Изобретение относится к машиностроению и может быть использовано при восстановлении торцов зубьев зубчатых колес.
Известен долбяк для обработки зубчатых колесГ .
Известен способ восстановления зубчатых колес, включающий заполнение изношенной части материалом, последующую ориентацию инструмента по неизношенным поверхностям зубчатого колеса и предварительную и окончательную механическую обработку, причем предварительную обработку производят со снятием стружки, а окончательную - пластическим деформированием. По этому способу наплавляют металл на изношенный участок зубчатоЬо венца. Предварительную механиче ркую обработку осуществляют на шатунно-кривошипном прессе пуансономроздсм с режущей кромкой, вьшолненной по контуру впадины между зубьями, а окончательную обработку поверхности зубьев производят методом холодной пластической деформации обкат ными валками 2 .
Недостатком известного долбяка при Использовании для восстановления зубчатых колес является сложность, его
ориентации относительно зубчатого колеса перед обработкой, что приводит к снижению точности и производительности восстановления.
Недостатком известного способа является то, что достигается невысокая точность восстановления, -так как перед механической обработкой
10 деталь с нанесенным дополнительным материалом в местах износа, необходимо точно устанавливать относительно резца-пуансона, иначеневозможно получить равно1ерный припуск под
15 последующую обработку пластическим деформированием. Кроме того, снимается большой припуск и возникают значительные усилия прорезки, которые могут вызвать деформации вен20. ца;, сколы и обрывы материала обрабатываемых участков, возникают сложности изготовления инструмента. Припуск под последующую обработку пластическим деформированием достаточ-.
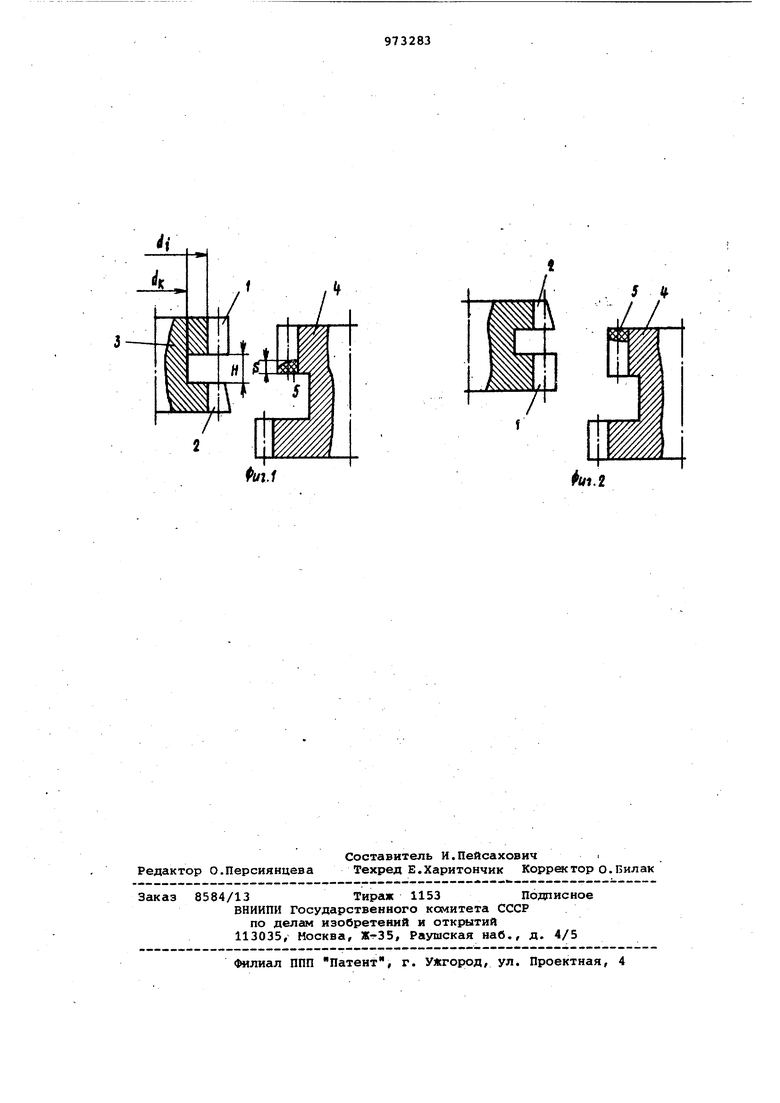
25 но велик, и при пластическс 1 деформировании образуются наплывы и наволакивания материала на поверхности .зубьев, что требует дополнительной чистовой обработки, например шевинго30ванием . Целью изобретения является повыше ние точности и производительности восстановления. Поставленная цель достигается тем, что долбяк для обработки зубчатых колес снабжён деформиру1апими элементами, которые расположены соосно режущим зубьям долбяка и разделены с ними кольцевой канавкой, диаметр которой меньше диаметра окружности впадин деформирукяцих элементов и режущих зубьев долбяка, а высота больше высоты изношенной части зубчатого колеса. Ориентацию инструмента выполняют при взаимодействии его деформирующих элементовс зубчатым колесом, причем ориентацию и механическую обработку производят в условиях обката. На фиг.1 показан вариант конструк тивного исполнения инструмента для случая обработки блочного зубчатого колеса, имеющего износ с внутренней стороны венца на фиг.2 - вариант конструктивного исполнения инструмен та для случая обработки зубчатого ко леса, имеющего износ с наружной стоРОНЫ венца. Деформирующие элементы 1 выполне . ны СООСН.О с режущими зубьями 2 долбяка 3. Число деформирующих элементов равно числу режущих зубьев дол бяка. Между деформируквдими элементами и режущими зубьями 2 долбяка 3 выполнена кольцевая канавка, высота ко торой Н больше высоты S изношенной части зубчатого колеса ,4, заполненн путем наплавки материала 5. Диаметр кольцевой канавки ше диаметра окружности впадин режущих зубьев долбяка и деформирующих Элементов d . После нанесения материала 5 обра ботку зубчатого колеса 4 производят на зубодолбежных станках по методу обката. Зубчатое колесо 4 устанавливают на столе зубодолбежного станка.Деформирующие эла 1енты 1вводят в без зазорное зацепление с неизнОшенной частью зубчатого колеса 4, а кольце ая канавка высотой Н находится .напротив восстанавливаемого участка зубчатого колеса. Включается привод, вращения зубодолбежного станка. В процессе взаимной обкатки деформи рующих элементов 1 и зубчатого коле fea 4 выбирается зазор в их зацеплении и осуществляется ориентация. Зубчатое колесо 4 закрепляется. Долбяк устанавливается в позицию начала зубодолбления и выполняется предварительная механическая обрабо ка. По мере врезания долбяка в зу чатое колесо 4 деформирующие элемен ты 1 также входят в зацепление с зубчатым колесом, причем зацепление происходит по неизношенным поверхностям зубьев. Деформирующие элементы 1, осуществляющие при зубрдолблении функции копира, скользят вдоль зубьев зубчатого колеса. Это обеспечивает более высокую , точность обработки. После окончания процесса зубодолбения производят окончательную обработку - пластическое деформирование. ри этом деформирующие элементы 1 водят в зацепление с зубчатыг 1 колесом, а режущие зубья долбяка выводят из зацепления. В результате применения изобретения повышается степень точности восстановления зубчатых колес и увеличивается производительность восстановления . Формула изобретения 1.Долбяк для обработки зубчатых колес, о тличающийся тем, что, с целью повышения точности и производительности при восстановлении зубчатых колес, он снабжен деформирук1цими элементами, которые расположены соосно режущим ЗУбьям долбяка и разделены с ними кольцевой канавкой, диаметр которой меньше диаметра окружности впадин деформирующих элементов и режущих зубьев долбяка, а высота больше высоты изношенной части зубчатого колеса. 2.Способ использования долбяка для восстановления зубчатых колес, включающий заполнение изношенной части материалом, последующую ориентацию инструмента по неизношенннм по.верхностям зубчатого колеса и предварительную и окончательную механическую обработку, причем предварительную обработку производят со снятием стружки,, а окончательную - пластическим деформированием, отличающийся тем, что, с целью повышения точности и производительности восстановления, ориентацию инструмента выполняют при взаимодействии его деформирующих элементов с зубчатым колесом, причем ориентацию и механическую обработку производят в условиях обката. 1 .. . . ; Источники информации, принятые во внимание при экспертизе 1.Производство зубчатых колес. Под ред. Б.А.Тайца. М., Машгиз, 1963, с. 157. 2.Авторское .свидетельство СССР 568529, кл. В 23 Р 7/00, 1975.
5 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗУБООБРАБОТКИ РЕГУЛИРУЕМЫМ КОМПЛЕКТНЫМ ДОЛБЯКОМ | 2004 |
|
RU2255841C1 |
| СПОСОБ ЗУБОДОЛБЛЕНИЯ С ДИФФЕРЕНЦИРОВАНИЕМ СРЕЗАЕМОГО СЛОЯ | 2004 |
|
RU2255842C1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| РЕГУЛИРУЕМЫЙ КОМПЛЕКТНЫЙ ДОЛБЯК | 2004 |
|
RU2268116C1 |
| СПОСОБ ЧИСТОВОГО ДОЛБЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443517C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| ДОЛБЯК ДЛЯ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443518C1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| Способ восстановления профиля зубьев зубчатых колес | 1977 |
|
SU670365A1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |