Известны устройства для принудительно задачи раскатов из нижней пары валков в верхнюю на рабочих клетях станов «трно. Однако существующие устройства сложны и не устраняют полностью ручной труд.
с целью устранения ручного труда и повышения производительиисти ггрокатных станов в предлагаемом устройстве применены направляющий желоб со стрелкой и толкатель, подающий раскат в верхнюю пару валков.
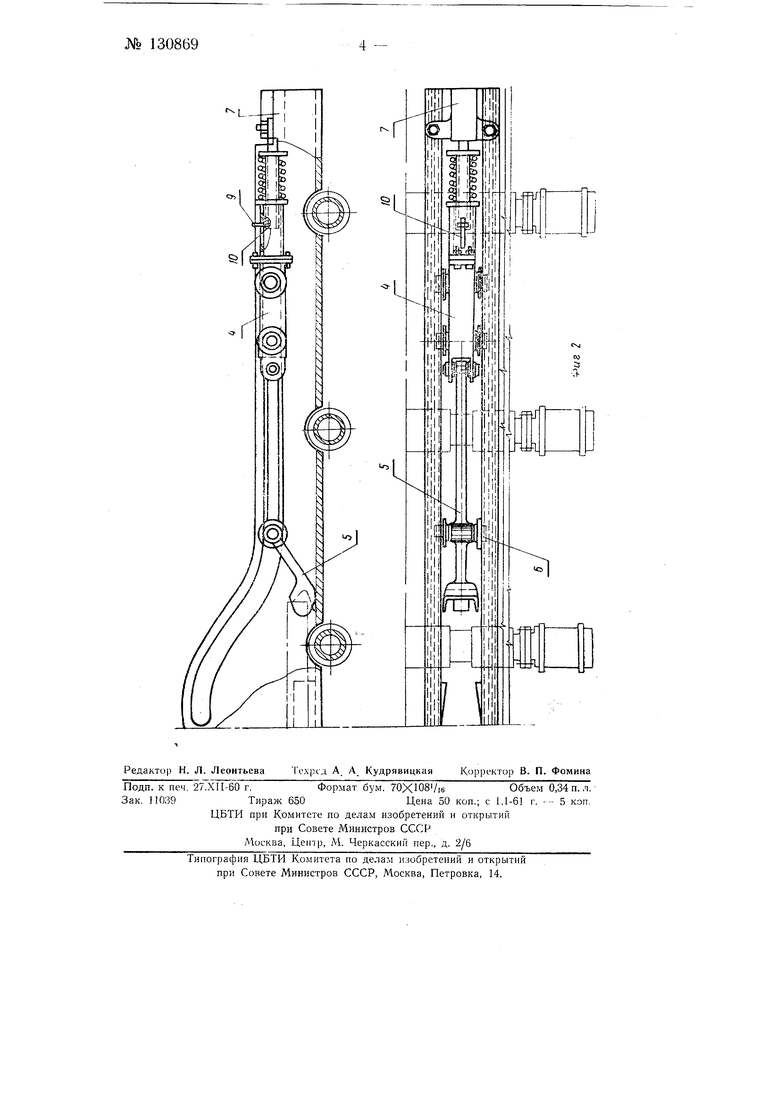
На фиг. 1 показан общий вид устройства; па фиг. 2 - обпип вид толкателя с тележкой.
Основными элементами устройства являются: выводная проводка /, желоб 2, направляющий желоб 3, тележка 4, толкатель 5, ролики 6, поивод 7, телескопическая труба с прулхпной 8, кольцевой наконечник Я командоаппарат W и направляющая стрелка JJ.
Из выводной проводки / раскат поступает в желоб 2, нредназначеаный для автоматической передачи раскатов из нилvнeй пары валков в верхние. Направляющий желоб 3, на котором установлена тележка -/ толкателем 5, служит для направления движения тележки. Для сообщения тележке поступательного движения может быть использован электрический, гидравлический или пневматический привод 7. Установка раската в положение, параллельное полу цеха, перед задачей его в верхнюю пару валков обеспечивается движением по кривой роликов 6, связанных с толкателем 5, который, в свою очередь, щарнирно связан с тележкой 4. приводом 7 и тележкой 4 установлена телескопическая труба с прулсиной 8 и кольцевой наконечник 9, который в определенный момент, при помощи командоаппарата W, дает импульс на переключение привода на обратный ход.
ль 130869- 2 Работа устройси5а заключается в том, что раскат, выходя из нижней пары валков через выводную проводку 1, попадает в нижнюю част:, желоба 2. При этом передний конец полосы отклоняет направляющую стрелку 11 из положения «а в положение «ai с последующим направлением раската через проводку в валки стана.
Описываемое устройство предназначено для раскатов длиною от 1 до 8 м, поперечное сечение которых обеспечивает соответствующую жесткость раската, исключающую возможность изгиба при принудительной задаче в валки. Устройство может быть использовано на всех обжимных клетях стана «трио и сортопрокатных станов с линейным расположением клетей.
П р е д м е т и з о б j) е т е и и я
Устройство для принудительной задачи раскатов ограниченной д чины в валки прокатных станов «трио, отличающееся тем, что, с целью устранения ручного труда и повышения производительности прокатных станов, применены желоб со стрелкой, обеспечиваюи,ий изменение направления раската снизу вверх, и толкатель, подающий )аскат в верхнюю пару валков.

| название | год | авторы | номер документа |
|---|---|---|---|
| Стационарный желоб для передачи раскатов в рабочих клетях сортопрокатных станов | 1959 |
|
SU129168A1 |
| Приемно-задающее устройство клети трио | 1983 |
|
SU1125077A1 |
| ПРОВОДЯЩЕЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 1999 |
|
RU2168380C1 |
| Способ задачи раскатов при прокатке в клети трио | 1991 |
|
SU1811921A1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |
| Универсальная прокатная клеть для прокатки несимметричных фасонных профилей | 1981 |
|
SU969348A1 |
| СПОСОБ ПРОКАТКИ ПРУТКОВ И ПРОВОЛОКИ НА РЕВЕРСИВНЫХ СТАНАХ И СИСТЕМА ПРОВОДКОВОЙ АРМАТУРЫ ПРОКАТНЫХ КЛЕТЕЙ | 1992 |
|
RU2105619C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| ПРИЕМНО-ЗАДАЮЩЕЕ УСТРОЙСТВО КЛЕТИ ТРИО | 1968 |
|
SU231513A1 |