Изобретение относится к сварке трением трубчатых деталей, неравно- великих сечений и может быть использовано, например, при производстве труб нефтяного сортамента (обсадных, насосно-компрессорных;, бурильных), имеющих соединительные резьбовые концы.
Цель изобретения - повьпление качества сварного соединения.
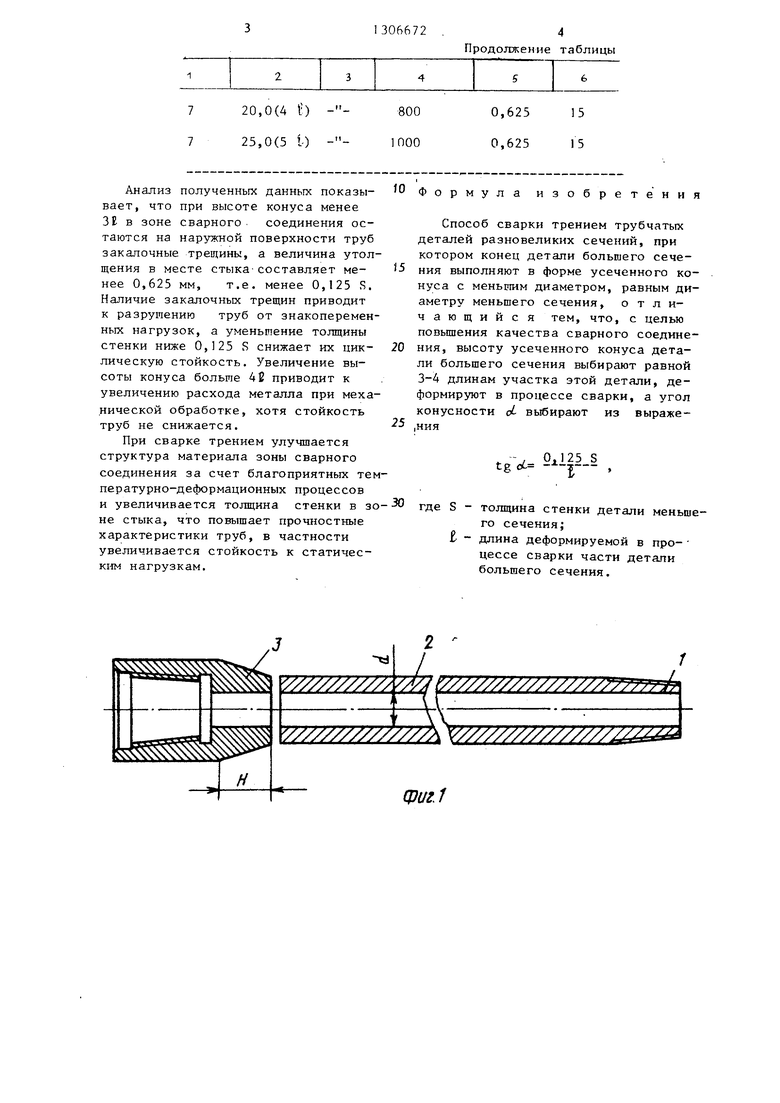
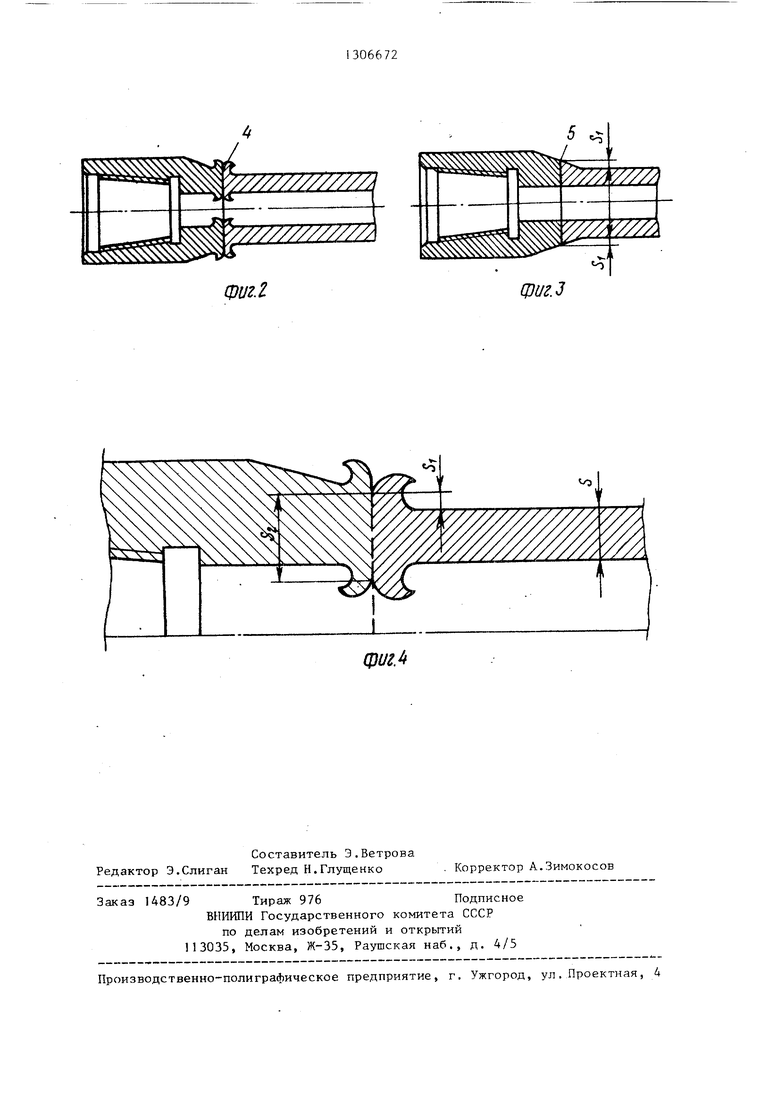
На фиг. 1 схематически изображены детали обсадной грубы, участок гладкой трубы и муфта перед сваркой) на фиг о 2 - то же, после сваркиi на фиг. 3 - то же, после удаления гра- та; на фиг. 4 - место сварки.
Изготовление обсадных труб осуществляется следующим образом.
На ниппельной части 1 гладкой трубы 2 нарезают наружную резьбу. Муфтовую часть 3 выполняют отдельно из поковки или толстостенной заготовки путем ротационной ковки, механической обработки наружной и внутренней поверхностей, последукщей нарезки внутренней резьбы и конечной термообработки. При этом привариваемый конец муфтовой части 3 выполняют в форме усеченного конуса, высота Н которого в 3-4 раза превьшает длину 1 деформируемого при сварке участка, а угол конусности с выбирают из выражения
tg
Oj.
t
где S - толщина стенки гладкой части
трубы; 1 - длина деформируемого участка
муфтовой части.
Затем сваривают трением гладкую часть 2 трубы с муфтовой 3. Для это72,5(0,5 ) Есть100
75,0(1 t) - -200
710,0(2 1) - -400
715,0(3 f) Нет600
го гладкую часть трубы 2 зажимают неподвижно. Муфтовую часть 3 приводят во вращение и прижимают к гладкой части 2 трубы. Торцы за счет трения сил разогреваются, и разогретый металл вытесняется в грат. Затем вращение муфтовой части 3 прекращают и вы- дерх(ивают трубу до охлаждения. После этого грат 4 с внутренней стороны удаляют до размеров внутреннего диаметра трубы d, ас наружной стороны - под углом 0. Толщина стенки S. в зоне стыка 5 при этом получается толще стенки трубы на 0,125 S, что обеспечивает дополнительную прочность сварного соединения.
Проведены сравнительные испытания предлагаемого.и известного способов.
Используют трубы из стали 32Г2С размером 89 ,0 72«3,0i ,0, ,5, ,0. Муфтовая часть получена методом ротационной ковки с усилием бойков 5 кгс/мм . Приварку производят
на мащине сварки трением типа МСТ- 200. 1-ГД-88 по следукяцим режимам: осевое уснпие 4,5 кгс/мм ; частота вращения 1000 время нагрева 15с; время осадки 3 с. Длина деформируемого участка t 5 мм для труб 89 мм толщиной стенки 5 мм. Угол конусности о муфтовой части выбирают из соотношения
- ,125S А1ТС / -i tgd ---j 0,125;
Данные исследования влияния высоты конуса муфтовой части для труб размером 89x5 мм на появления закалочных трещин после мехобработки и утолщения стенки зоны сварного соединения приведены в таблице.
Анализ полученных данных показывает, что при высоте конуса менее ЗЕ в зоне сварного соединения остаются на наружной поверхности труб закалочные трещины, а величина утолщения в месте стыка-составляет менее 0,625 мм, т.е. менее 0,125 S. Наличие закалочных трещин приводит к разрушению труб от знакопеременных нагрузок, а уменьшение толщины стенки ниже 0,125 S снижает их циклическую стойкость. Увеличение высоты конуса больше 4В приводит к увеличению расхода металла при механической обработке, хотя стойкость труб не снижается.
При сварке трением улучшается структура материала зоны сварного соединения за счет благоприятных тем пературно-деформационных процессов и увеличивается толщина стенки в зоне стыка, что повышает прочностные характеристики труб, в частности увеличивается стойкость к статическим нагрузкам.
Продолжение таблицы
fO ф
ормула изобретения
Способ сварки трением трубчатых деталей разновеликих сечений, при котором конец детали большего сечения выполняют в форме усеченного конуре а с меньимм диаметром, равным диаметру меньшего сечения, отличающийся тем, что, с целью повьщ1ения качества сварного соединения, высоту усеченного конуса детали большего сечения выбирают равной 3-4 длинам участка этой детали, деформируют в процессе сварки, а угол конусности с/ выбирают из выраже- ,ния
-, S tg 0 ,
где S - толщина стенки детали меньшего сечения;
- длина деформируемой в про- цессе сварки части детали большего сечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТОНКОСТЕННЫХ МЕТАЛЛИЧЕСКИХ ТРУБ С НАРУЖНЫМ ПОЛИМЕРНЫМ ПОКРЫТИЕМ | 1991 |
|
RU2011100C1 |
| ПОТОЧНАЯ ЛИНИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ БУРИЛЬНЫХ ТРУБ | 2005 |
|
RU2291904C1 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ВРАЩЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2223175C1 |
| ЗАГЛУШКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2393560C2 |
| Способ изготовления прямошовных труб | 1984 |
|
SU1233978A1 |
| Способ производства высокопрочных электросварных труб | 1980 |
|
SU969758A1 |
| Разъединитель эксплуатационной колонны | 2023 |
|
RU2807169C1 |
| СПОСОБ СВАРКИ СТЫКОВ ТРУБ ПРИ ИЗГОТОВЛЕНИИ ТРУБОПРОВОДОВ | 2003 |
|
RU2229968C1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
Изобретение относится к области сварки трением трубчатых деталей неравновеликих сечений и может быть использовано при производстве труб нефтяного сортамента, имеющих резьбовые концы. Целью изобретения является повышение качества сварного соединения. Конец детали большего сечения вьтолняют в виде усеченного конуса, высота которого в 3-4 раза больше деформируемого участка сварки, а угол конусности выбирается в зависимости от длины указанного участка и толщины стенки детали меньшего сечения. При данном способе улучшается структура материала зоны сварного соединения, повьш ается прочность. 4 ил., 1 табл. со о О5 О5 to
У/////////////А
2
X/V
у ххХ/ххУХх//
У//////////////ЛУ/
j 7 у / / / /f j /
И
Фиг.1
L
///7/7/////7///A
7//////////////
фиг. г
Фиг.з
Составитель Э.Ветрова Редактор Э.Слиган Техред Н.Глущенко . Корректор А.Зимокосов
Заказ 1483/9 Тираж 976Подписное
ВИИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фшЛ
| Билль В.И | |||
| Сварка металлов трением | |||
| Л.: Машиностроение, 1970, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
