Изобретение относится к машиностроению и может быть использовано Во всех отраслях народного хозяйства при использовании струйно-абраг зивной обработки металлов и т.п.
Цель изобретения - повьшение точности контроля интенсивности процесса при струйно-абразивной обработке.
Способ контроля интенсивности обработки абразивной струей поверхностей заключается в измерении исходной величины измеряемого параметра образца-свидетеля и измерении этого параметра после обработки. Перед обработкой наносят на поверхность образца- свидетеля покрытие заданной толщины, отличающееся своими оптическими свойствами, например коэффициентом поглощения, от основного материала образца, а после обработки измеряют оптические свойства обработанной и полностью очищенной поверхностей и по их разности определяют интенсивность обработки.
Толщина покрытия выбирается экспе риментально и возрастает в соответствии с ростом энергии абразивных частиц.
П р и м е р. Производится выбор наиболее производительного режима кавитационной импульсной гидроабра- .зивной обработки путем сравнения интенсивно стей обработки в трех режимах.
Режим 1: давление на входе в соп
.
ло Р 16 МПа; концентрация абразива в пульпе угол атаки расстояние от сопла до образца L 400 мм; скорость подачи образца V 0,2 м/с.
Режим 2: давление на входе в сопло МПа; концентрация абразива в пульпе угол атаки«:, 90 ; расстояние от сопла до образца L 200 мм; скорость подачи образца V 0,2 м/с.
Режим 3: давление на входе в сопло Pg.10 МПа; концентрация абразива в пульпе Ср 55%; угол атаки о 90 ; расстояние от сопла до образца L 200 мм; скорость подачи образца V 0,2 м/с.
На поверхность образца-свидетеляФормула изобретения наносят покрытие, толщина которого гг
соответствует энергии абразивных час- Способ контроля интенсивности обтиц. Обрабатывают поверхность образ-работки поверхности абразивной
ца одним проходом абразивной струи,струей, при котором измеряют исходизмеряют коэффициент поглощения величину контролируемого парамет10
520
25
30
35
;
40
45
50
обработанной поЕ1ерхности. Полученное значение Ад сравнивают со значением коэффициента А, полностью очищенной поверхности. Максимальная интенсивность струйно-абразивной обработки соответствует минимальной разности
(,Способ реализуется следующим образом.
На. обрабатываемую поверхность образцов-свидетелей из сплава АМгб наносят анодное покрытие толщиной 5 мкм.
Производится измерение коэффициента поглощения покрытой поверхности (,86) и полностью очищенной поверхности (,52) накладным фотометром.
В камеру очистки устанавливаются последовательно по одному образцу- свидетелю и производится обработка в один проход в заданном режиме. Затем для Ксшдого обработанного образца производятся измерения А с последующим сравнением с Ago.
Для сравнения параллельно производится обработка образцов из сплава АМгб размером 5050-4 с весовым контролем на аналитических весах БЛА-200.
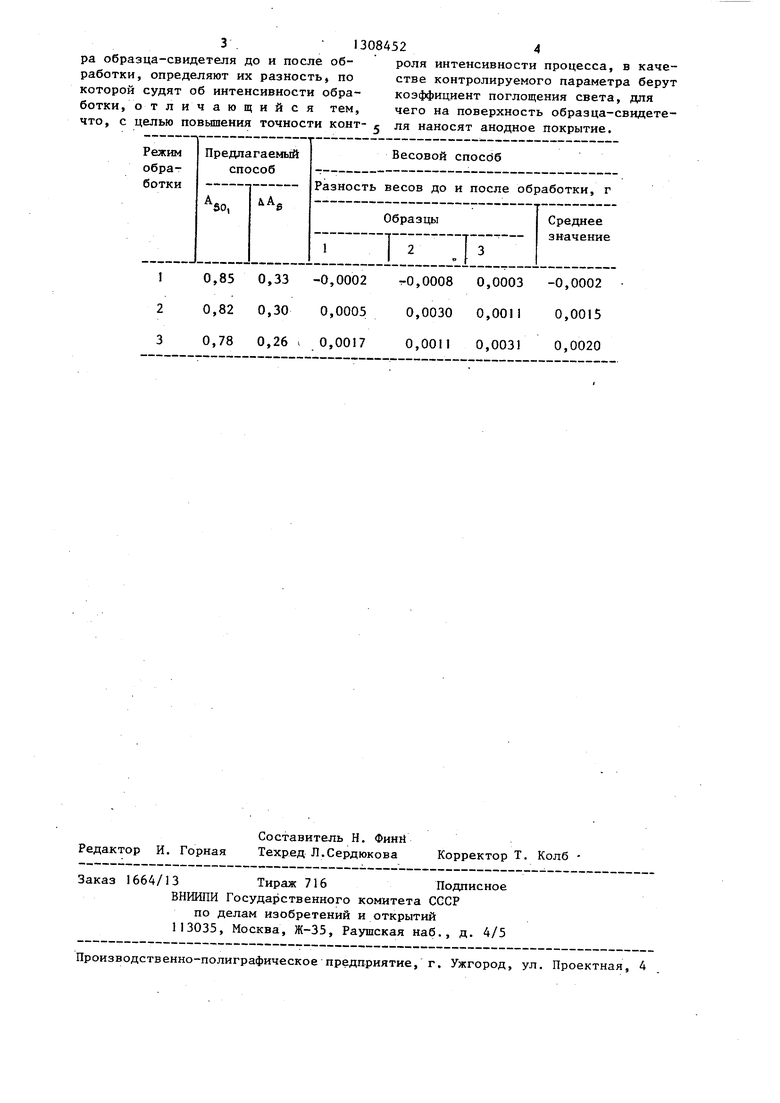
Результаты измерений приведены в таблице.
Как видно из таблицы, наибольщей интенсивности обработки соответствует режим 3, являющийся наиболее производительным. При этом значения весового показателя образцов № 3 для режима 3 и №2 для режима 2 неразличи- мы так же, как и для образцов № 3 и № 2 тех же режимов. Наличие отрицательных разностей в режиме 1 свиде- тельсвует о том, что погрешность измерения превосходит величину изменения веса образцов в результате обработки.
Предлагаемый способ значительно (не менее чем в 3 раза) сокращает время измерения интенсивности обработки (исключая затраты времени на математическую обработку результатов измерения) и повышает точность контроля интенсивности процесса.
3 . 13084524
pa образца-свидетеля до и после об- роля интенсивности процесса, в каче- работки, определяют их разность, по стве контролируемого параметра берут которой судят об интенсивности обра- коэффициент поглощения света, для ботки, о т личающийся тем, чего на поверхность образца-свидете- что, с целью повьшения точности конт- ля наносят анодное покрытие.
10,85 0,33 -0,0002 т-0,0008 0,0003 -0,0002
20,82 0,30 0,0005 0,0030 0,0011 0,0015
30,78 0,26 I 0,0017 0,0011 0,0031 0,0020
Редактор И. Горная
Составитель Н. Финй Техред Л.Сердюкова
Заказ 1664/13 Тираж 716Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Т. Колб
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования физических свойств металлических деталей струей абразива | 1985 |
|
SU1272172A1 |
| Способ обработки поверхности кожи | 1982 |
|
SU1088697A1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОЧИСТКИ ХОЛОДНОГО МЕТАЛЛА ОТ ОКАЛИНЫ | 1991 |
|
RU2044616C1 |
| Способ очистки внутренней поверхности труб | 1989 |
|
SU1703423A1 |
| СПОСОБ ФРИКЦИОННОГО ЛАТУНИРОВАНИЯ ПОВЕРХНОСТЕЙ ТРЕНИЯ | 2003 |
|
RU2258096C1 |
| РУЧНОЙ ПРОЦЕСС ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ДРОБЬЮ С РАЗРАБОТКОЙ СПЕЦИАЛЬНОГО УСТРОЙСТВА И СПОСОБА КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ | 1996 |
|
RU2113971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ ДЛЯ ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2021 |
|
RU2771041C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕСССА СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2278019C2 |
| Струйно-абразивное сопло | 1989 |
|
SU1632757A1 |
| Способ обработки деталей | 1986 |
|
SU1653921A1 |
Изобретение относится к области машиностроения и может быть использовано во всех отраслях народного хозяйства при использовании струйно- абразивной обработки металлов. Изобретение позволяет повысить точность контроля интенсивности обработки, например абразивной. На образец-свидетель наносят анодное покрытие. Образец-свидетель обрабатьшают,.после чего измеряют оптические свойства обработанной поверхности, например коэффициент поглощения А , и сравни- Baicr с коэффициентом поглощения полностью очищенной поверхности Agg. По разности судят об интенсивности обработки. Максимальная интенсивность uAg абразивной обработки соответству- Q ет минимальной разности iA, (A..-Ас.,). О о yji 1 табл. (Л fDO о 00 4
| Билик Ш.М | |||
| Абразивно-жидкостная обработка металлов, - М.: Маш- гиз, 1960, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
