Изобретение относится к области сварки, в частности к сварке неплавящимся электродом в среде защитных газов с принудительным и сопутствующим охлаждением стыка и металла шва прижимным приспособлением, и может быть использовано в энергетике и химической промышленности для сварки металлов, склонных к образованию горячих трещин, когда требуется интенсивное охлаждение стыка.
Целью изобретения является повышение качества соединений при сварке с предварительным и сопутствующим охлаждением сжиженным азотом путем создания условий в процессе предварительного охлаждения, способствующих исключению попадания влаги в стык свариваемого соединения.
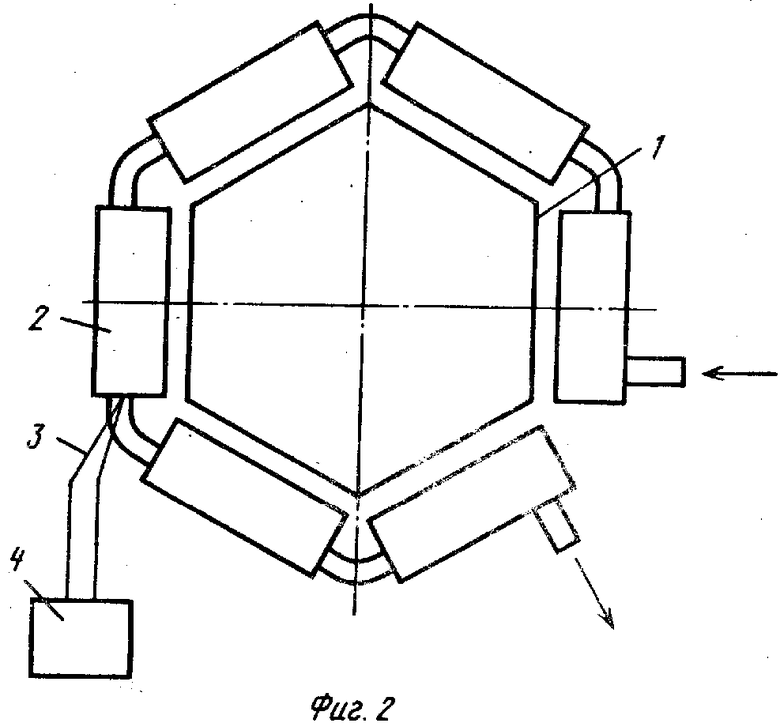
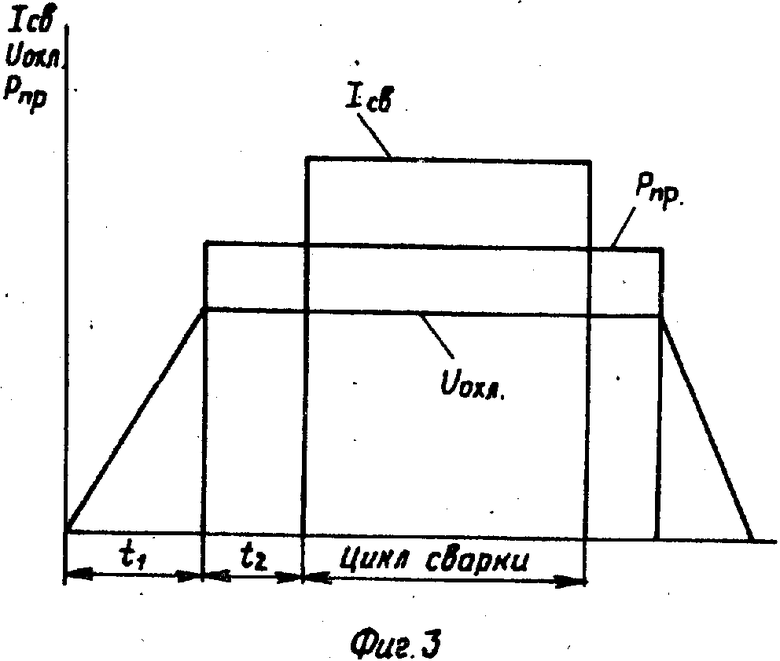
На фиг. 1 показана схема сварки с использованием охлаждающего приспособления; на фиг. 2 - вид в плане; на фиг. 3 - циклограмма процесса сварки.
Способ дуговой сварки в среде защитных газов осуществляют следующим образом.
Производят сборку стыка 1. Охлаждающее приспособление 2 устанавливают с зазором δ относительно стыка 1, равным 1,5-2,0 мм. Размер зазора выбирают с таким расчетом, чтобы иней, образующийся на поверхности приспособления 2, в результате его охлаждения и выпадания атмосферной влаги на нем не касался свариваемого стыка 1. Далее в приспособление 2 подают сжиженный азот и с помощью термопары 3 и милливольтметра 4 контролируют температуру на его поверхности в течение времени предварительного охлаждения t1 (фиг. 3), когда скорость охлаждения Vохл приспособления растет. При достижении на поверхности приспособления 2 заданной температуры (-50оС), не прекращая подачи охлаждаемого агента (азота), приводят в действие прижимной механизм и фиксируют приспособление 2 на поверхности стыка 1 с усилием Рпр, при этом начинается охлаждение стыка изделия, а сварочную дугу (Iсв) зажигают до момента выпадания росы на стыке 1.
Допускается разрыв во времени t2 между прижатием охлаждающего приспособления 2 к поверхности стыка 1 и моментом зажигания дуги. Его величина в каждом конкретном случае определяется экспериментально и зависит от теплопроводности свариваемого материала, толщины соединения, влажности воздуха, температуры воздуха и степени переохлаждения приспособления 2. В любом случае окончание периода времени t2определяется охлаждением стыка 1 до температуры точки росы, при этом по истечении времени t2 в стыке 1 начинается конденсация атмосферной влаги и качественная сварка становится невозможной, если не зажечь рабочую дугу в период (t1 - t2).
По окончании цикла сварки и охлаждения сваренного соединения производят разжатие охлаждающего приспособления 2, отключают подачу жидкого азота и извлекают изделие из установки.
Контроль сваренного стыка производили визуально, а также использовали метод цветной дефектоскопии и производили рентгенографирование его. Контроль показал полное отсутствие в сварном шве пор как поверхностных и сквозных, так и закрытых; в шве не обнаружено трещин и включений.
Пример осуществления способа.
Способ осуществляли на макете сварочной установки 54/М127. Дуговую сварку выполняли неплавящимся электродом в среде аргона высшего сорта марки А. Ток сварки обеспечивали двумя источниками питания ТИР-12. Сваривали стык шестигранных труб двумя симметрично расположенными относительно оси изделия горелками. Размеры шестигранной трубы "под ключ" 100 мм, толщина стенки 2 мм. Материал одной из заготовок стыка - сталь 12Х18Н10Т, другой - сталь ЭП-172; эта сталь склонна к горячему растрескиванию в процессе сварки. Для исключения растрескивания стык сжимался в продольном направлении, а заготовка из стали ЭП-172 подвергалась еще и поперечному обжатию в околошовной зоне с помощью специального прижимного приспособления, установленного относительно свариваемого стыка с зазором 1,5 - 2,0 мм.
Кроме того, для исключения трещин околошовная зона заготовки из стали ЭП-172 интенсивно охлаждалась в том же приспособлении жидким азотом до t = -50оС, которая была определена экспериментально в результате сварки партии образцов из 20 шт. При охлаждении прижимного приспособления до температуры ниже -50оС процесс охлаждения резко усложняется, а температура выше -50оС не обеспечивает требуемой скорости охлаждения стыка, что ведет к появлению трещин в соединении.
После определения оптимальной температуры охлаждения прижимного приспособления была сварена партия образцов из 10 шт. с осуществлением последующего визуального контроля, цветной дефектоскопии и рентгенографии.
При сварке сварочные горелки перемещаются вдоль стыка вертикально расположенного неподвижного изделия за счет вращения горелок вокруг оси изделия.
Режим сварки: Ток сварки, А 85 Скорость вращения горелок вокруг оси изделия, об/мин 0,3 Длина дуги, мм 1,5 Угол заточки вольфра- мового электрода, град 30 Притупление вольфра- мового электрода, мм 0,5-1,0 Расход аргона в горелку, л/мин 15 Поры в шве отсутствуют.
Предложенный способ сварки позволяет получить более высокое качество сварных соединений.
(56) Авторское свидетельство СССР N 1066765, кл. В 23 К 28/00, 1982.
Авторское свидетельство СССР N 925594, кл. В 23 К 28/00, 1980.
Авторское свидетельство СССР N 1207683, кл. В 23 К 9/16, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ И СВАРКИ С КОМБИНИРОВАННОЙ ГАЗОВОЙ ЗАЩИТОЙ | 2006 |
|
RU2319584C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ИЗДЕЛИЙ ДУГОВОЙ СВАРКОЙ | 1990 |
|
SU1693807A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| Способ односторонней двухдуговой сварки неплавящимися электродами | 1986 |
|
SU1449274A1 |
Изобретение относится к сварке, в частности, неплавящимся электродом в среде защитных газов и может быть использовано в энергетической и химической промышленности при сварке трубопроводов из материалов, склонных к образованию горячих трещин, когда в процессе сварки требуется осуществлять интенсивное охлаждение стыка, например, азотом. Цель изобретения - повышение качества сварного соединения путем исключения образования в нем пор за счет устранения конденсации влаги в стыке. Способ дуговой сварки в среде защитных газов осуществляют с предварительным и сопутствующим охлаждением стыка и металла шва прижимным приспособлением. Приспособление охлаждают до температуры ниже температуры точки росы до прижатия его к изделию, а дугу зажигают до момента выпадания росы на стыке. Это позволяет устранить переохлаждение стыка перед сваркой ниже точки росы и попадание влаги в шов. 3 ил.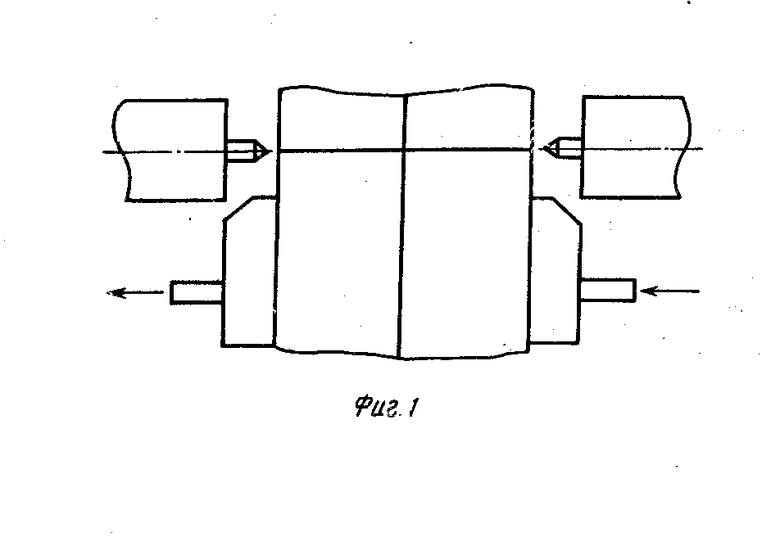
СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ с предварительным и сопутствующим охлаждением стыка и металла шва прижимным приспособлением, охлажденным до температуры ниже температуры точки росы, отличающийся тем, что, с целью повышения качества сварочного соединения путем исключения образования в нем пор за счет устранения конденсации влаги в стыке, приспособление охлаждают перед его прижимом к стыку, а сварочную дугу зажигают до момента выпадения росы на стыке.
