Изобретение относится к трубопрокатному производству и может быть использовано при прошивке заготовки на станах косой прокатки.
Известна оправка, состоящая из профильной рабочей части и металлизированного носика, используемая на прошивных станах для прошивки заготовки в гильзу (1).
Недостатком конструкции является малая износостойкость носика, вследствие чего оправка через 1-2 прошивок подлежит замене. Повышенный износ носика обусловлен интенсивным разогревом его вследствие непосредственного контакта с горячим металлом и сухого трения между контактирующими поверхностями, в также большого лобового сопротивления, вызывающих смятие носика или сваривание его с металлом заготовки. С целью увеличения стойкости оправки выполняют составными с вставными носиками из тугоплавких металлов (2). Однако такие оправки не нашли промышленного использования из-за сложности изготовления и нетехнологичности.
Известна конструкция оправки прошивного косовалкового стана, состоящая из профильной рабочей части, присоединенного к ней цилиндрическим участком носика с торцовой сфероидальной головкой, имеющей внутреннюю полость, которая радиальными каналами в стенке соединена с наружной поверхностью в начале рабочей части (3).
Недостатком данной конструкции оправки является относительно низкая износостойкость носика, которая определяет собственно износостойкость оправки.
Низкая стойкость носика обусловлена относительно малым его объемом и, следовательно, быстрым разогревом его от непосредственного контакта с горячим металлом и интенсивным сухим трением между контактными поверхностями носика и заготовки. При нагреве носика происходит снижение его прочности, сопровождающееся смятием под действием осевых усилий металла на оправку, либо сваривание носика с металлом заготовки. В обоих случаях происходит разрушение носика оправки. Процесс прошивки при этом сопровождается ухудшением качества внутренней поверхности гильз (появление рисок, задиров, плен) и закатом оправки.
Анализ конструктивных особенностей оправки, а также механизма ее работы указывают на недостаточно эффективное охлаждение носового участка оправки, что и определяет его ускоренный разогрев и разрушение.
Действительно, радиальные каналы, обеспечивающие подачу охладителя на наружную поверхность оправки, расположены в стенке рабочего конуса оправки, и, следовательно, удалены от носика и наиболее разогреваемого его торцового участка. Несмотря на то, что охладитель через систему радиальных каналов подают против хода прокатки в направлении носика, большая его часть не достигает носового участка, так как отражается встречным перемещением металла и выносится на поверхность рабочего конуса. Такое направление потока охладителя наглядно иллюстрирует направление эрозионного следа от действия охлаждающей воды и пара, который на всех отработанных оправках образуется не перед отверстием, а позади него.
Существенным недостатком конструкции такой оправки является малое количество подаваемого на ее поверхность охлаждающего вещества. Очевидно, что для улучшения охлаждения оправки необходимо увеличить количество охладителя и наносить его на поверхность оправки более равномерно. Однако в существующих оправках количество радиальных каналов, через которые осуществляют подачу охладителя к поверхности оправки, не превышает 3-х при диаметре сечения отверстия 2,5-3,0 мн. Ограничение числа радиальных каналов в одном месте, а также их размер диктуется условием сохранения прочности участка оправки, на котором они выполнены.
Таким образом, для известной оправки характерны относительно низкая стойкость носового участка, определяющая стойкость всей оправки и, как следствие, ухудшение качества поверхности гильз, повышенный расход металла и снижение производительности стана.
Целью изобретения является интенсификация охлаждения носика оправки и более равномерное распределение потока охладителя при прошивке.
Поставленная цель достигается тем, что в оправке, включающей профильную рабочую часть, присоединенный к ней цилиндрическим участком носик со сфероидальной головкой, имеющей внутреннюю полость, которая радиальными каналами в стенке соединена с наружной поверхностью, имеется второй ряд радиальных каналов, выходящих через стенку носика на наружную поверхность в месте сопряжения головки с цилиндрическим участком, причем отверстия в одном месте смещены относительно других по дуге на 45-90о.
Указанные признаки, отличающие предлагаемое техническое решение от известных, дают возможность более полно и эффективно осуществить охлаждение оправки и, в частности, носового ее участка как изнутри, так и снаружи.
Внутреннее охлаждение оправки осуществляется циркуляцией охлаждающей жидкости в полости и радиальных каналах.
Наружное охлаждение носика осуществляют путем подачи под давлением через радиальные каналы в свободное от металла пространство (мертвую зону), образующееся в месте сопряжения сфероидальной головки с цилиндрической частью носика, аналогично свободному пространству в месте сопряжения цилиндрического носика и рабочего конуса оправки.
Смещение отверстий каналов в одном месте относительно других по дуге на 45-90о выполнено для более равномерного и непрерывного обеспечения наружного охлаждения, а также сохранения прочности носового участка оправки.
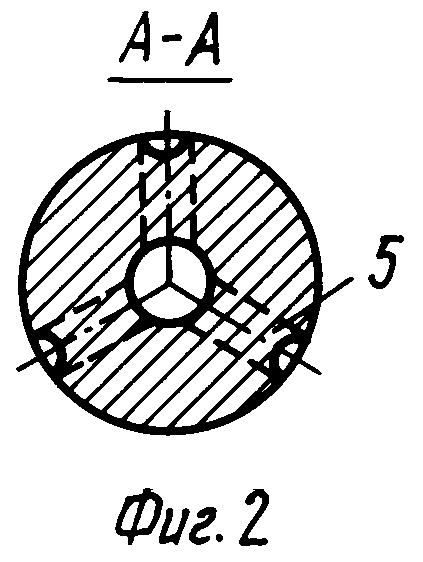
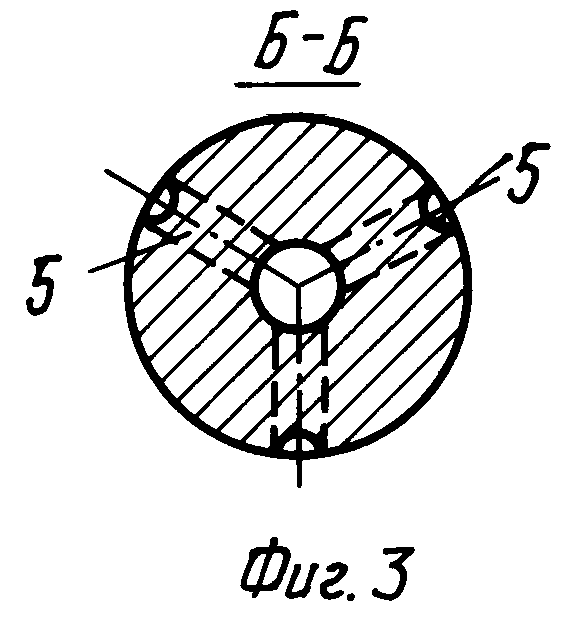
Предлагаемое техническое решение поясняется фиг. 1, на которой изображены конструкции предложенной оправки и механизм ее охлаждения в процессе прошивки к фиг. 2, 3, которые иллюстрируют конструктивное расположение отверстий одной группы радиальных каналов относительно другой.
Предложенная оправка (фиг. 1) состоит из профильной рабочей части 1, присоединенного к ней цилиндрическим участком носика 2 с торцовой сфероидальной головкой 3, соединенной с цилиндрическим участком носика 2, внутренней полости 4, радиальных каналов 5, отверстия которых в одном ряду смещены относительно других по дуге на 45-90о (фиг. 2, 3).
В исходном состоянии оправка находится в пространстве, ограниченном валками 6 и линейками 7 прошивного стана и посажена на упорный стержень (на фиг. не показан), через который в полость 4 и через каналы 5 поступает охлаждающая жидкость 8 под избыточным давлением 5-18 атм.
Нагретую заготовку 9 задают в калибр, образованный валками 6 и линейками 7, и прошивают на оправке. В процессе прошивки при деформировании металла заготовки на сфероидальной торцовой головке 3 носика в месте сопряжения головки с цилиндрическим телом носика образуется свободная от металла (мертвая) зона, в которую через радиальный канал 5 под избыточным давлением подают охлаждающую жидкость 8 из полости 4. Охлаждающая жидкость 8 попадает из свободной зоны в пространство между поверхностями носика и металла, которое максимально в плоскости линеек и минимально - в плоскости валков. Последняя, превращаясь в пар, отнимает и удаляет тепловую энергию с носового участка. Аналогично происходит наружное охлаждение на участке оправки в области стыка цилиндрического участка 2 носика с профильной рабочей частью оправки (фиг. 1), при этом наружному охлаждению подлежит как носовой, так и рабочий профильный участок оправки. Отнятая тепловая энергия непрерывно отводится через передний конец гильзы вместе с паром.
Внутреннее охлаждение осуществляется посредством непрерывной и интенсивной циркуляции охлаждающей жидкости в полости 4 и радиальных каналах 5. Общее количество радиальных каналов составляет 6-8 по 3-4 канала в каждом ряду. Диаметр отверстий каналов составляет 2,5-4 мн. Наклон осей радиальных каналов к оси оправки - 24-40о (Ю. М. Матвеев и др. Калибровка прокатного инструмента трубных станов. М., Металлургия, 1970, с. 59).
Таким образом, при прошивке заготовки на оправке предложенной конструкции достигается возможность интенсивно охлаждать наиболее разогреваемый носовой участок оправки, т. е. обеспечивает качественное изменение охлаждения оправки.
Размещение дополнительных каналов на другом участке оправки и, следовательно, увеличение общего количества каналов дает возможность интенсифицировать охлаждение оправки в 2; 2,5 раза, а смещение отверстий одного ряда относительно отверстий другого по дуге на 45-90о обеспечивает более равномерное охлаждение поверхности оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2037350C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| Водоохлаждаемая оправка | 1985 |
|
SU1306610A1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА, СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ОПРАВКИ И ШТАМПОВАЯ ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2816967C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |
| Охлаждаемая оправка прошивного стана | 2019 |
|
RU2717422C1 |
| Способ задачи в косовалковый стан заготовки с наклонными плоскостями на переднем конце | 1988 |
|
SU1586809A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
Использование: при прошивке заготовки на станах косой прокатки. Оправка прошивного стана, состоящая из профильной рабочей части 1, присоединенного к ней цилиндрическим участком носика 2 и сопряженной с ним торцовой сфероидальной головки 3, выполнена с внутренней полостью 2 и системой каналов 6 и 7, выходящих на поверхность. Выходные отверстия каналов расположены не менее чем в двух плоскостях - на стыке профильной рабочей части с носиком и в области сопряжения носика с головкой, и развернуты относительно друг друга на 45 - 90° по дуге. 3 ил.
ОПРАВКА ПРОШИВНОГО СТАНА, включающая профильную рабочую часть и присоединенный к ней цилиндрическим участком носик со сфероидальной торцевой головкой, имеющие внутреннюю полость, которая радиальными каналами в стенке соединена с наружной поверхностью в начале рабочей части, отличающаяся тем, что оправка имеет второй ряд радиальных каналов, выходящих через стенку носика на наружную поверхность в месте сопряжения головки с цилиндрическим участком, причем отверстия в одном месте смещены относительно других по дуге на 45 - 90o.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Ю.М.Матвеев и др | |||
| Калибровка инструмента трубных станов | |||
| М., Металлургия, 1970, с.58-59. | |||
