Изобретение относится к сварочной технике, а именно к устройствам управления для электродуговой сварки, и может быть использовано в области электротехники, в частности в электроприводе .
Цель изобретения - улучшение качества сварного соединения путем повышения быстродействия и точности управления выходными параметрами устройства.
На фиг. 1 представлены собственные внешние вольт-амперные характеристики (ВАХ) тиристорного преобразователя tppCn), ВАЛ изменяющегося сопротивления нагрузки R(i) и универсальная ВАХ источника питания (ИП) ломаная линия; на фиг. 2 - пример функциональной зависимости
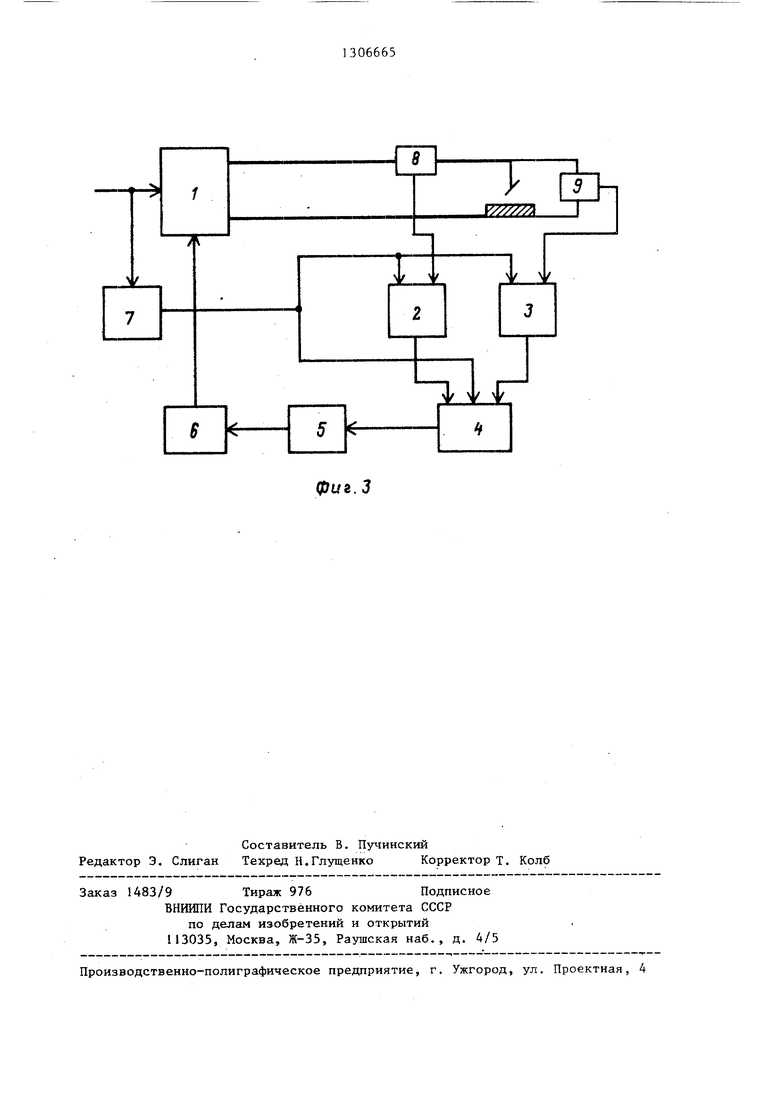
(Кц), соответствующей характе- ристикам на фиг. 1 ; на фиг. 3 - функциональная блок-схема сварочного ИП для реализации предлагаемого способа.
Повышение быстродействия и точности управления выходными параметрами при условии высокой динамической устойчивости дискретной системы автоматического регулирования ИП обеспечивается при уменьшении периода дискретизации. Это объясняется тем, что за меньший промежуток времени выходной параметр отклоняется от заданно- го значения на меньшую величину. Предельное быстродействие достигается тогда, когода общее время измерения выходных параметров и преобразования измеренной информации до получения управляющего сигнала не превьппа- ет величины времени дискретизации работы силового преобразователя, т.е величины периода пульсаций выходного тока и напряжения в данном случае. Промежуток времени, в течение которого производятся измерения, выбирается исходя из условия получения достоверной информации при конкретной форме выходного тока и напряжения.
Период пульсаций тока и напряжения в нагрузке зависит от количества фаз питающего напряжения и от схемы преобразователя. Например, при питании преобразователя на основе управляемого трехфазного мостового выпрямителя от трехфазного напряжения время измерения и обработки информации до получения управляющего сигнала в виде угла управления тиристорами сос
5
0
5
0
5
0
5
0
5
тавляет 1/3 полупериода напряжения питания. Обработка заканчивается к началу зоны, пригодной для управления вступающим в работу тиристором, что соответствует углу /7/6. Внутри зоны, пригодной для отработки - угол 5 J7/6 - процесс измерения и обработки повторяется еще дважды, т.е. осуществляется корректировка управляющего сигнала, причем каждый результат является исходным для соответствующей зоны соответствующего полупериода. Достоверность информации обеспечивается тем, что время, равное 1/3 полупериода питающего напряжения, соответствует периоду пульсаций тока и напряжения в нагрузке.
Необходимость перехода к информации о сопротивлении нагрузки R вызвана тем, что при управлении тирис- торным преобразователем имеет место случай широтно-импульсного управления, ток к напряжение Uj оказываются зависимыми величинами от величины временного интервала проводимости тиристоров, который в свою очередь зависит от условий коммутации и управляющего воздействия. Величина
UH
R., -- не зависит от этих парамет IH ров. Однако одному и тому же значению
сопротивления нагрузки могут соответствовать различные значения напряжения и тока - закон Ома. Необходимоисключить такую.неопределенность. I
На фиг. 1 ломаной линией представлена универсальная внешняя ВАХ ИП, пригодная для различных видов сварки. Положение отдельных участков характеристики, их количество и углы их наклона определяются требованиями конкретного технологического процесса сварки. В общем случае характеристика может быть представлена в виде непрерывно или прерывистой кривой линии, точки которой с определенной вероятностью соответствуют в динамике точкам на ВАХ дуги. Прямые RH(i) ил.ттстрируют ВАХ изменяющегося сопротивления нагрузки, которая для простоты здесь принята активной и линейной. Прямые Г(,р(п.) иллюстрируют собственные внешние ВАХ тиристорного преобразователя (ТП) для различных временных интервалов проводимости тиристоров Cjjp. Из фиг. 1 видно, что каждому конкретному значению сопротивления нагрузки Rj соответствует
определенная точка на внешней ВАХ ИП, . имеющая координаты и и Т, измеряя которые можно получить информацию об
R.. . С другой стороны эта же точка на- н
ходится на определенной собственной 5 ВАХ ТП с конкретным значением временного интервала проводимости тиристоров Cf,- . Если, исходя из этого, построить функциональную зависимость временного интервала проводь мости от 0
ЧА).
-н
Г(Нц), по которой, преобразуя инфор- м ацию о сопротивлении нагрузки, можно таким образом изменять величину 5 временного интервала проводимости, чтобы выходные параметры ИП в процессе работы соответствовали точкам на его требуемой внешней характеристике
сопротивления нагрузки (
точником питания с тиристорным преобразователем состоит из тиристорного преобразователя (ТП) I, блока 2 измерения сварочного тока и блока 3 напряжения сварки за часть периода их пульсаций, блока 4 преобразования информации о токе и напряжении сварки в информацию о сопротивлении нагрузки, блока 5 функционального преобразования информации о сопротивлении нагрузки в информацию о величине временного интервала проводимости тиристоров , исполнительного блока 6, блока; 7 синхронизации, датчиков 8 и 9 сварочного тока и напряжения сварки соответственно .
Вход ТП 1 подключен к источнику энергии, а выход - к межэлектродному промежутку. Устройства измерения
Однако в процессе работы возможны из-20 тока 2 и напряжения 3 информационными входами подключены к выходам датчиков 8 и 9 тока и напряжения соответственно, а выходами - к входам блока 4 преобразования информации о
на конце электрода). В этом случае токе и напряжении сварки в информа- выходные параметры ИП будут изменять- цию о сопротивлении нагрузки, выход ся в соответствии с собственной внешней ВАХ ТП. На фиг. 1 точки 8 и
менения сопротивления нагрузки за время, в течение которого производится измерение выходных параметров рост капли расплавленного металла
для интервала проводимости t
пр
(п+
которого соединен с входом блока 5 функционального преобразования. Выход последнего соединен с входом испри изменении сопротивления нагрузки 0 полнительного блока.6, соединенного от R,(i+l) до Кц(1). При этом резуль- своими выходами с управляющими вхо- таты измерения будут соответствовать точке 8 или ). В следздощий такт работы по функциональной зависимости
(J (Кн) величина временного интер- 35 ков 2 и 3 измерения тока и напряже- ---- - ния соответственно и блока 4 преобразования. Датчик 8 включен последодами ТП 1. Блок 7 синхронизации вхог дом подключен к входу ТП 1, а выходами - к синхронизирующим входам бло(п) и ИП
вала проводимости будет вьщаст выходные параметры, соответствующие точке 9. Таким образом, при монотонном изменении сопротивления
вательно в сварочную цепь, а датчик 9 напряжения подключен к межэлектроднагрузки выходные параметры ИП будут 0 ному промежутку.
изменяться по зигзагообразной ломаной Устройство работает след тощим облинии, апроксимирующей требуемую разом.
Начало очередного такта работы ИП
внешнюю ВАХ ИП (точки 8, 8 , 9, 9 , 10 и т.д.). Точность совпадения вы- ходных параметров с заданными зависит« и конец предьщущего такта определяет- от быстродействия ИП, которое по дан- приходом импульса Сброс на блок ному способу управления ограничено имерения тока, блок 3 напряжения периодом дискретизации работы ТП. преобразования. Импульс ; Имеющаяся здесь в виду точность - это сброса приходит с блока 7 синхрониза- величина ухода рабочей точки по соб- 50 Ции. С началом очередного такта начинается измерение сварочного тока и напряжения блоками 2 и 3 измерения тока и напряжения соответственно, продолжающееся до прихода с блока 7 55 синхронизации импульсного сигнала Передача информации. По этому сигналу информация из блоков 2 и 3 измерения тока и напряжения передается в блок 4 преобразования, где одноврественной характеристике ТП в пределах периода дискретизации.
Пример функциональной зависимости фРf (Кц) , соответствующей характеристики на фиг. 1, представлен на фиг. 2.
Устройство для реализации способа широтно-импульсного управления источником питания с тиристорным преобразователем состоит из тиристорного преобразователя (ТП) I, блока 2 измерения сварочного тока и блока 3 напряжения сварки за часть периода их пульсаций, блока 4 преобразования информации о токе и напряжении сварки в информацию о сопротивлении нагрузки, блока 5 функционального преобразования информации о сопротивлении нагрузки в информацию о величине временного интервала проводимости тиристоров , исполнительного блока 6, блока; 7 синхронизации, датчиков 8 и 9 сварочного тока и напряжения сварки соответственно .
Вход ТП 1 подключен к источнику энергии, а выход - к межэлектродному промежутку. Устройства измерения
токе и напряжении сварки в информа- цию о сопротивлении нагрузки, выход
которого соединен с входом блока 5 функционального преобразования. Выход последнего соединен с входом исполнительного блока.6, соединенного своими выходами с управляющими вхо-
дами ТП 1. Блок 7 синхронизации вхог дом подключен к входу ТП 1, а выходами - к синхронизирующим входам бловательно в сварочную цепь, а датчик 9 напряжения подключен к межэлектродному промежутку.
Начало очередного такта работы ИП
онец предьщущего такта определяет- приходом импульса Сброс на блок мерения тока, блок 3 напряжения преобразования. Импульс ; оса приходит с блока 7 синхрониза- . С началом очередного такта начится измерение сварочного тока и ряжения блоками 2 и 3 измерения а и напряжения соответственно, должающееся до прихода с блока 7 хронизации импульсного сигнала редача информации. По этому сигу информация из блоков 2 и 3 измеия тока и напряжения передается в к 4 преобразования, где одновременпо начинается ее преобразование в информацию о сопротивлении нагрузки. Преобразование заканчивается к концу текущего такта работы ИП, т.е. с приходом импульса Сброс, Информация о сопротивлении нагрузки с выхода устройства 4 преобразования непрерывно поступает на вход блока 5 функционального преобразования. За счет этого на его выходе и на входе испол ните1льного блока 6 к концу текущего такта работы появляется информация о величине очередного временного интервала проводимости тиристоров в соответствии с функциональной зависимостью Г,,(Кц). В соответствии с этой информацией исполнительным блоком 6 определяется момент подачи управляющего сигнала на ТП 1. В следующем такте работы процесс повторяется.
Применение предлагаемого способа и устройства позволяет добиться улучшения качества сварного соединения по сравнению с известными, так как, повышая быстродействие и точность процесса управления тиристорным регулятором, можно отрабатывать скоротечные изменения, происходящие в цепи нагрузка - дуга, т.е. уменьшить количество прожогов, непроваров и других дефектов, уменьшить разбрызгивание металла.
Формула изобретения
1. Способ широтно-импульсного управления источником питания с тиристорным преобразователем, заключающийся в том, что величину временного интервала проводимости определяют, пре образуя информацию о сварочном токе и напряжении, измеряемые в процессе сварки, отличающийся тем что, с целью повышения качества сварного соединения за счет повышения быстродействия и точности управления выходными параметрами устройства, сварочный ток и напряжение измеряют одновременно за часть периода их пульсаций, а за оставшуюся часть периода пульсаций производят преобразование информации о сварочном токе и напряжении сначала в информацию о сопротивлении нагрузки, затем в ин-
15
066656
формацию о величине временного интервала проводимости тиристоров преобразователя по функциональной зависимости, вид которой определяют заранее по совокупности точек пересечения требуемой внешней характеристики сварочного источника питания с собственными внешними характеристиками тиристорного преобразователя.
О 2. Устройство для реализации способа широтно-импульсного управления источника питания с тиристорным преобразователем, включающее в себя ти- ристорный преобразователь, входом подключенный к источнику энергии, а выходом - к сварочной цепи, датчик сварочного тока, включенный последовательно в сварочную цепь, датчик напряжения сварки, включенный в сварочную цепь параллельно межэлектродному промежутку, блок измерения сварочного тока, входом подключенный к выходу датчика сварочного тока, блок измерения напряжения сварки, входом подключенный к выходу датчика напряжения, сварки, исполнительный блок, выходом подключенный к управляющим входам тиристорного преобразователя, отличающееся тем, что в устройство дополнительно введены блок преобразования информации о токе и напряжении сварки в информацию о сопротивлении нагрузки, блок функционального преобразования информации 35 о сопротивлении нагрузки в информацию о величине временного интервала проводимости тиристоров и блок синхронизации, причем информационные входы блока преобразования соединены с
20
25
30
40 выходами блоков измерения сварочного тока и напряжения, а выход его соединен с входом блока функционального преобразования, выход которого подключен к входу исполнительного блока, вход блока синхронизации подключен к входу тиристорного преобразователя, а его выходы соеданены с синхронизирующими входами блоков измерения сварочного тока и напряжения и блока
50
55
преобразования, причем блоки измерения тока и напряжения вьтолнены в виде тактируемых устройств измерения среднего значения тока и напряжения сварки за часть периода нх пульсаций.
fH((l )() tnfl(n-f}t tnp(f)
UHOV
Фиг.1
1кз IH

| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания с тиристорным преобразователем | 1987 |
|
SU1418011A1 |
| Источник питания с силовым полупроводниковым преобразователем | 1988 |
|
SU1590254A2 |
| Источник питания с силовым полупроводниковым преобразователем | 1987 |
|
SU1444107A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| Способ регулирования скорости электродвигателя постоянного тока | 1986 |
|
SU1399875A1 |
| Способ регулирования скорости электродвигателя постоянного тока | 1986 |
|
SU1399881A1 |
| Способ управления сварочным током при контактной точечной сварке на однофазных машинах | 1987 |
|
SU1611642A1 |
| Способ управления сварочными источниками питания инвертарного типа и устройство для его осуществления | 1983 |
|
SU1119799A1 |

Изобретение относится к области сварочной техники, конкретнее к устройствам управления для электродуговой сварки, может быть использовано в области электротехники, в частности в электроприводе. Изобретение позволяет улучшить качество сварного соединения путем повьппения быстродействия и точности управления выходными параметрами сварочного источника. Сущность изобретения заключается в том, что в течение одного периода пульсаций сварочного тока и напряжения измеряются эти параметры сварочного процесса. За это же время вычисляется сопротивление дугового промежутка и определяется угол управления тиристорами по заранее заданной функциональной зависимости. Реализация угла управления тиристорами в силовом преобразователе позволяет формировать необходимую вольт-амперную характеристику источника питания для различных видов сварки, 3 ил. с s (Л со о 05 о О5 ел
фиг. Z
ifffH
фиг. 3
| Устройство для управления тиристорным преобразователем | 1978 |
|
SU747646A1 |
| Способ управления сварочными источниками питания инвертарного типа и устройство для его осуществления | 1983 |
|
SU1119799A1 |
| БИЬТИО rt | 0 |
|
SU190508A1 |
