1
(21)4318045/31-27
(22)16,10.87
(46) 23.08.89. Бкш. № 31
(71)Московский авиационный институт им. Серго Орджоникидзе
(72)Е.И. Исаченков, В.А. Избойников, Д.А. Грибанов и Н.С. Зверев
(53)621.983.3(088.8)
(56)Исаченков Е.И. Штамповка резиной и жидкостью. М.: Машиностроение,
1967, с.32, рис. 14, класс II-III.
(54)УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОБОЛОЧЕК СЛОЖНОЙ ПРОСТРАНСТВЕННОЙ
ФОРМЫ
(57)Изобретение относится к обработке Металлов давлением и может быть использовано для производства деталей сложной пространственной формы, имеющих участки местного рельефа. Цель изобретения - повышение качества изделий за счет обеспечения операции калибровки. Устройство содержит жесткую матрицу 1, жесткий пуансон 2 и эластичную оболочку 5, герметично закрепленную на пуансоне в месте выхода канала 3 для подвода рабочей среды высокого давления. Конструкция позволяет расширить технологические возможности устройства, снизить энергоемкость н устранить неустойчивое течение фланца заготовки в различных участках периметра штампуемой детали. Формообразование осуS 1
«
(Л
Фиг.
Л Mofucmpa u jku actnu высокого оав/1ения
315021494
ществляют за несколько этапов: сна-затем калибровка при сжатии оболочки
чала предварительное пуансоном 25 и формообразование рельефа жидкобез интенсивного сжатия оболочки 5,стью давления через канал 3. 4 ил.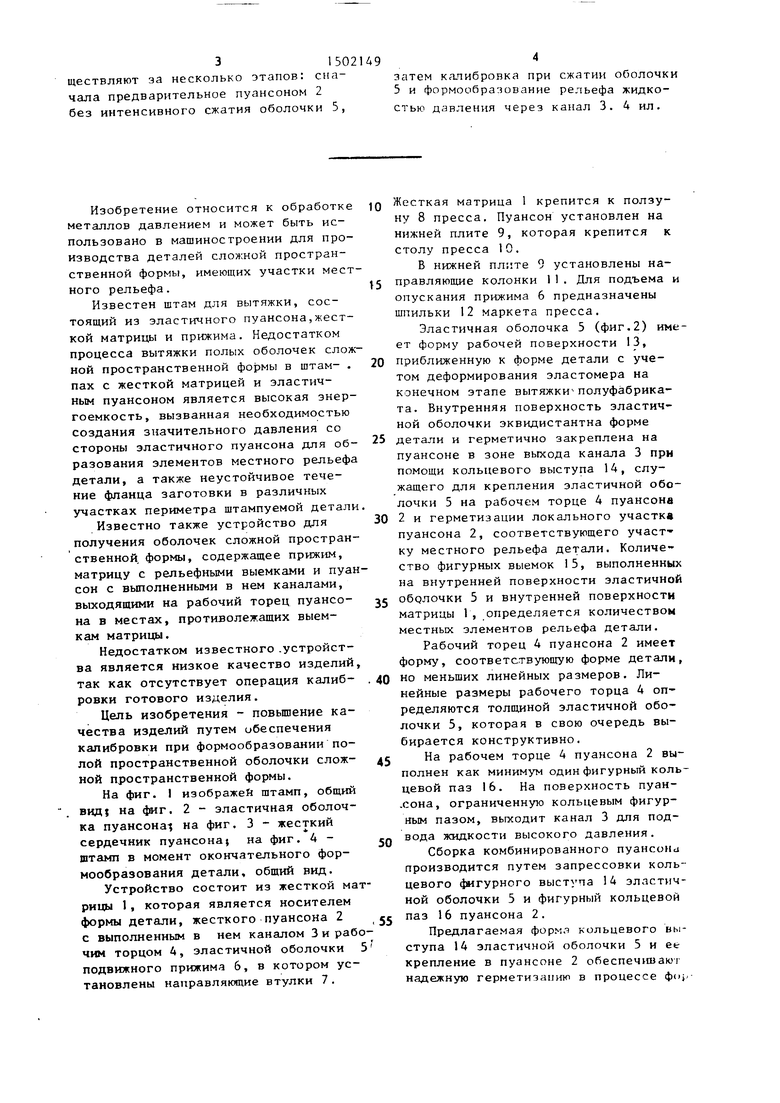

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ С БОЛЬШИМИ РАДИУСАМИ ИЗГИБА | 2003 |
|
RU2336137C2 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| СПОСОБ ШТАМПОВКИ-ВЫТЯЖКИ ОБОЛОЧКОВЫХ ДЕТАЛЕЙ БЕЗ УТОНЕНИЯ СТЕНКИ | 1996 |
|
RU2103091C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220018C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282516C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2069593C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |

Изобретение относится к обработке металлов давлением и может быть использовано для производства деталей сложной пространственной формы, имеющих участки местного рельефа. Цель изобретения - повышение качества изделий за счет обеспечения операции калибровки. Устройство содержит жесткую матрицу 1, жесткий пуансон 2 и эластичную оболочку 5, герметично закрепленную на пуансоне в месте выхода канала 3 для подвода рабочей среды высокого давления. Конструкция позволяет расширить технологические возможности устройства , снизить энергоемкость и устранить неустойчивое течение фланца заготовки в различных участках периметра штампуемой детали. Формообразование осуществляют за несколько этапов: сначала предварительное пуансоном 2 без интенсивного сжатия оболочки 5, затем калибровка при сжатии оболочки 5 и формообразование рельефа жидкостью высокого давления через канал 3. 4 ил.
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для производства деталей сложной пространственной формы, имеющих участки местного рельефа.
Известен штам для вытяжки, состоящий из эластичного пуансона,жесткой матриць и прижима. Недостатком процесса вытяжки полых оболочек сложной пространственной формы в штам- . пах с жесткой матрицей и эластичным пуансоном является высокая энергоемкость, вызванная необходимостью создания значительного давления со стороны эластичного пуансона для об- разования элементов местного рельефа детали, а также неустойчивое течение фланца заготовки в различных участках периметра штампуемой детали
Известно также устройство для получения оболочек сложной пространственной, формы, содержащее прижим, матрицу с рельефными выемками и пуансон с вьшолиеиными в нем каналами, выходящими на рабочий торец пуансо- на в местах, противолежащих выемкам матрицы.
Недостатком известного .устройства является низкое качество изделий, так как отсутствует операция калнб- ровки готового изделия.
Цель изобретения - повьшение качества изделий путем обеспечения калибровки при формообразовании полой пространственной оболочки слож- ной пространственной формы.
На фиг. I изображей щтамп, общий вид; на (}яиг, 2 - эластичная оболочка пуансона на фиг. 3 - жесткий сердечник пуансонаj на фиг. 4 - штамп в момент окончательного формообразования детали, общий вид.
Устройство состоит из жесткой матрицы 1, которая является носителем формы детали, жесткого пуансона 2 с выполненным в нем каналом 3 и рабочим торцом 4, эластичной оболочки 5 подвижного прижима 6, в котором установлены направляющие втулки 7.
Жесткая матрица 1 крепится к ползуну 8 пресса. Пуансон установлен на нижней плите 9, которая крепится к столу пресса 10.
В нижней 9 установлены направляющие колонки 11. Для подъема и опускания прижима 6 предназначены шпильки 12 маркета пресса.
Эластичная оболочка 5 (фиг.2) имеет форму рабочей поверхности 13, приближенную к форме детали с учетом деформирования эластомера на конечном этапе вытяжки - полуфабриката. Внутренняя поверхность эластичной оболочки эквидистантна форме детали и герметично закреплена на пуансоне в зоне выхода канала 3 при помощи кольцевого выступа 14, служащего для крепления эластичной оболочки 5 на рабочем торце 4 пуансона 2 и герметизации локального участке пуансона 2, соответствующего участ ку местного рельефа детали. Количество фигурных выемок 15, выполненных на внутренней поверхности эластичной обрлочки 5 и внутренней поверхности матрицы 1, определяется количеством местных элементов рельефа детали.
Рабочий торец 4 пуансона 2 имеет форму, соответствующую форме детали, но меньших линейных размеров. Линейные размеры рабочего торца 4 определяются толщиной эластичной оболочки 5, которая в свою очередь выбирается конструктивно.
На рабочем торце 4 пуансона 2 выполнен как минимум один фигурный кольцевой паз 16. На поверхность пуан- -сона, ограниченную кольцевым фигур- ньм пазом, выходит канал 3 для подвода жидкости высокого давления.
Сборка комбинированного пуансон производится путем запрессовки кольцевого фигурного выступа 14 эластичной оболочки 5 и фигурный кольцевой паз 16 пуансона 2.
Предлагаемая форма кольцевого выступа 14 эластичной оболочки 5 и ее крепление в пуансоне 2 обеспеч1Шаюг надежную герметизацию в процессе ф)|
51 5
мообразования жидкостью высокого давления местного элемента рельефа детали .
Устройство работает следующим образом.
Плоская заготовка укладывается на подвижный прижим 6 (фиг. 1). В процессе хода ползуна 8 пресса вниз первоначально жесткая матрица 1 прижимает заготовку к прижиму 6 с усилием необходимым для предотвращения потери устойчивости фланца заготовки.
Затем (фиг. 4) при дальнейшем ходе ползуна 8 вниз производят вытяжку детали неподвижньм пуансопом по жесткой матрице 1 за счет интенсивного течения фланца заготовки, причем возникающие при этом между заготовкой и пуансоном силы контактного трения препятствуют неустойчивому течению фланца заготовки по всему периметру штампуемой детали.
На следующем этапе формообразования при подходе ползуна 8 пресса к крайнему нижнему положению эластичная оболочка 5 совместно с заготовкой замыкается между жесткой матрицей 1 с одной стороны и жестким пу- , ансоном 2 с другой стороны и, деформируясь, производит формообразование заготовки и калибровку по жесткой матрице 1. Однако развиваемое при этом усилие недостаточно для формообразования местных элементов рельефа.
Заключительный этап формообразования местного элемента рельефа производят при отсутствии относительного перемещения матрицы 1 и пуансона 2.
Формообразование производят подачей жидкости высокого давления через канал 3, выполненный в пуансоне 2, в локальньй участок пуансона, соответствующий местному элементу рельефа детали, в полость между жестким пуансоном 2 и эластичной оболочкой 5.
6
Конструкция крепления эластичной оболочки 5 -на жестком пуансоне 2 при наличии- подпора со стороны матрицы 1 позволяет надежно герметизировать этот участок от остальной части пуансона. Давление жидкости воздействует на участок эластичной оболочки 5 и деформирует элемент полу- фабриката для получения местного элемента рельефа по выемке 16 жесткой матрицы 1.
После оконч ания процесса формообразования сбрасывается давление жидшзсти, затем матрица 1 с подвижным прижимом 6 поднимаются до исходных положений.
В процессе этого готовая деталь снимается с пуансона подвижным при- жимом 6 и остается на нем в свободном положении.
Далее рабочий цикл повторяется. Таким образом, предлагаемое устройство обладает более высокими тех- нологическими возможностями, так как позволяет снизить энергоемкость процесса и устранить неустойчивое те- фланца заготовки в различных участках параметра штампуемой детали.
30
Формула изобретения
Устройство для получения полых оболочек сложной пространственной формы, содержащее прижим, матрицу с рельефными выемками на поверхности рабочей полости и пуансон, выполненный по меньшей мере с одним каналом для подвода жидкости высокого авление, выходящим на его рабочий торец на участках, противолежащих рельефным выемкам матрицы, отлиающееся тем, что, с целью повышения качества за счет обеспечения калибровки изделий, оно снабжено эластичной оболочкой, охватывающей рабочий торец пуансона и герметично закрепленной на нем в зоне выхода канала.
IS
к MatucfMO/ш жидкости 1У диеокого Заиления .JL / . V
01/г. 5
Ю
