Способ получения деталей остекления из термопластического материала, например, из органического стекла, известен.
Описываемый способ в отличие от известного позволяет получать деталей остекления, обладающие повышенной механической прочностью и более ,высокой локальностью поражения (например, при обстреле). Это достигается тем, что термопластический материал подвергают ориентации но плоскости при температуре выше точки размягчения его с помош,ью радиально расположенных зажимов. Для изготовления нрофилированных деталей ориентированный материал, зажатый по периметру, формуют известными способами при температуре, лежаш,ей выше точки размягчения материала, или при температуре ниже точки размягчения его с последующей термической обработкой изделия.
Получение деталей остекления, например, самолета, осуществляют, согласно описываемому способу, двумя вариантами:
а)из листового двухосноориентированного стекла (для изготовления блистеров, фонарей и др. деталей остекления);
б)из неориентированного стекла путем создания необходимой ориентации в процессе формования.
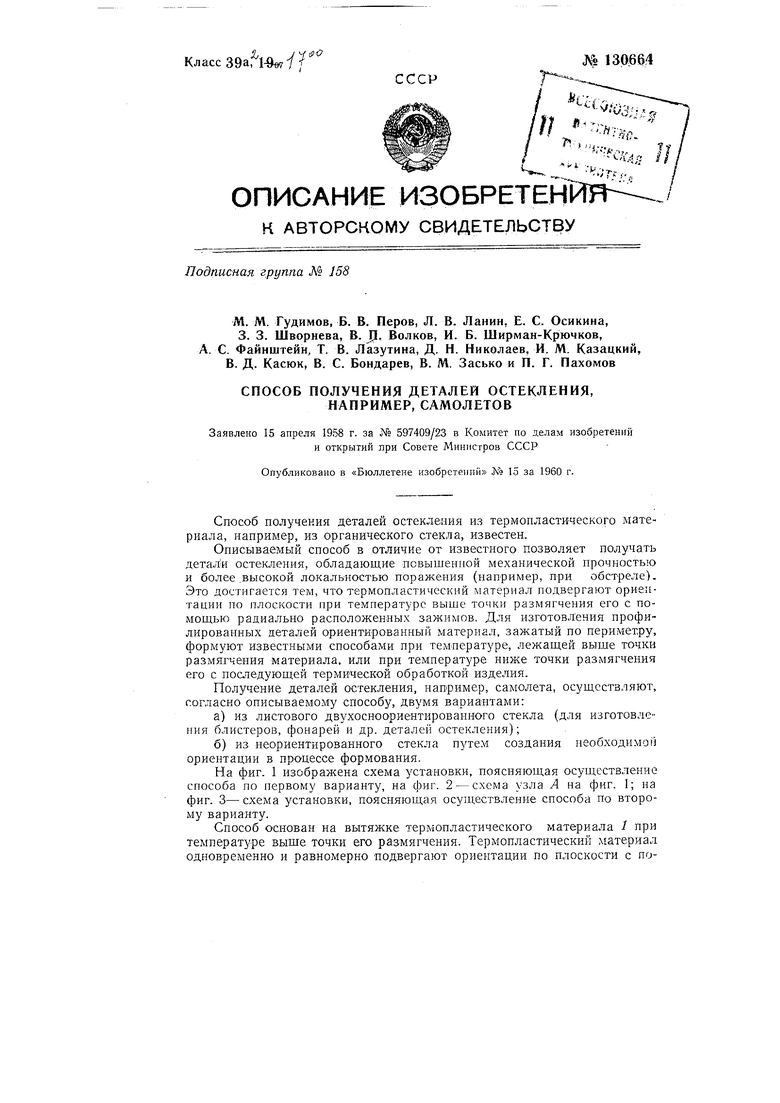
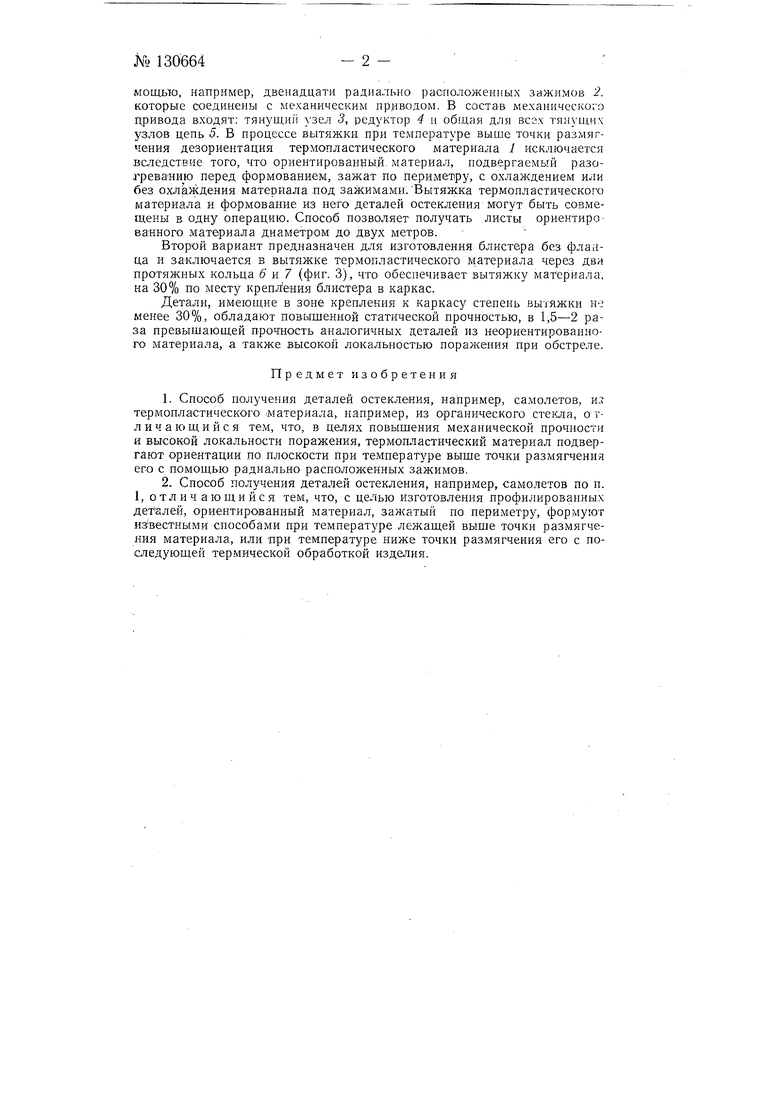
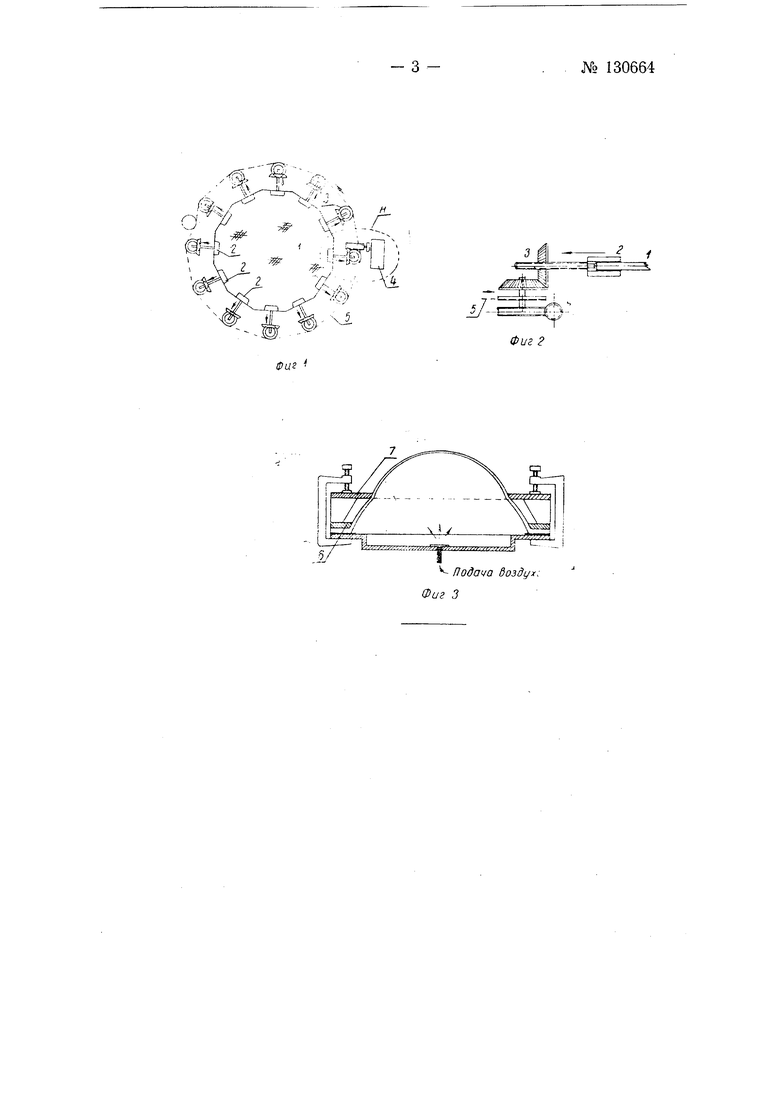
На фиг. 1 изображена схема установки, поясняющая осуществление способа по первому варианту, на фиг. 2 - схема узла А на фиг. 1; на фиг. 3- схема уетановки, поясняющая осуществление способа по второму варианту.
Способ основан на вытяжке термопластического MaTepnavTa / при температуре выше точки его размягчения. Термопластический материал одновременно и равномерно подвергают ориентации по плоскости с по№ 130664- 2 МОШ.ЫО, например, двенадцати радиально раоноложенных зажимов 2. которые соединены с механическим приводом. В состав механичесг ого привода входят; тянуш,ий }зел , редуктор 4 н общая для всех узлов цепь 5. В процессе вытяжки при температуре выше точки размягчения дезориентация термопластического материала I исключается вследствие того, что ориентировапный. материал, подвергаемый разогреванию перед формованием, зажат по периметру, с охлаждением или без охлаждения материала под зажимами.Вытяжка термонластического материала и формование из него деталей остекления могут быть совмещены в одну операцию. Способ позволяет получать листы ориентированного материала диаметром до двух метров.
Второй вариант предназначен для изготовления блистера без флаица и заключается в вытяжке термопластического материала через дви протяжных кольца 6 и 7 (фиг. 3), что обеспечивает вытяжку материала, на 30% по месту крепления блистера в каркас.
Детали, имеющие в зоне кренления к каркасу степень вытяжки не менее 30%, обладают повышенной статической прочностью, в 1,5-2 раза превышающей проч:ность аналогичных деталей из неориентированного материала, а также высокой локальностью поражения при обстреле.
Предмет изобретения
1.Способ получения деталей остекления, например, самолетов, из термопластического 1материала, например, из органического стекла, о гличающийся тем, что, в целях повыщения механической прочности и высокой локальности поражения, термопластический материал подвергают ориентации по плоскости при температуре выще точки размягчения его с помощью радиально расположенных зажимов.
2.Способ получения деталей остекления, например, самолетов по н. 1, о тли чающийся тем, что, с целью изготовления профилированных деталей, ориентированный материал, зажатый по периметру, формуют известными способами при температуре лежащей выще точки размягчения материала, или -при температуре ниже точки размягчения его с последующей термической обработкой изделия.
с IinХ Т
.f..-v-.
V
г/г