ность поджимного элемента, и при сообщении детали и деформирующим элементам соответственно вращения и продольной подачи нажимному элементу сообщают дополнительное движение подачи в сторону, противоположную направлению продольной подачи деформирующих элементов. Детали сообщается главное вращательное движение, а головке - движение продольной подачи. При этом деформирующие эле1
Изобретение относится к машиностроению, а именно к обработке конических поверхностей деталей методом поверхностного пластического деформирования.
Цель изобретения - расщирение технологических возможностей за счет обеспечения обработки конических поверхностей большой длины.
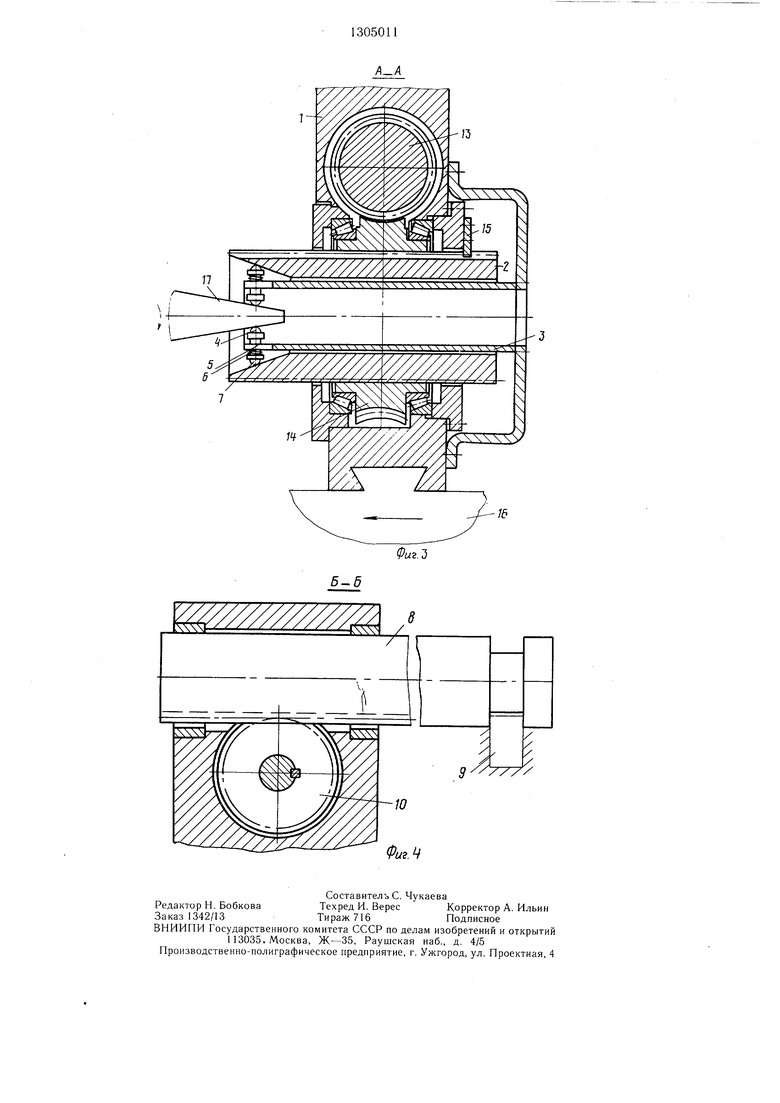
Па фиг. 1 изображена схема осуществления способа обработки; на фиг. 2 - устройство для осуществления способа; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 сечение Б-Б на фиг. 2.
При продольной подаче деформирующих элементов I (фиг. 1) относительно детали 2 вместе с ними движется нажимной элемент 3. При перемещении на величину продольной подачи S вдоль конусной поверхности детали 2 деформирующий элемент 1 удаляется в радиальном направлении от оси детали 2 на величину
где S -величина продольной подачи;
( - угол конусности детали. Для обеспечения подобного перемещения необходимо переместить нажимной элемент 3 относительно деформирующего элемента 1 в сторону, противоположную продольной подаче на величину к 1-ctg f-,
где р - угол конусности нажимного элемента;
к подача нажимного элемента относительно деформирующих элементов. Тогда
к s-tg -ctg-f-.
На фиг. 1 сплощной линией показаны два последовательных положения нажимного элемента и деформирующих элементов при осуществлении способа; пунктирной линией - положение нажимного элемента при отсутствии движения подачи нажимного элемента.
менты перемещаются по конусной поверхности детали. Величину перемещения можно изменять подбором зубчатых колес 11 и 12. Угол конусности нажимного элемента при этом принимают больще угла конусности детали. Приведена зависимость, по которой согласуют основные параметры процесса: угол конусности детали и нажимного элемента, величины подачи деформирующих и нажимного элементов. 4 ил.
Устройство для осуществления способа состоит из корпуса, в котором установлен нажимной элемент 3. В корпусе размещен сепаратор 4 с деформирующими элементами 1, которые установлены в индивидуальные корпусы 5, подпружинены пружинами 6 относительно сепаратора 4 и опираются на коническую поверхность нажимного элемента через промежуточные элементы (щарики) 7. В корпусе расположена зубчатая рейка 8, закрепленная с помощью элемента 9 на Неподвижной части станка. Зубчатая рейка 8 соединена с зубчатым колесом 10, которое через щестерни 11 и 12 связано с червяком 13. Последний соединен с червячным колесом 13, установленным на нажимном элементе. Червячное колесо 14 установлено в подщипниках корпуса. Б отверстии червячного колеса 14 выполнена резьба, на наружной поверхности нажимного элемента 3 также выполнена резьба. Червячное колесо 14 связано с нажимным элементом 3 посредством резьбового соединения. От поворота нажимной элемент 3 предохраняется щпонкой 15, закрепленной на корпусе. Устройство установлено на продольный
суппорт 16 токарного станка, а деталь 2 закренлена в щпинделе станка.
Устройство работает следующим образом.
Детали 2 сообщается главное вращательное движение, а устройству, установленному на суппорте 16, - движение продольной подачи. При движении подачи деформирующие элементы 1 перемещаются по конусной поверхности детали 2. При этом движении также перемещается корпус, в
результате чего перемещается установленное в нем зубчатое колесо 10, которое обкатывается по неподвижной рейке 8. При повороте зубчатого колеса 10 через щестерни 11 и 12 движение передается червяку 13, который поворачивается. Червяк 13 поворачиваясь, через резьбовое соединение сообщает перемещение нажимному элементу в направлении, противоположном направлению продольной подачи. Величину перемещения можно изменять подбором шестерен И и 12.
Таким образом, нажимной элемент 3 соверщает движение вместе с деформирующими элементами 1 в направлении продольной подачи относительно неподвижной части станка и одновременно перемещается в противоположном направлении относительно деформирующих элементов 1 с подачей, определенной по указанной зависимости. Это обеспечивает постоянный контакт деформирующих элементов 1 с обрабатываемой поверхностью детали 2 и постоянное усилие деформирования.
Пример. Осуществляют обработку конической поверхности с конусностью 1:10. Угол конусности /. 5°43 Угол конусности нажимного элeмeнтaJ5 20°. Скорость вращения детали 50 м/мин, продольная подача устройства 0,2 мм/об. Длина конической поверхности детали 140 мм, длина рабочего участка конической поверхности нажимного элемента 40 мм. Величина подачи нажимного элемента равна
к s-tg- -ctg 0,0565 мм/об.
Использование предлагаемого технического рещения позволяет расширить технологические возможности способа за счет
обеспечения обработки конических поверхностей деталей больщой протяженности.
Формула изобретения
Способ упрочняюще-чистовой обработки конических поверхностей деталей, при котором обработку осуществляют деформирующими элементами, опирающимися на коническую поверхность нажимного элемен- та, при этом детали сообщают вращательное движение, а нажимному и деформирующим элементам - движение продольной подачи, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения обработки конических поверхностей большой длины, нажимному элементу сообщают движение подачи относительно деформирующих элементов в сторону, противоположную направлению продольной подачи деформирующих элементов, причем величину подачи нажимного элемента согласуют с подачей деформирующих элементов, углами конусности детали и нажимного элемента по следующей зависимости:
- к S tgdL/2 ctg р/2,
где к -величина подачи нажимного элемента, мм/об;
S - величина продольной подачи деформирующих элементов, мм/об; dL - угол конусности детали, град; -угол конусности нажимного эле- мента, град.
г
Фиг.
П
/////////Х//////////А
,-г
Ю

| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛЯТОР ТЯГОВОГО МЕХАНИЗМА ДЛЯ БАРАБАННОГО ТОРМОЗА И БАРАБАННЫЙ ТОРМОЗ | 2006 |
|
RU2413884C2 |
| Портальный фрезерный станок с числовым программным управлением | 1981 |
|
SU952470A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ РЕГУЛИРОВКИ ТОРМОЗА ПРЕИМУЩЕСТВЕННО ТРАНСПОРТНОГО СРЕДСТВА | 1991 |
|
RU2091626C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| РЕГУЛЯТОР ТЯГОВОГО МЕХАНИЗМА ДЛЯ БАРАБАННОГО ТОРМОЗА И БАРАБАННЫЙ ТОРМОЗ | 2006 |
|
RU2395018C2 |
| ПАТРОН ДЛЯ ЗАКРЕПЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2069124C1 |
| Устройство для формирования металлического покрытия на двух пересекающихся поверхностях деталей | 1990 |
|
SU1740110A1 |
| Универсальный расточной патрон | 1979 |
|
SU910369A1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
Изобретение относится к маи инострое- нию и может быть использовано при обработке конически.х поверхностей деталей методом поверхностного пластического деформирования. Оно позволяет расширить технологические возможности за счет обеспечения обработки конических поверхностей большой длины. Для этого при обработке деталей деформирующими элементами, опирающимися на коническую поверх(Л со о СП /3
Фиг.
Составитель с. Чукаева
Редактор Н. БобковаТехред И. ВересКорректор А. Ильин
Заказ 1342/13Тираж 716Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Шнейдер Ю | |||
| Г | |||
| «Инструмент для чистовой обработки металлов давлением | |||
| - М.: Машиностроение, 1971, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
