Изобретение относится к способам сварки стыков трубопроводов и может найти применение при строительстве магистральных, промысловых и морских трубопроводов как большого, так и малого диаметров с большими толщинами стенок труб, в нефтяной и газовой промышленности.
Известны способы сварки трубопроводов большого диаметра стыковой электроконтактной сваркой труб в непрерывную нитку (см., например, SU 938488, В 23 К 11/04, 30.11.1983 или SU 541615, В 23 К 31/02, 15.03.1977 или SU 904940, В 23 К 11/04 // В 23 К 101:06, 18.02.1982). Использование стыковой электроконтактной сварки оплавлением ограничено диапазоном труб, которые можно сварить данным методом, так как для сварки труб большого диаметра с большой толщиной стенки требуются значительные мощности как для процесса оплавления, так и для процесса осадки: например, для сварки труб диаметром 1420 мм с толщиной стенки 20 мм при чистом времени сварки одного стыка 3,5-5,0 мин потребуется электростанция мощностью 1000 кВт, а для тех же труб с толщиной стенки 25 мм - 1500 кВт. Кроме того, имеются конструктивные трудности в создании сварочной машины, способной проходить кривые участки трубопровода.
Известны способы изготовления трубопроводов дуговыми методами сварки, таким как ручная дуговая штучными электродами, полуавтоматическая сварка порошковой проволокой, автоматическая сварка в среде защитных газов и под флюсом и т.д. (см. например, “Руководящие технические материалы по сварке, термообработке и контролю трубных систем котлов и трубопроводов при монтаже и ремонте оборудования тепловых электростанций” (РТМ-1С-81), Минэнерго СССР. - М.: Энергоиздат, 1982, с.24-46, 50, 54, 65-70). Однако дуговые методы сварки имеют относительно низкую производительности, сложность выполнения корневого шва и в связи с этим низкий темп строительства трубопроводов. При реализации дуговых методов сварки требуется потребление большого количества расходуемых сварочных материалов. Для обеспечения высокого темпа строительства трубопроводов требуется большое количество обслуживающего персонала. При отрицательных температурах окружающего воздуха требуется проведение предварительного подогрева труб перед сваркой.
При автоматической сварке труб в среде защитных газов темп строительства трубопроводов определяется временем сварки корневого шва, которое может составлять в зависимости от применяемого оборудования (например, фирмы CRC EVANS) до 5 минут, причем дальнейшее сокращение этого времени не представляется возможным при данной технологии.
Наиболее близким к данному изобретению принят известный способ сварки стыков труб при изготовлении трубопроводов, включающий выполнение разделки кромок концов свариваемых труб с притуплением, сборку стыка, центрирование, сварку сначала корневого шва и затем заполнением оставшейся части разделки электродуговой сваркой (см. например., О′Donnell John P.Automatic welding at sea. “Oil and Gas. J”, 1971,69, № 16, 114-116, 121-122, 125). Данному способу присущи все вышеприведенные в отношении электродуговых способ сварки недостатки.
В основу изобретения поставлена задача разработать способ сварки трубопроводов, обеспечивающий высокий темп строительства трубопроводов и повышение производительности труда на сварочно-монтажных работах, сокращающий количество обслуживающего персонала и расход сварочных материалов при высоком качестве сварного соединения.
Для этого способ сварки стыков труб при изготовлении трубопроводов осуществляют следующим образом: выполняют разделку кромок концов свариваемых труб с притуплением, сборку стыка, центрирование, сварку сначала корневого шва и затем заполнение оставшейся части разделки электродуговой сваркой, выполнение корневого шва осуществляют электроконтактной сваркой оплавлением, заполнение оставшейся части разделки электродуговой сваркой начинают при температуре заваренного электроконтактной сваркой корневого шва, соответствующей выбранной технологии, а разделку кромок выполняют с притуплением толщиной “d”, которую определяют в зависимости от марки стали, толщины свариваемых труб, величины тепловложения при электродуговой сварке и темпа строительства трубопровода в соответствии с соотношением d/s<0,5, при этом внутреннюю поверхность концов труб протачивают на длине b=lопл/2 до диаметра D=(Dmax+6), исключая овальность и допуски на разностенность и диаметры труб, следующий за ним участок длиной α≥(lосад/2-lосад) протачивают на конус, выполняя плавный переход от цилиндрической части к конусной, а со стороны наружной поверхности трубы протачивают на длине L=(t+lопл/2+lосад/2), где s - толщина стенки свариваемых труб, мм; lопл - общая длина оплавляемых участков труб в процессе электроконтактной сварки корня шва, мм; lосад - общая длина осаживаемых участков труб в процессе электроконтактной сварки корня шва, мм; Dmax - максимальный внутренний диаметр из пары свариваемых труб, мм, t - величина, зависящая от способа заполнения оставшейся части разделки, мм.
Заполнение основной части разделки выполняют полуавтоматической сваркой порошковой проволокой, или заполнение основной части разделки выполняют автоматической сваркой в среде защитных газов.
После выполнения сварки корня шва электроконтактной сваркой удаляют наружный и внутренний грат.
На концах участков притупления выполняют фаски.
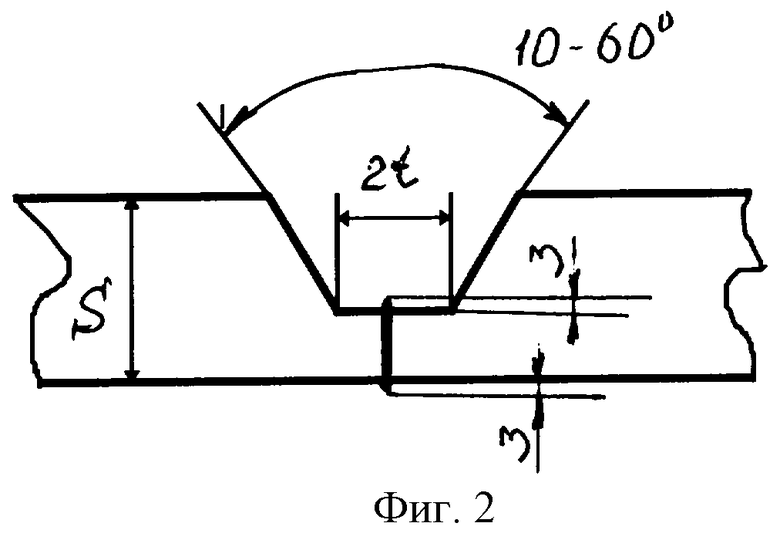
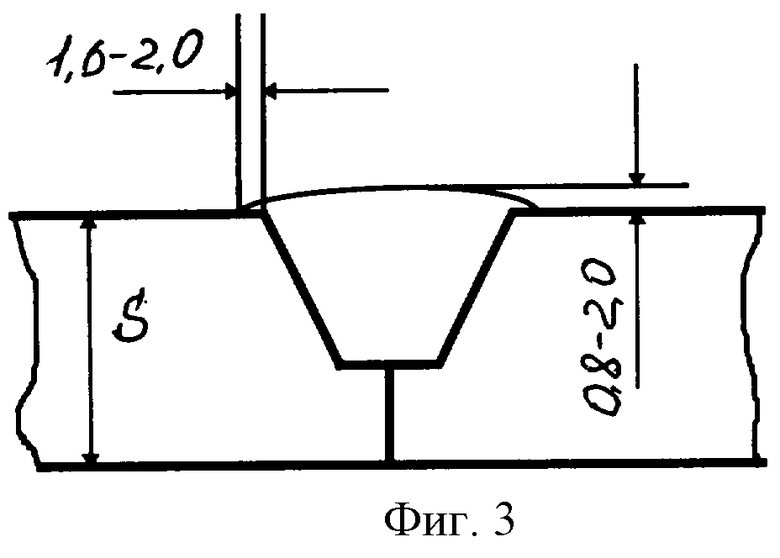
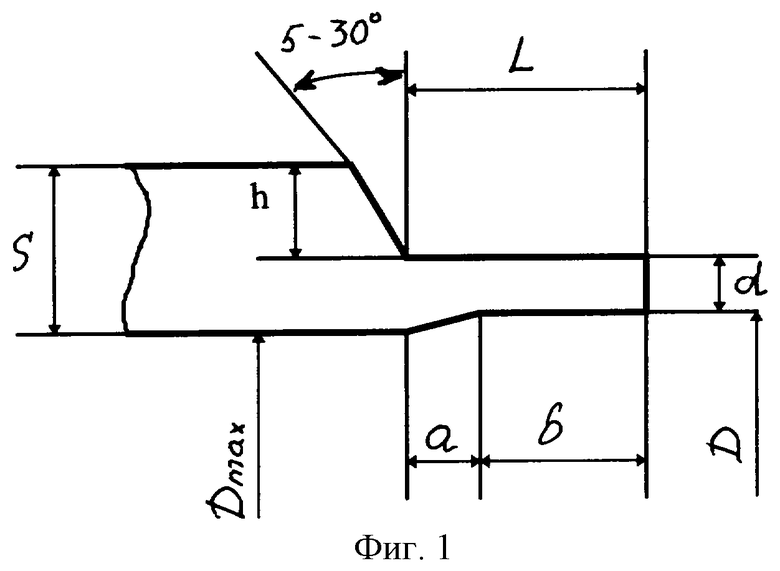
На фиг.1 представлена разделка кромок труб под сварку; на фиг.2 - свариваемый стык после выполнения корневого шва; на фиг.3 - полученное сварное соединение труб; при этом приняты следующие обозначения: s - толщина свариваемых труб, L - длина участка притупления, наружная поверхность которого параллельна оси свариваемой трубы, d - толщина притупления постоянного сечения, предназначенная для процесса оплавления при выполнении стыковой контактной сварки, b - длина участка постоянного сечения, предназначенного для процесса оплавления, а - длина конусного участка, h - высота основной части разделки труб, заполняемая электродуговой сваркой, Dmax - максимальный внутренний диаметр одной из пары свариваемых труб, D - диаметр расточенной части трубы, t - величина, зависящая от способа заполнения оставшейся части разделки, мм.
Способ осуществляют следующим образом.
Сначала обрабатывают концы труб, выполняя разделку кромок с притуплением. Притупление выполняют толщиной d, которую назначают в зависимости от толщины свариваемых труб, марки стали труб, величины тепловложения дуговых методов сварки и темпа строительства трубопровода, при этом d/s<0,5, где s - толщина стенки трубы. Притупление выполняют в виде участка длиной L=t+lопл/2+lосад/2. С наружной стороны трубы протачивают до образования участка постоянного сечения. С внутренней стороны концы труб протачивают на длине b=lопл/2 до диаметра (Dmах+6), исключая их овальность и допуски на разностенность, и выполняют плавную бесступенчатую конусную расточку длиной α≥(lосад/2-lосад) в зависимости от геометрии трубы. Конусный переход выполняют под углом к плоскости, перпендикулярной оси трубы, в соответствии с требованиями дуговых методов сварки (см. фиг.1). При выполнении разделки кромок на станке с орбитальным перемещением резцовых головок обеспечивается геометрия соединяемых торцов без недопустимых смещений кромок относительно стыкуемых труб. После разделки кромок трубы центрируют и осуществляют электроконтактную сварку оплавлением корня шва, при этом процесс оплавления осуществляют за счет участка постоянного сечения длиной “b”, а процесс осадки выполняют за счет конусного участка “a”. Наружный и внутренний грат, образующийся в процессе сварки, легко удаляют любыми известными способами, так как его величина незначительна и не превышает 3 мм. Наружный грат переплавляют в процессе заполнения оставшейся части разделки электродуговой полуавтоматической сваркой порошковой проволокой. Так как заполнение разделки осуществляют сразу же после выполнения электроконтактной сварки оплавлением корня шва при температуре, соответствующей выбранной технологии, то не требуется дополнительного предварительного подогрева, что является более экономичным по сравнению с известными способами. В процессе же заполнения основной разделки одновременно происходит термообработка ранее сваренного корня шва. Количество сварочных материалов в 1,5-2 раза потребляется меньше, чем при обычной известной технологии дуговой сварки. Последующий контроль полученных соединений труб показывает их высокое качество, величина ударной вязкости таких соединений превосходит ударную вязкость стыков труб, сваренных стыковой электроконтактной сваркой оплавлением, что гарантирует большую надежность изготовленного трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2006 |
|
RU2355540C2 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ СВАРКИ СТЫКОВ ТРУБОПРОВОДОВ | 2003 |
|
RU2244613C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва | 1988 |
|
SU1639931A1 |
Изобретение относится к способам сварки стыков трубопроводов как большого, так и малого диаметров. На свариваемых деталях выполняют разделку кромок с притуплением. Величину притупления выбирают в зависимости от марки стали, толщины свариваемых труб, величины тепловложения при электродуговой сварке и темпа строительства трубопровода в соответствии с соотношением d/s<0,5, d – толщина притупления, s – толщина стенки свариваемых труб. Корневой шов выполняют электроконтактной сваркой оплавлением. Заполнение оставшейся части разделки выполняют электродуговой сваркой. В результате обеспечивается высокий темп строительства трубопроводов и повышается производительность труда при сварочно-монтажных работах, сокращается количество обслуживающего персонала и расход сварочных материалов при высоком качестве сварного соединения. 5 з.п.ф-лы, 3 ил.
| O’Donnell John P | |||
| Automatic welding at sea | |||
| Oil and gas | |||
| J., 1971, 69, № 16, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
| Машина для контактной стыковой сварки труб | 1979 |
|
SU938488A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| US 6093906, 25.07.2000. | |||

