И-11)(М1ис miior.HTCH к области сяарки и г-южет быть использовано в разли пи11х отраслях народного хоаяйст- ва.
Цель изобретения - повьппение качества соединений толщиной до 3 мм из сталей с различной склонностью к образоианию горячих трещин путем снижения вероятности их образования за счет уменьшения упругопластических ( / еформаций в сварочной санне,
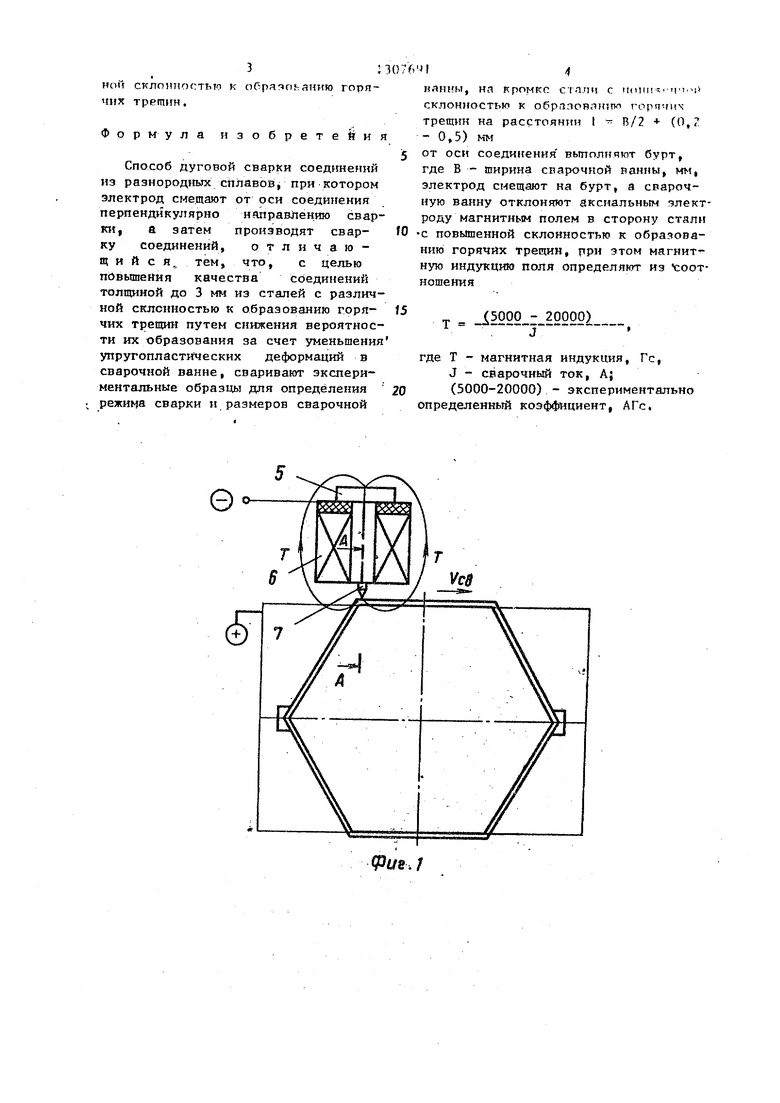
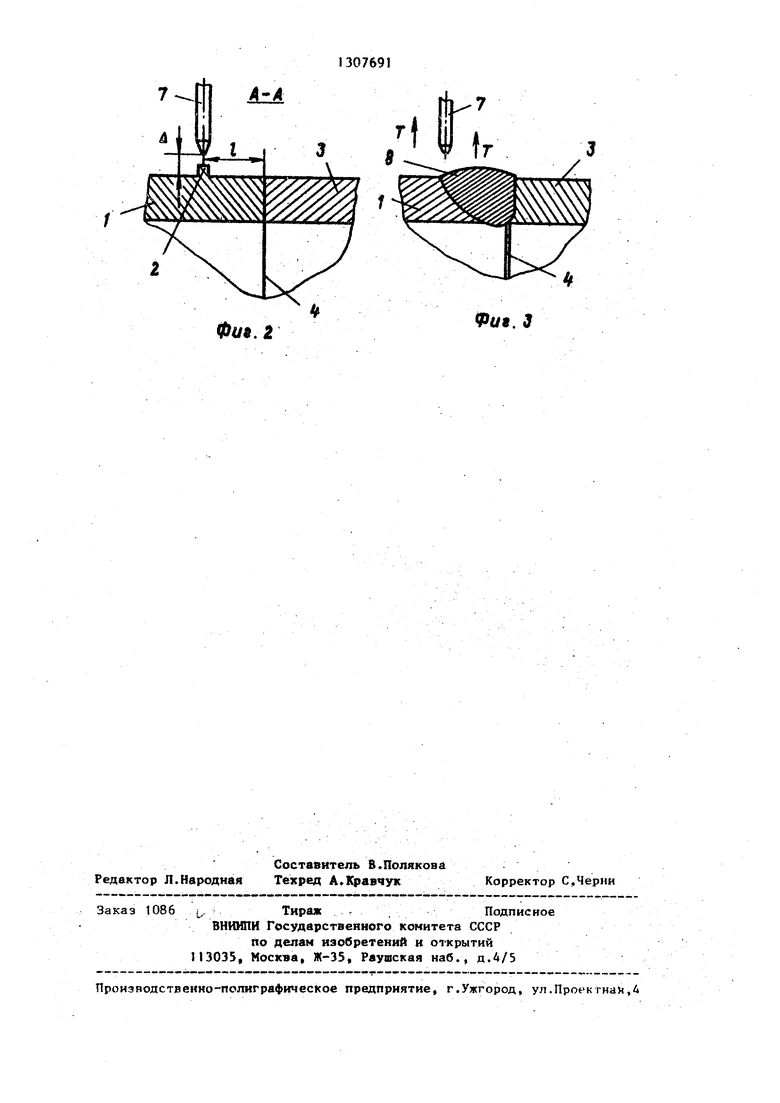
На фиг.1 показана схема проведения процесса дуговой сварки стыка шестигранных труб; на фиг. 2 - схема расположения бурта и электрода по отношению к стыку (оси соединения) ; на фиг. 3 - схема поперечного сечения шва.
Способ осуществляется следующим образом.
Предварительно на экспериментальных образцах подбирают режим сварки соединения с полньш проводом кромок и определяют при этом ширину сварочной ванны В и необходимые размеры бурта на кромке. .
На кромке заготойки I (фиг.1 н 2) с пониженной склонностью к образованию горячих трещин выполняют бурт 2 на расстоянии равном В/2 + + (0,2-0,5) мм от торца кромки заготовки I , .
Собирают свариваемые загото вки 1 и 3 с плотным контактом торцов кромок и образованием стыка А.Свароч- горелку 5 с установленной на ней электромагнитной катушкой 6 устанавливают на стык 4, при этом сварочную горелку 5 с неплавящимся электродом 7 смещают относительно оси соединения на величину 1 в сторону заготовки 1f при этом электрод располагается над буртом 2. Начинают сварку соединения, в результате чего образуется сварочная ванна 8 (фиг.З), Затем включают питание электромагнитной катушки 6, которая создает аксиальное электроду 7 магнитное поле напряженностью Т, при этом направление магнитного поля, выбирают таким, чтобы магнитные силы бьиш направлены к оси соединения в сторону заготовки 3, обладающей повышенной склонностью к образовлншо горячих трещин.
Под действием магнитных сил, сил инерции сварочной ванны и давления дуги жидкий металл сварочной ванны бул .т с- рр5аться в сторону заготовки
5
0
5
0
3 и, передавая свое тепло ториу кромки заготовки 3, сллавит его,п результате чего получается сварное соединение с минимальным проплавом заготовки, обладающей повьппенной склонностью к образованию горячих трещин, при этом горячие трещины в соедине- .НИИ не образуются. Магнитная индукция поля должна определяться из соот- нощения
„ (5000 - 20000
; J -- .
где Т - магнитная индукция, Гс; J - сварочный ток, А}
(5000-20000) - эксперименталь-но определенный коэффициент, АГс.
Пример. Сваривали шестигранные трубы с размером под ключ 100 толщиной 2 мм из стали ЭП-172, склонной к образованию холодных трещин, с трубой из стали 12х18Н ОТ, на кромке которой выполнили бурт размером 1x1 мм. Сварку производили вольфрамовым электродом в аргоне на автомате СА-200, Сваривали последова-вельно по граням с щаговым поворотом изделия после сварки каждой грани на 60°. Режимы сварки образцов и результаты испытаний представлены в таблице, {где. Vpg, - 6,3 м/ч, а -- 1,5 мм, а количество стыков равно 10.
То же
Несплавления и трещины в шве и околошовной зоне
Использование изобретения позволило повысить качество свар(гых соединений из разнородных стллей с различ3;3
ной склпнпостьи к обрачпьанию горячих трещин.
Формула нзобретейия
Способ дуговой сварки соединений
из разнородных сплавов, при котором электрод смещают от оси соединения перпенщшулярно направлению сварки, а затем производят свар-
отличаю- что, с целью пйвьшеиня качества соединений толщиной до 3 мм из сталей с различной склонностью к образованию горя- чих трещин путем снижения вероятности их образования за счет уменьшения упругопласти еских деформаций в сварочной ванне, сваривают экспериментальные образцы для определения режима сварки и размеров сварочной
ку соединений, щ и и с я, тем,
ванны, на кромке стали с ичиг- склонностью к образовпи по горпчих трещин на расстоянии I - В/2 (О, - 0,5) мм
от оси соединения выполняют бурт, где В - ширина сварочной ванны, м, электрод смещают на бурт, а сварочную вшшу отклоняют аксиальным электроду магнитным полем в сторону стали
с повышенной склонностью к образованию горячих трещин, |три этом магнитную индукцию поля определяют из Ч;оот- ошения
(5000 - 20000) X д. ,
где Т - магнитная индукция, Гс,
J - сварочный ток. А;
(5000-20000) - экспериментально пределенный коэффициент, АГс.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1570158A1 |
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |
| Способ дуговой сварки деталей из углеродистой стали с деталями из высоколегированной аустенитной стали | 1986 |
|
SU1389963A1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ | 1995 |
|
RU2086371C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
| Способ соединения трубы с концевой деталью и устройство для его осуществления | 1980 |
|
SU944838A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
Изобретение относится к области сварки и может быть использовано в различных отраслях народного хозяйства. Цель изобретения повыяение качества соединений тотединой до Э мм . из сталей с различной склонностыо к образованию горячих трещин путем сня| иия вероятности их образовання за счет уменьшения упругоштастических деформаций в сварочной ванне. Способ ос;у1цествляют непла1 цимся электродом в среде эациттаос газов. На детали с пони кевной сюпмшостыо к образованию горячих тревош выполняют бурт на нес кошенной частя кромки. Электрод сме- цают на буй. Сварочную ванну смёча ют в сторону дбталн с повьшенной склонност1 ю к дбразованию горячих тЬещнй с помоцыо магннтного поля, индукщоо которого регУлируют в широких пределах. Тепло сварочной ванны оплавляет торец детали с повыиенной склонностью к образованию горячих трещин на малую глубину, чем и достн гается получейяе сварных соединений без трещин, 3 tot., t табл. . i (Л С :о 
(PU8j
Фи9.2
. 3
Редактор Л.Неродная
Составитель В.Полякова Техред А.Кравчук
Заказ 1086 t-. Тираж . .Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,Л
Корректор С,Черни
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ РАСПЛАВА СВАРОЧНОЙ ВАННЫВТТГООТизН А Яг:т.н:и5-п.л;:л';Е::шь':Б;';ИО7ЕКА | 0 |
|
SU305969A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Рябов В.Р | |||
| и-др | |||
| Сварка раэнорЬД-; них металлов и сплавов, Машняострое- ние, 1984, с.104 | |||
| - | |||
| - - . | |||
