Изобретение относится к производству высокопрочных электросварных труб нефтяного сортамента (обсадных).
Известна технология производства прямошовных электросварных труб средних (и малых) размеров, включающая следующие основные операции; формовку непрерывной полосы, сварку кромок токами высокой частоты, удаление грата, калибрование 1.
Различие в уровне показателей прочности, пластичности, вязкости основного металла трубы и металла шва и околошовной зоны исправляется термической обработкой, которой подвергается или вся труба, или металл шва и околошовной зоны. Однако остающиеся после термообработки (обычно нормализации) различия в структуре и химсоставе, а также наличие сильного искривления волокна металла в области сварного шва (обусловленного способом сварки давлением) сохраняют существенную анизотропию механических свойств по периметру труб, ограничивающую в сравнении с беаловными их применение в промышленности, в частности для добычи нефти и газа 21.
Наиболее близким по технической сущности к предлагаемому является
способ производства высокопрочных электросварных труб, включающий термическое упрочнение сваренных труб закалку и отпуск с последующим теплым калиброванием и правкой для ис правления овализации и кривизны трубы. Указанная технология позволяет повысить уровень прочностных свойств малоуглеродистых сталей, а также несколько снизить разницу в свойствах по периметру трубы 3 .
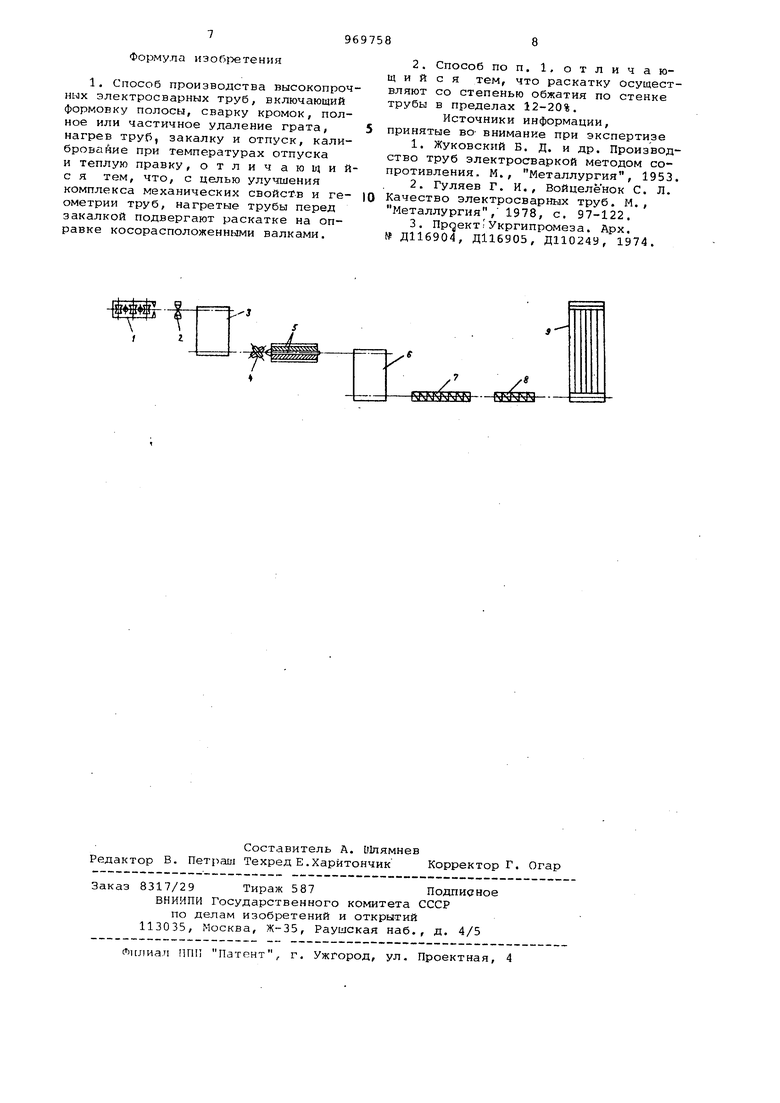
Вместе с тем эта технология не обеспечивает достижение на недорогих малоуглеродистых (например, с содержанием 0,15-0,20% С) сталях комплекса механических и технологических свойств, отвечающих требованиям, предъявляемым, например, к обсадным трубам группы прочности Л (предел текучести равен 65 кг/мм). Она не обеспечивает также необходимую равномерность механических свойств по периметру труб, что обусловлено указанными вы11е особенностями сва15ки давлением с применением радиочастот. В шве, околошовной зоне и после термообработки сохраняются более низкие значения ударной вязкости, чем в остальной части трубы, причем часто эти значения ниже требуе№лх. Кроме того, использованию электросвар лх труб в качестве обсадных препятствует состояние их внутренней поверхности. Удаление внутреннего грата в этих трубах либо вообще не производится, либо он удаляется не полностью; попытки полного удаления внутреннего грата (на трубах средних диаметров часто приводят к возникновению концентраторов напряжения (рисок, канавок) на внутренней поверхности труб. Цель изобретения - улучшение комплекса механических свойств металла достижение больией равномерности свойств по периметру труб и улучшение состояния их внутренней поверхности. Указанная цель достигается тем, что согласно способу производства электросварных.труб, включающему формовку полосы, сварку кромок, полное или частичное удаление грата, нагрев труб, их закалку и отпуск, ка либрование при температурах отпуска и теплую правку, трубы после нагрева и перед зйкалкой подвергают раскатке на оправке косорасположенными валками . Раскатку осуществляют со степенью обжатия по стенке трубы в пределах 12-20%. На чертеже изображена поточная линия. Изготовление электросварных труб производится в поточной линии, в которой после трубосварочного стана 1 и устройства 2 для удаления грата установлены проходная печь 3 для нагрева труб перел раскаткой и закалкой, стан 4 поперечно-винтовой прока ки труб, охлаждающее устройство (наружный и внутренний спрейеры) 5, про ходная печь б для нагрева труб под отпуск, калибровочный 7 и правильный 8 станы, холодильник 9. Способ осуществляется следующим образом. Сваренные на трубосварочном стане 1 трубы с полностью или неполностью удаленным в устройстве 2 наружным и внутренним гратом подвергают нагреву до Температур мета-пла вы-ю точ ки Acj на 100+50°С в печи 3, затем деформируют (раскатывают) по стенке (и диаметру) в стане 4 попереч-новинтовой прокатки с обжатием на оправке (по стенке) на величину 1220%. Выходящие из очага деформации раскатанные участки труб подвергают в спрейерах 5 одновременному наружному и внутреннему охлаждению (с температуры закалки), После закал ки трубы передают в печь 6 для отпуска при температурах металла в интервале 500-700°С, затем их подвергают теплому калиброванию с деформацией 10-15% в калибровочном стане 7 и теплой правке в правильном стане 8 с последующим охлаждением на холодильнике 9 . Деформация трубы по стенке с обжатием 12-20% в процессе раскатки улуч1г ает структуру и расположение волокон металла зоны мва, в резульате чего улучшается комплекс механических свойств и происходит их выравнивание по периметру трубы. Одновременно сглаживаются все неровности зоны мва, в частности выступы, остающиеся при неполном удалении грата, продольные канавки и риски, возникающие, как правило, при его полном удалении. Двустороннее водяное охлаждение трубы при быстром вращении последней обеспечивает получение структур закалки малоуглеродистой стали. Тепловое калибрование со степенью обжатия 10-15% после отпуска при 500-700с приводит к существенному измельчению субструктуры стали, в результате чего наряду с дальнейшим повышением прочностных характеристик сохраняется высокая пластичность, вязкость металла и наблюдается сни- . жение порога хладноломкости стали. Пример. На трубопрокатном заводе на установке 250-2 в линии ВТМО проведена раскатка и последующая закалка электросварных прямошовных труб из стали марки 20 размером 146x7,4 мм в количестве 15 штук. Из них 10 труб с полностью снятым наружным и внутренним гратом и 5 труб со сняты / на гратом. Нагретые в кольцевой печи до 1030°С трубы длиною 6 м на транспортной скорости передают рольгангами на входную сторону раскатной машины № 1 и сразу же задают в валки стана, где деформируют по диаметру до 165 мм и обжимают по стенке до 6,5 мм (12,2%). В процессе раскатки осуществляют одновременное двустороннее охлаждение водой в закалочном устройстве с 960 до 50-С при скорости перемещения труб 0,5 м/с. Затем трубы после принудительного удаления воды из них передают в термоотдел, где нагревают в секционной печи под отпуск до 620°С (группа прочности Е). После отпуска трубы по одной поступают в калибровочный ста.и, где при 600°С деформируются по диаметру до 140 мм с утолщением стенки до 7,0 мм. Прокалиброванные трубы передают на теплую правку при 500°С, а затем на шлепперный холодильник, где их охлаждают до 50°С и собирают в карман. Металлографические исследования металла мва, околошовной зоны и основного тела труб показывают равномерность полученной структуры закалки
(малоуглеродистый мартенсит). Удовлетворительным является также качестве поверхности труб.
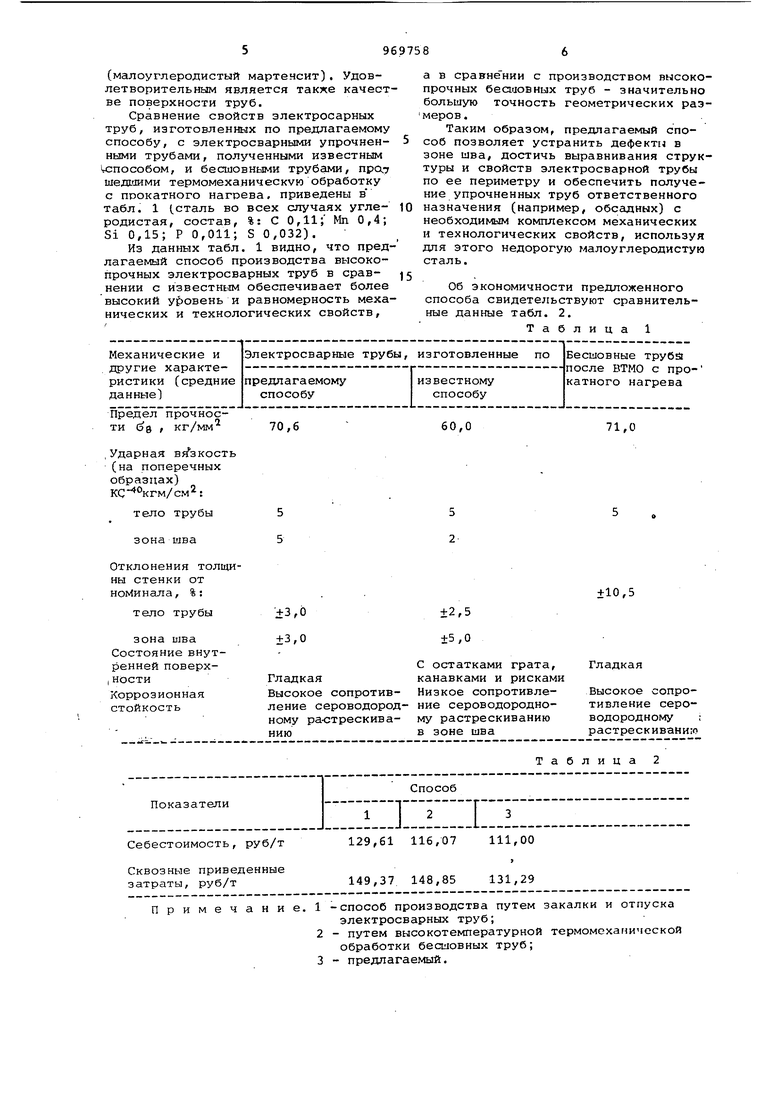
Сравнение свойств электросарных труб, изготовленных по предлагаемому способу, с электросварными упрочненными трубами, полученными известным ircnocoeoM, и бесшовными трубами, про, шедшими термомеханическую обработку с прокатного нагрева, приведены в табл. 1 (.сталь во всех случаях углеродистая, состав, %: С 0,11; Мп 0,4; Si 0,15; Р 0,011; S 0,032).
Из данных табл. 1 видно, что предлагаемый способ производства высокопрочных электросварных труб в сравнении с известнЕ тм обеспечивает более высокий у)овень и равномерность механических и технологических свойств.
а в сравнении с производством высокопрочных бесхаовных труб - значительно большую точность геометрических раэмеров.
Таким образом, предлагаемый способ позволяет устранить дефекты в зоне шва, достичь выравнивания структуры и свойств электросварной трубы по ее периметру и обеспечить получение упрочненных труб ответственного назначения (например, обсадных) с необходимым комплексом механических и технологических свойств, используя для этого недорогую малоуглеродистую сталь.
Об экономичности предложенного способа свидетельствуют сравнительные данные табл. 2.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для упрочняющей обработки труб | 1981 |
|
SU992601A1 |
| Способ производства электросварных холодноформированных труб | 2020 |
|
RU2746483C1 |
| Способ производства сварных труб | 1990 |
|
SU1748979A1 |
| Способ производства труб | 1991 |
|
SU1790460A3 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ | 2011 |
|
RU2484149C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2002 |
|
RU2224031C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ТОЛСТОЛИСТОВОГО СТАЛЬНОГО ПРОКАТА НА РЕВЕРСИВНОМ СТАНЕ | 2020 |
|
RU2745831C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
| Способ производства толстых листов из низколегированных малоуглеродистых сталей на реверсивном стане | 2021 |
|
RU2765972C1 |
| Поточная линия для производства сварных термоупрочненных труб | 1977 |
|
SU659222A1 |
Предел прочности (Э9 / кг/мм
,Ударная вязкость (на поперечных образцах) КС кгм/см :
тело трубы зона шва
щи±3,0 +3,0 Гладкаяканавками и рисками
Высокое сопротив- Низкое сопротивлеление сероводород- ние сероводородноному ра-стрескива- му растрескиванию ниюв зоне шва Примечание,
60,0
71,0
5 2
±10,5
±2,5 ±5,0
С остатками грата.
Гладкая
Высокое сопротивление сероводородному ; растрескиванию
Таблица 1 -способ производства путем закалки и отпуска электросварных труб; 2- путем высокотемпературной термомехагжчсской обработки бесиювных труб; 3- предлагаемый.
Формула иэоб15етення
Источники информации, принятые ВО внимание при экспертизе
№ Д116904, ДИ6905, Д110249, 1974.
