Известные аппараты для автоматической передачи раскатов в калибры, расположенные на различных уровнях по высоте в клетях черновых линий сортовых станов, сложны в изготовлении и эксплуатации.
В описываемом стационарном желобе, с целью автоматизации процесса, раскат автоматически задается из нижней пары валков в верхние.
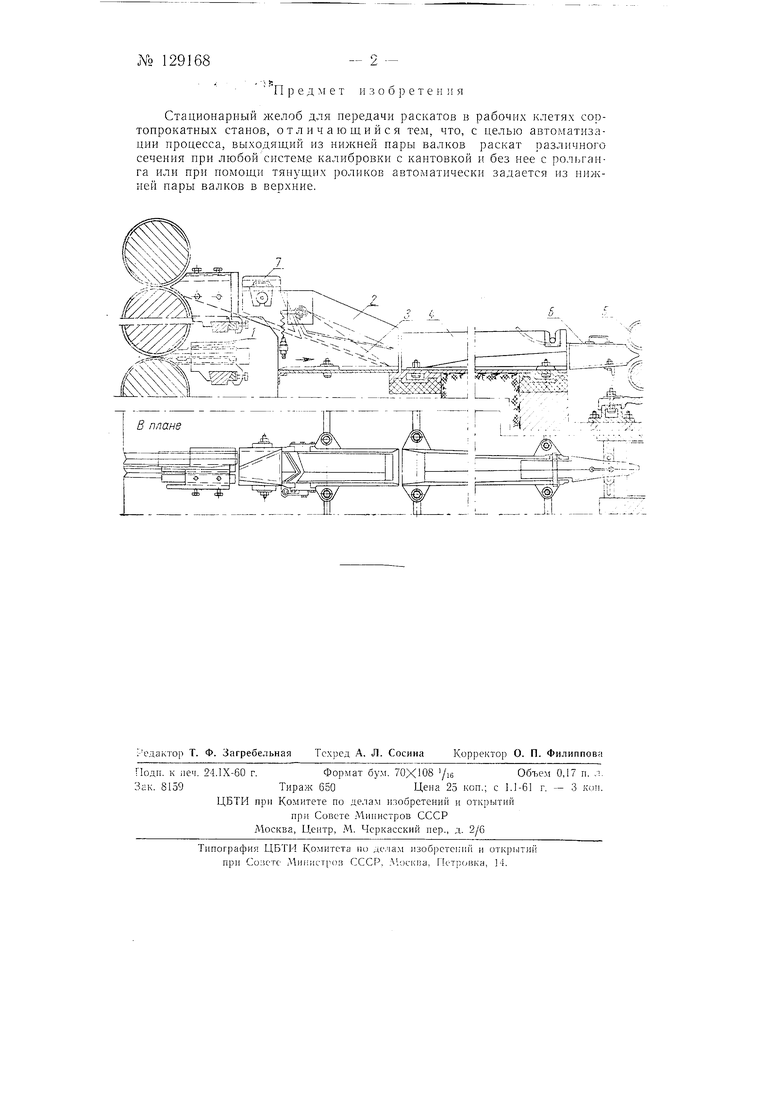
На чертеже показан один из вариантов стационарного желоба.
Раскат, выходящий из нижней пары валков, проходит через геликоидальную выводную проводку /, направляется в нижнюю часть желоба 2 и, отклоняя переводную стрелку 3 в положение, показанное условным пунктиром, направляется в промежуточный желоб 4, откуда поступает к тянущим роликам 5.
Калибровка тянущих роликов производится в соответствии с конфигурацией сечения раската.
Спереди и сзади тянущих роликов установлены направляющие желобы 6. При проходе раската через тянущие ролики верхний (холостой ролик приподнят, и раскат свободно проходит между роликами. Во избежание износа нижний (приводный) ролик при этом вращается в сторону движения полосы примерно с одинаковой скоростью.
Перед выходом заднего конца полосы из нижней пары валков передний ее конец, воздействуя на индикатор (флажок или контактная плитка устанавливается на пути движения раската с задней стороны тянущих роликов), дает прямой импульс на реверс нижнего тянущего ролика и через реле времени - импульс на прижим верхнего (холостого) ролика. При этом настройка реле времени производится с расчетом срабатывания прижима в момент достижения задним концом раската начальной части промежуточного желоба 4, когда переводная стрелка 3 желоба становится в исходное положение и раскат при помощи тянущих роликов задается в верхнюю пару валков через вводную воронку 7.
П р е д м е т и з о б р е т е н п я
Стационарный желоб для передачи раскатов в рабочих клетях сортопрокатных станов, отличающийся тем, что, с целью автоматизации процесса, выходящий из нижней иары валков раскат различного сечения ири любой системе калибровки с кантовкой и без нее с рол1)Ганга или при помощи тянущих роликов автоматически задается из нижней пары валков в верхние.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для принудительной задачи раскатов ограниченной длины в валки прокатных станов "трио" | 1959 |
|
SU130869A1 |
| Устройство для передачи раската в рабочих клетях сортопрокатных станов Трио | 1957 |
|
SU140404A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Устройство для ввода раскатов сдво-ЕННыХ пРОфилЕй B ВАлКи пРОКАТНОйКлЕТи | 1979 |
|
SU812371A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Способ реверсивной штучной прокатки сортовых профилей | 1985 |
|
SU1258519A1 |
| Способ горячей прокатки полос и листов | 1987 |
|
SU1479150A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
