Изобретение относится к оборудованию станов для производства труб, в частности к внутреннему инструменту, и может быть использовано при прошивке заготовок на ко- совалковых станах.
Целью изобретения является снижение износа.
На чертеже изображена водоохлаждае- мая оправка косовалкового стана, расположенная в очаге деформации при прошивке заготовки.
Оправка содержит носик 1 и рабочую часть 2, имеющую внутреннюю полость 3. У основания носика 1 выполнены поперечные каналы 4, идуш,ие от наружной поверхности оправки к внутренней полости. Внут- ри тела рабочей части 2 оправки в стенке проходят каналы 5, одним кони,ом каждый из каналов выходит на торец оправки, а другим - на боковую поверхность рабочей части 2 у основания носика .
Оправка жестко закрепляется на стерж- не 6, внутри которого проходит трубка 7, подводяш,ая в полость оправки охлаждающую воду. При помощи стержня оправка устанавливается внутри очага прошивного стана между рабочими валками, имеющими входной и выходной конусы, таким образо., что носик 1 оправки и участок ее рабочей части 2 расположены во входном конусе деформации.
Оправка работает следую1цим образом.
Заготовка захватывается рабочигли ва;1 ками и перемеп 1,ается в очаге под их воз- лчействием по винтовой траектории. При этом деформация заготовки в очаге происходит, как и при использовании известной оправки. При прошивке заготовки, как правило, у основания носика 1 металл не сопри- касается с оправкой, а в нача. контакта металла с рабочей частью 2 оправки существует зона полного обволакива 1ия оправки металлом по всему периметру, что создает между металлом и оправкой в месте при- мыкания носика к рабочей части замкнутое пространство. В процессе прошивки заготовки оправка охлаждается. Вода, поступающая из водоподводящей трубки 7 в полость рабочей части оправки, охладив рабочую
часть оправки, отводится з полость стержня 6. Часть потока воды через поперечные каналы 4 попадает в замкнутое пространство между заготовкой и оправгюй, где превращается в пар, который отводится из за.мкну- пространстза через каналы 5. В результате отвода пара в за.-лкнутом пространстве между заготовкой и оправкой, находящемся в начале рабочего участка оправки, не создается высокое давлспие, при этом гшр не прорывается между металлом и справкой в зоне полного обволакивания оправки металлом, а также уве,личивается часть потока 8ОДЫ, проходящего через поперечные каналы 4 оправки, что yлyчпJaeт условия охлаждения носика оправки и способствует повьппению его стойкости.
Продольные кар1алы в теле части oiipae- ки могут быть вьпюлнень сверлением. В оптимальном варианте конструкций предлагаемой оправки количество поперечных и ipo- дольных каналов одинаково; при этом совпадают места их выходов на наружную поверхность оправки, как показано на чертеже, -{аличие при прошивке заготовки замкнутого объема между металлом и оправкой в районе стыковки носика и рабочей части оправки допускает с.мещение Ю периметру выходных отверстий поперечных и продоль- 1Нз1х каналов, а также различное их количество, напрнмер iipn трех поперечных кана- , iax возможно исполнение двух или даже одного продольного канала.
При проьпир.ке в косогзалковых станах на предложен1 ой оправке повьппаетсг-i стойкость оправок па 25--30°/о и уменьшается количество дефектов на внутренней поверх- пости отовых труб.
Формула изобретения
Водоох;1аждаемая оправка, .содержащая песик, полую рабочую часть с поперечпьгми каналами, соедпняющи.ми по:1ость с наружной поверхностью у основания носика, и во- лоподводягцую трубку, отличающаяся тем, что, с целью с; иженпя ее износа, в стенке рабочей чacт Enjno, ;iicnb) накло зн 5е про- дс) каналы от .;;ния косика ;;.о :.аднего торц.а рабочей части.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2037350C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |
| Водоохлаждаемая оправка прошивного стана | 2017 |
|
RU2649598C1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2021045C1 |
| Оправка прошивного стана | 1979 |
|
SU820939A1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА ПРОШИВНОГО СТАНА | 2023 |
|
RU2819688C1 |
| Способ прошивки в стане винтовой прокатки | 2016 |
|
RU2635685C1 |
| Способ винтовой прошивки и устройство для его осуществления | 2016 |
|
RU2647393C1 |
Изобретение относится к трубопрокатному производству и может быть использовано при прошивке заготовок на косовал; ковых станах. Целью изобретения является снижение износа. Оправка содержит носик 1 и полую рабочую часть 2. Поперечные каналы 4 соединяют внутреннюю полость 3 с наружной поверхностью у основания носика. Вода, поступающая из водоподводящей трубки 7, охладив рабочую часть, отводится частично в полость стержня 6. Вода, находящаяся в замкнутом между заготовкой и оправкой пространстве, превращаясь в пар, отводится через каналы 5 в стенке оправки. 1 ил. , с $ 1 со о О5 О5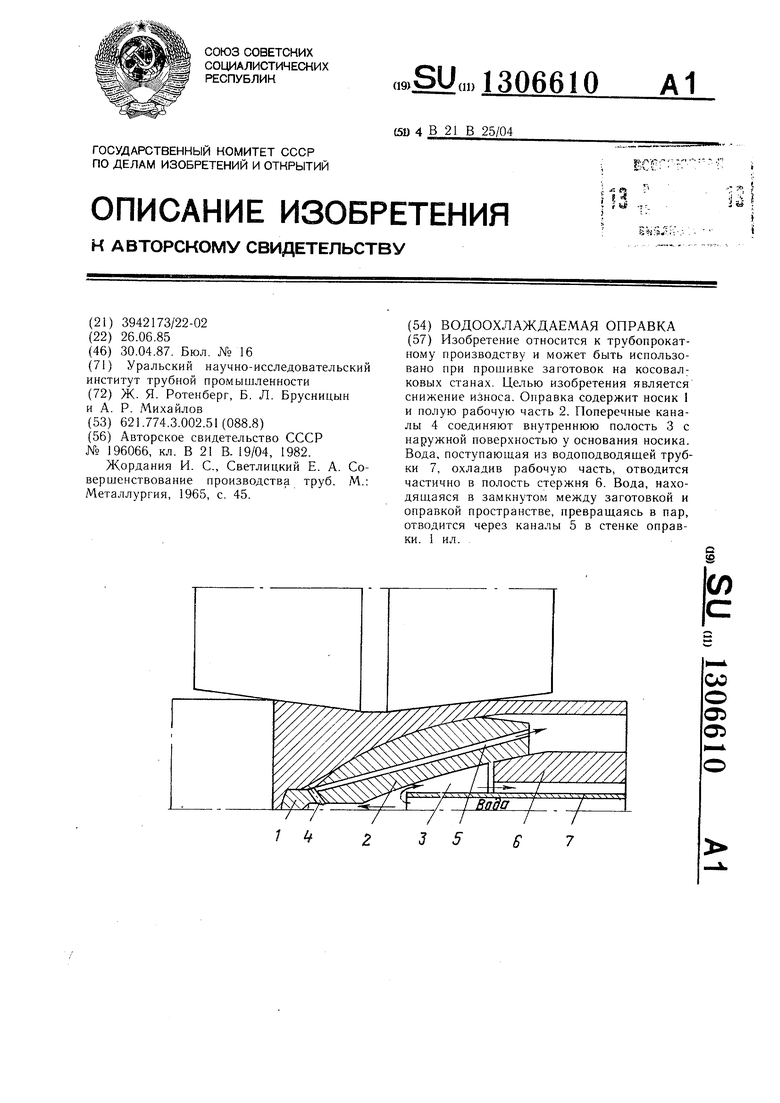
| Авторское свидетельство СССР № 196066, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Жордания И | |||
| С., Светлицкий Е | |||
| А | |||
| Совершенствование производства труб | |||
| М.: Металлургия, 1965, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
