Известен способ бескопирной автоматической обработки на металлорежущих станках криволинейных поверхностей с образующими в виде кривых второго порядка, получаемых за счет перемещения исполнительных органов станка в системе координат со скоростями, пропорциональными заданной функциональной зависимости между координатами. Однако этот способ отличается сложностью исполнения и не обеспечивает обработку, ступенчатых и наклонных контуровПредлагаемый способ устраняет указанные недостатки и обеспечивает возможность обработки криволинейных поверхностей и изменения радиусов кривизны при перемещении рабочего органа по; подобным друг другу траекториям и сопряжения смежных участков обрабатываемого профиля, различающихся по своей кривизне благодаря тому, что в качестве приводов подач применяют гидравлические двигатели, золотники которых управляются постоянными кулачками распределительного вала, а наладочная регулировка скорости подач осуществляется путем изменения проходного сечения дросселей так, что при обработке криволинейных поверхностей соотношение скоростей подач определяется соотношением величин открытия золотников при вращении распределительного вала. При обработке ступенчатых и наклонных контуров соотношен-ие скоростей иодач определяется положением кулачков невращающегося распределительного вала относительно золотников.
Для изменения радиусов кривизны скорость вращения распределительного вала, а следовательно, и скорость выполнения заданной закономерности подач в направлениях координатной системы изменяется с-эответственно изменению радиусов кривизны, а для обеспечения сопряжения смежных участков обрабатываемого профиля вращение распределительного вала прекращается в тот момент, когда кривая сопрягается в данной точке с прямой касательной к ней), и вращение того ж-з
№ 130767- 2 вала изменяется по скорости или направлению в момент, когда кривая сопрягается с другой кривой, отличающейся от первой по своей кривизне.
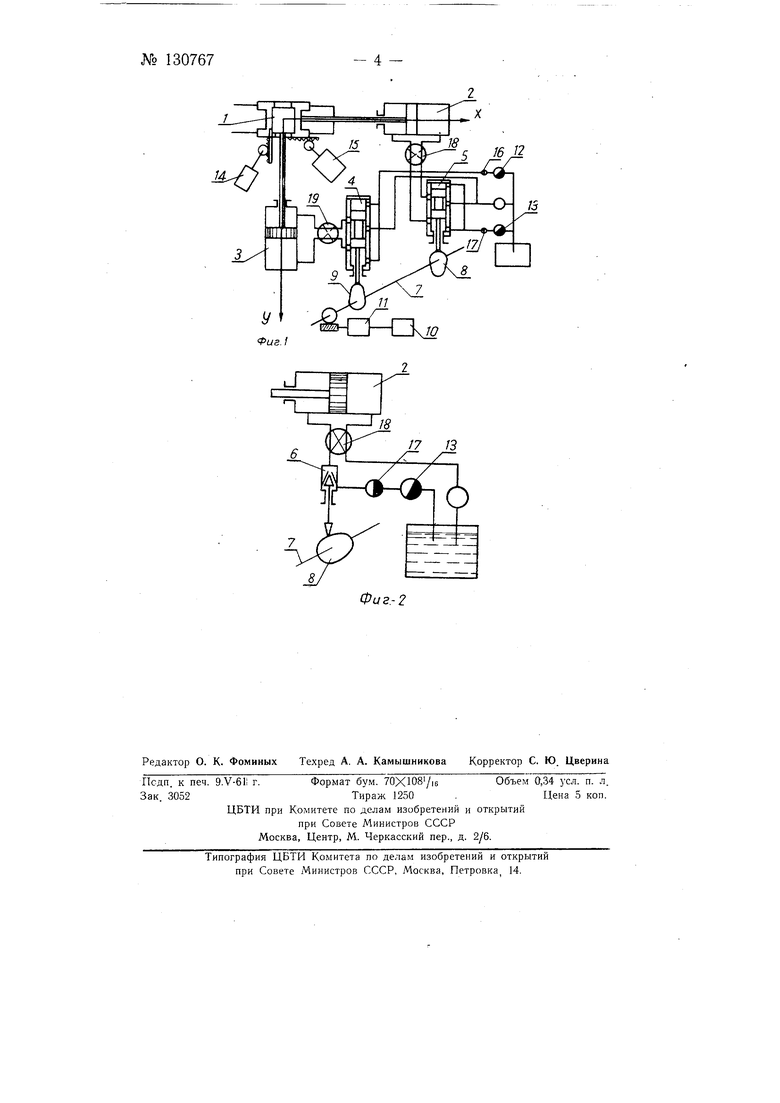
На фиг. 1 - изображена схема управления, иллюстрирующая осуществлеиие способа; иа фиг. 2 - выкопировка из схемы по фиг. 1 с при-менением игольчатого дросселя.
Перемещение рабочего органа 1 в направлении системы координат Л-у осуществляется щтоками гидроцилиндров 2 и 3, питающихся через золотники 4 и 5 или игольчатые дросселИ) 6 (фиг. 2).
Вал 7, на котором укреплены кулачки 5 и Я получает вращение от привода 10 через коробку скоростей П (ступенчатую или бесступенчатую)Профиль кулачков 8 к 9 подобран так, что при их взаимодействии со щтоками золотников 4 и 5 или игольчатых дросселей 6 (фиг. 2) расход жидкости в цилиндрах 2 и 3 соответствует соотношению - скорости движения рабочего органа, заданной закономерности, обычно синусоидальной, иногда - любой другой.
Дроссели 12 и 13 определяют скорость движения рабочего органа / в направлениях координат х-у при наибольшем открытии золотников 4 -я 5 или игольчатых дросселей 6 в процессе обработки ступенчатых поверхностей, а; сами золотники 4 и 5 или игольчатые дроссели 6 определяют соотношение скоростей движения рабочего органа / в процессе обработки наклонных или криволинейных поверхностей.
Рабочий орган 1 связан с путевыми датчиками 14 и 15, определяющими величину пройденного им пути.
Обработка ступенчатых поверхностей производится по предлагаемому способу следующим образом.
Вал 7 находится в исходном полол ;ении, а скорость подач в направления X-у определяется положением дросселей 12 и 13.
При подаче в направлении х закрывается кран 16, а при подаче з направлении у закрывается кран 17. Закрытие и открытие этих кранов осуществляется электромагнитами, включаемыми сигналами путевых датчиков 14 и 15, подаваемыми при достижении рабочим органом заданного ему положения.
В случае необходимости реверс подач производится кранами 18 и 19, которые также включаются электромагнитами в зависимости от подаваемой датчиками 14 и 15 команды.
При обработке наклонных поверхностей угол наклонной части профиля определяется поворотом вала 7 в такое положение, при котором соотношение скоростей ведущей и профилирующей подач (в направлениях X-у) соответствует углу наклона обрабатываемой поверхности. При этом краны 18 ц 19 открыты, что вызывает одновременное перемещение рабочего органа / (в направлениях х-у).
При таком же одновременном перемещении рабочего органа в направлениях X-у происходит обработка криволинейных профилей- В этом случае скорость подачи изменяется в закономерности, определяемой кулачками 8 и 5.
В общем случае профиль кулачков отвечает закономерности перемещения рабочего органа по дуге окружности, радиус которой соответствует скорости вращения вала 7, так как окружность в параметрической форме выражается в виде: : 51пф; (-созф), и поэтому радиус дуги, по которой перемещается рабочий орган, может быть выражен в зависимости от величины его перемещений в системе координат
D Xу
следующим образом: К -- -.- .-
smi 1-cosi
Следовательно, величины перемещений рабочего органа в направлениях X-у могут быть представлены в зависимости от скорости движения, а именно:
t; t, откуда R
.. f, 1 li. . .,
1-COS О
Таким образом, радиус дуги по которой перемещается рабочий орган, определяется скоростью, с которой он движется по этой дуге в направления X-у и временем этого движения. Поскольку скорость движения рабочего органа определяется постоянными кулачками S и 5 и проходным сечением золотников 4 и 5 или игольчатых дросселей 6, то, изменяя время движения рабочего органа по дуге, или, что то же самое, скорость вращения вала 7, получаем соответствующее изменение радиуса кривизны дуги, по которой перемещается рабочий орган.
Когда рабочий орган в процессе своего движения по криволинейной траектории достигает положения, в котором направления или радиус кривизны меняют свое значение, то один из датчиков М или /5 подает в схему управления сигнал, используемый для выполнения соответсгвующего переключения.
Используя приведенную схему, можно предусмотреть все возможные случаи, необходимые и достаточные для того, чтобы обеспечить перемещение рабочего органа по любой траектории, заданной в виде сочетания прямых, наклонных и кривых различной кривизны и направления, сопрягаемых между собой или пересекающихся.
Предмет изобретения
1.Способ бескопирной автоматической обработки на металлорежущих станках криволинейных поверхностей с образующими в виде кривых второго порядка, получаемых за счет перемещения исполнтельнык органов станка в системе координат со скоростями, пропорциональными заданной функпиональной зависимости между координатами, отличаю щи и ся, тем, что, с целью упрощения схемы управления станком, в качестве приводов подач применяют гидравлические двигатели, золотники которых управляются постоянными кулачками распределительного вала, а наладочную регулировку скорости подач осуществляют путем изменения, проходного сечения дросселей так, что при обработке криволинейных поверхностей соотнощение скоростей подач определяется соотнощепием величин открытия золотников при вращении распределительного вала.
2.Способ по п. 1, отличающийся тем, что, с целью обработки ступенчатых и наклонных контуров, соотношение скоростей подач определяют положением кулачков невращающегося распределительного вала относительно золотников.
- 3 -№ 130767
VxtVyt