ния огранки по внутреннему контуру детали. Из исходной ленты или полосы получают кольцевую заготовку 16 с постоянной толщиной стенки, параллельные стороны ко.торой связаны между собой радиусными перемычками. Периметр внутреннего контура заготовки- 16 равен периметру внутреннего контура готовой детали 17. Формообразование осуществляют с постоянньм плавным нарастанием растягивающего давления и одновременным приложением сжимающих
1
Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для изготовления кольцевых деталей.
Цель изобретения - повышение качества путем предотвращения огранки по внутреннему контуру детали.
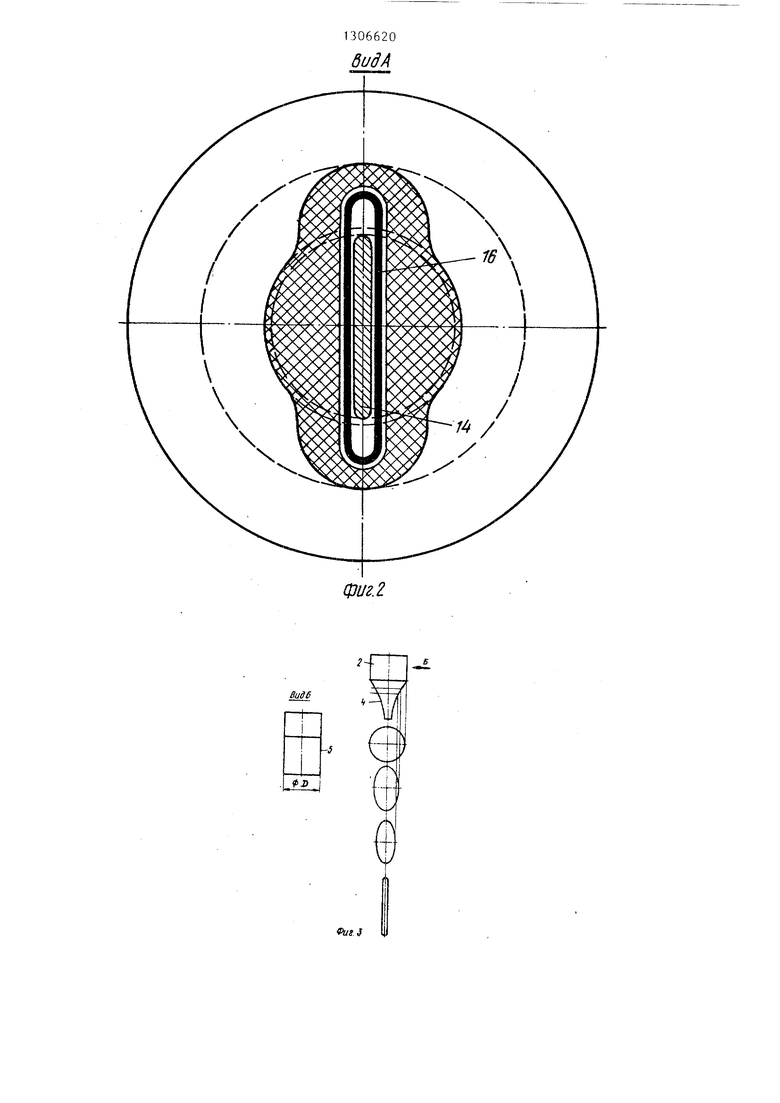
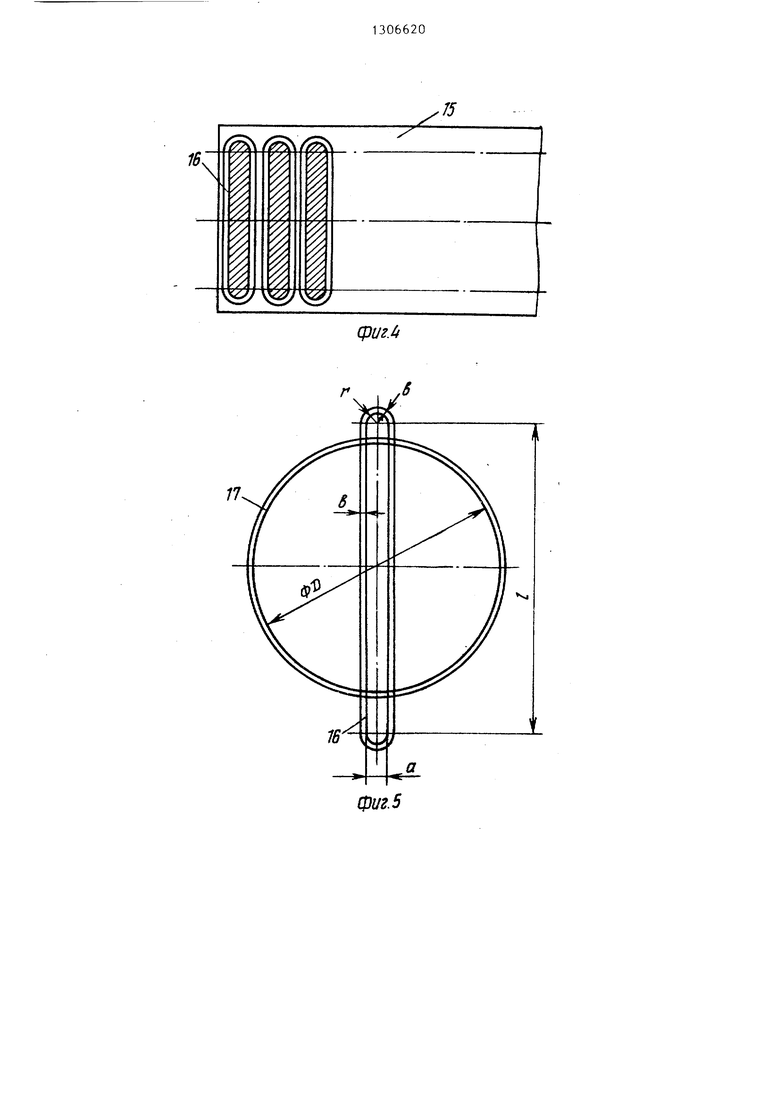
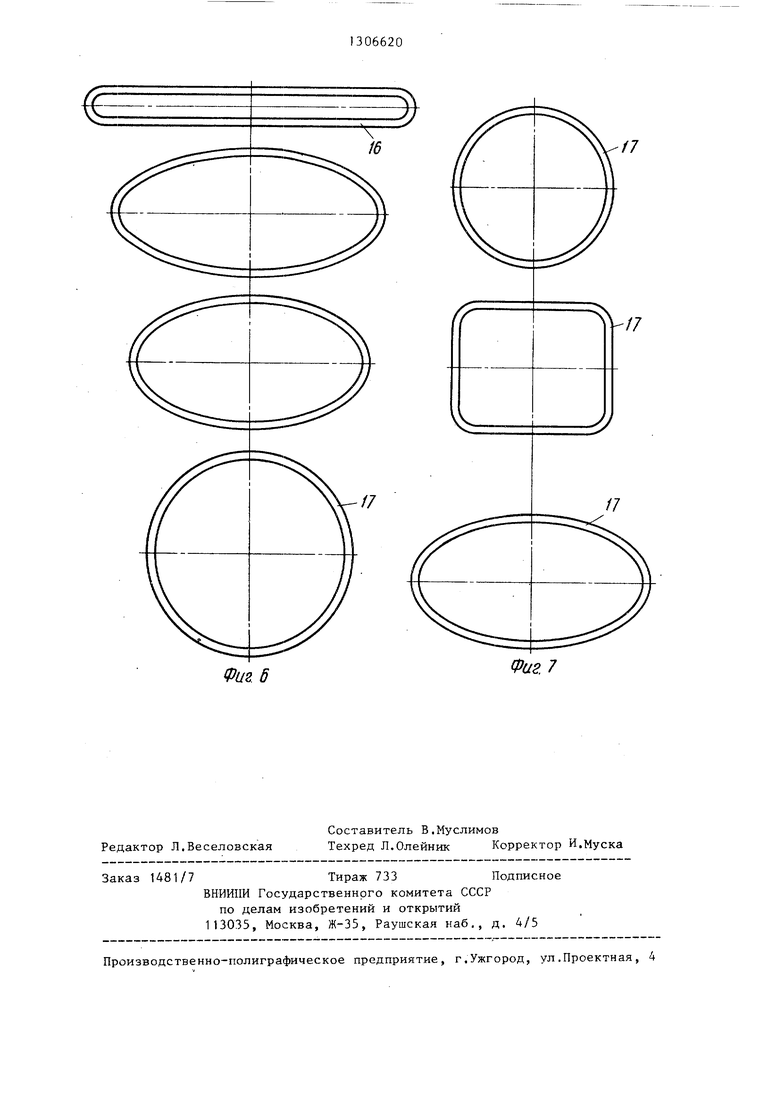
На фиг, 1 изображено устройство, продольный разрез (слева от оси симметрии показано исходное положение, справа - окончание формообразования) на фиг. 2 - вид А на фиг. 1; на фиг. 3 - пуансон; на фиг. 4 - схема вырубки заготовок:, на фиг. 5 - исходная заготовка и готовая деталь; на фиг. 6 - исходная заготовка, промежуточные полуфабрикаты и готовая . деталь, на фиг. У - типовые формы готовых деталей.
Устройство содержит верхнюю плиту 1, несущую пуансон 2, выполненный с рабочей поверхностью 3 в виде двух симметрично расположенных поверхностей с образующей 4 в виде вогнутой кривой, сопрягающихся между собой по двум линиям 5, параллельным оси симметрии пуансона 2. Образующая 4 выполнена по вогнутой кривой, нижняя крайняя точка которой отстоит от продольной оси пуансона 2 на расстоя- ние, равное половине ширины отверстия заготовки, а верхняя крайняя - на расстояние, равное половине, поперечного размера готовой детали Коаксиадь- но п ансону 2 на верхней плите 1 пос- редством винтов 6 и пружин 7 установлен прижим 8. На нижней плите 9 жестко закреплена матрица 10 в виде ста
усилий в зоне радиусных перемычек. Рабочая поверхность пуансона 2 выполнена в виде двух симметрично расположенных поверхностей с образующей 4 в виде вогнутой кривой, сопрягающихся между собой по двум линиям, параллельным оси симметрии пуансона 2.Матрица выполнена в виде заполненного эластичной средой 12 стакана 10 со ступенчатой полостью 11, меньшая ступень которой обращена к пуансону 2. 2 с.п.ф., 7 ил.
O
15
30 35
0
5
кана со ступенчатой полостью 11, меньшая ступень которой обращена к пуансону 2. В полости размещена эластичная среда 12 с осевым отверстием 13, в котором установлен ловитель 14.
Способ осуществляют следующим образом.
Первоначально в полосе 15 Сфиг.4) получают, например, вырубкой кольцевую заготовку 16, контур, которой образован параллельными линиями, сопряженными по радиусу г (фиг, 2), центры которых отстоят друг от друга на расстояние . Толщину b стенки заго - товки 16 выполняют постоянной по всему контуру, а периметр внутреннего контура - исходной заготовки 16 - равным длине окружности готовой детали 17.
Полученные таким образом заготовки 16 поштучно или в пакете устанавливают на ловитель 14, центрируя наружным диаметром на эластичной среде 12. При опускании верхней части устройства пуансон 2, преодолевая сопротивление ловителя 14, своей рабочей поверхностью 3 входит в отверстие заготовки 16, растягивая ее со стороны внутреннего контура и одновременно воздействуя на эластичную среду 12 со стороны ее отверстия 13. Эластичная среда 12 заполняет объем полости 11 матрицы 10, создавая в меньшей ступени зону повьшхенного давления на участках радиусцых переходов. При этом заготовка 16 сокращается в направлении свози большей оси, ее кривизна в зоне радиусных перехоной геометрической формы дета.пей, не имеющих огранки по внутреннему контуру.
дов уменьшается и одновременно увеличивается поперечное сечение в центральной части. Поскольку образующая 4 рабочей поверхности 3 пуансона 2
выполнена по вогнутой кривой, форми- с Формула изобретения рование протекает с постоянным плавным нарастанием давления. Это способствует более равномерному формоизменению колец, а следовательно, повыше1. Способ изготовления кольцевых деталей, включающий получение заготовки с отверстием, параллельные сто15
нию качества. Благодаря тому, что пе- fo роны которой связаны радиусными пере- риметр внутреннего контура заготовки 16 выполняют равным длине окружности готового кольца при сохранении постоянства толщины стенки, последующее изменение формы кольцевой заготовки 16 приближается к схеме линейного напряженно деформированного состояния, а следовательно, позволяет значительно уменьщить усилия формообразования и существенно упростить способ. 20
К моменту окончания процесса формообразования, когда форма внутреннего контура заготовки 16 приближается к форме готовой детали 17, в контакт с заготовками 16 вступает прижим 8. Последний, сжимая вытесненную из матрицы 10 часть эластичной среды 12, создает дополнительные усилия сжатия по всему контуру заготовок 16
мычками, и последующее ее формообразование путем приложения радиальных сжимающих усилий в зоне радиусных перемычек и растягивающих усилий в зоне параллельных сторон, отличающийся тем, что, с целью позыще- ния качества путем предотвращения огранки по внутреннему контуру деталей, заготовку выполняют с периметром внутреннего контура, равным периметру внутреннего контура готовой детали, и толщиной стенки, постоянной по всему контуру.
2. Устройство для изготовления 25 кольцевых деталей, содержащее верхнюю плиту, несущую пуансон, а также нижнюю плиту с жестко закрепленной на ней матрицей, отличающееся тем, что, с целью повышения качества
Этим обеспечивается окончательная ка- 30 путем предотвращения огранки по внутлибровка заготовок 16 по пуансону 2 и устранение возможной их огранки по внутреннему контуру. По окончании процесса калибровки пуансон 2 поднимают в верхнее положение, а готовую деталь 17 или пакет деталей 17 под воздействием подпружиненного прижима 8 снимают с пуансона 2. На этом цикл формообразования заканчивают.
Предлагаемый способ обеспечивает повышение качества за счет правильной геометрической формы дета.пей, не имеющих огранки по внутреннему контуру.
Формула изобретения
1. Способ изготовления кольцевых деталей, включающий получение заготовки с отверстием, параллельные сто
роны которой связаны радиусными пере-
мычками, и последующее ее формообразование путем приложения радиальных сжимающих усилий в зоне радиусных перемычек и растягивающих усилий в зоне параллельных сторон, отличающийся тем, что, с целью позыще- ния качества путем предотвращения огранки по внутреннему контуру деталей, заготовку выполняют с периметром внутреннего контура, равным периметру ., внутреннего контура готовой детали, и толщиной стенки, постоянной по всему контуру.
2. Устройство для изготовления кольцевых деталей, содержащее верхнюю плиту, несущую пуансон, а также нижнюю плиту с жестко закрепленной на ней матрицей, отличающееся тем, что, с целью повышения качества
реннему контуру деталей,пуансон выполнен с рабочей поверхностью в виде двух идентичных симметрично расположенных поверхностей с образующей в
виде вогнутой кривой, сопрягающихся между собой по двум линиям, параллельным оси симметрии пуансона, а матрица выполнена в виде заполненного эластичного средой стакана со ступенчатой полостью, меньшая ступень которой обращена к пуансону.
1306620
дидА
фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2551036C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2014 |
|
RU2567079C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Устройство для получения полых оболочек сложной пространственной формы | 1987 |
|
SU1502149A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ | 2013 |
|
RU2548867C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении кольцевых деталей. Цель изобретения - повышение качества путем предотвращеоо о О) О5 к:) о «&.
Bugs
фшм
фиг.5
Фаг. 6
Фаг. 7
Редактор Л.Веселовская
Составитель В.Муслинов
Техред Л.Олейник Корректор И.Муска
Заказ 1481/7Тираж 733Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул .Проектная, 4
| Авторское свидетельство СССР № 1208653, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
