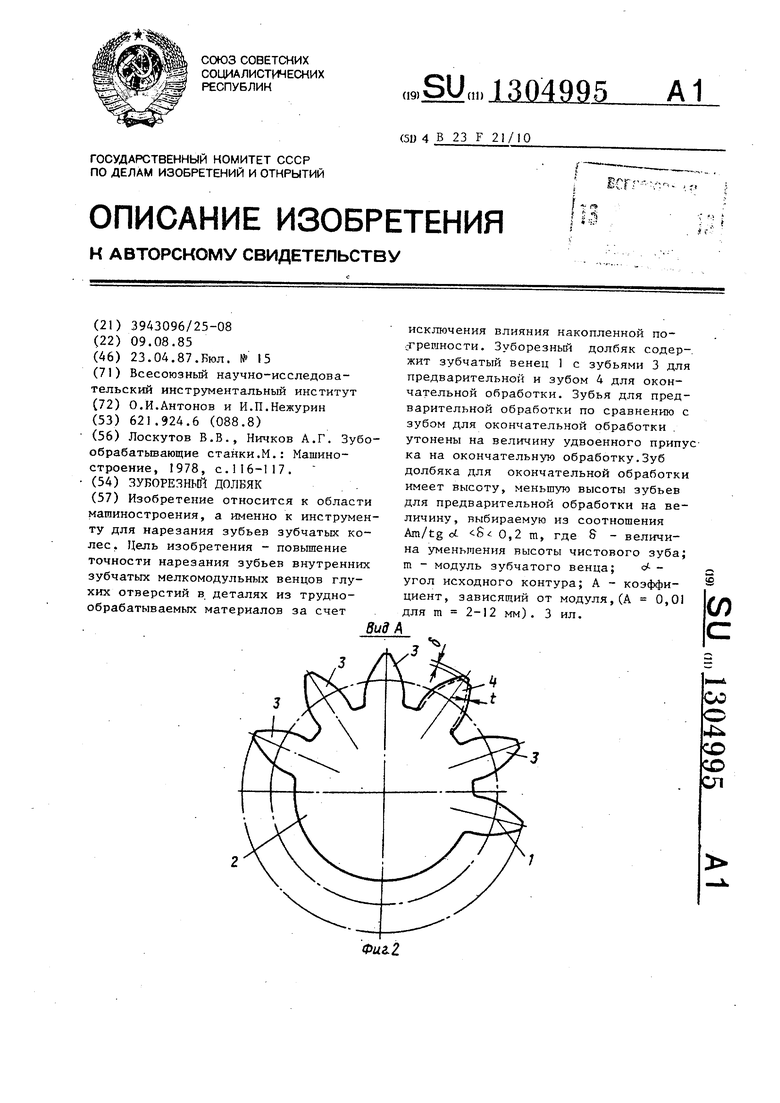
Фиг.1
.Фиг.З
Составитель В.Слиткова
Редактор П.Гереши Техред Л.Сердюкова Корректор А.Обручар
Заказ 1372/12 Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
